
无隙定心及限位压紧节圆夹具.pdf

书生****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

无隙定心及限位压紧节圆夹具.pdf
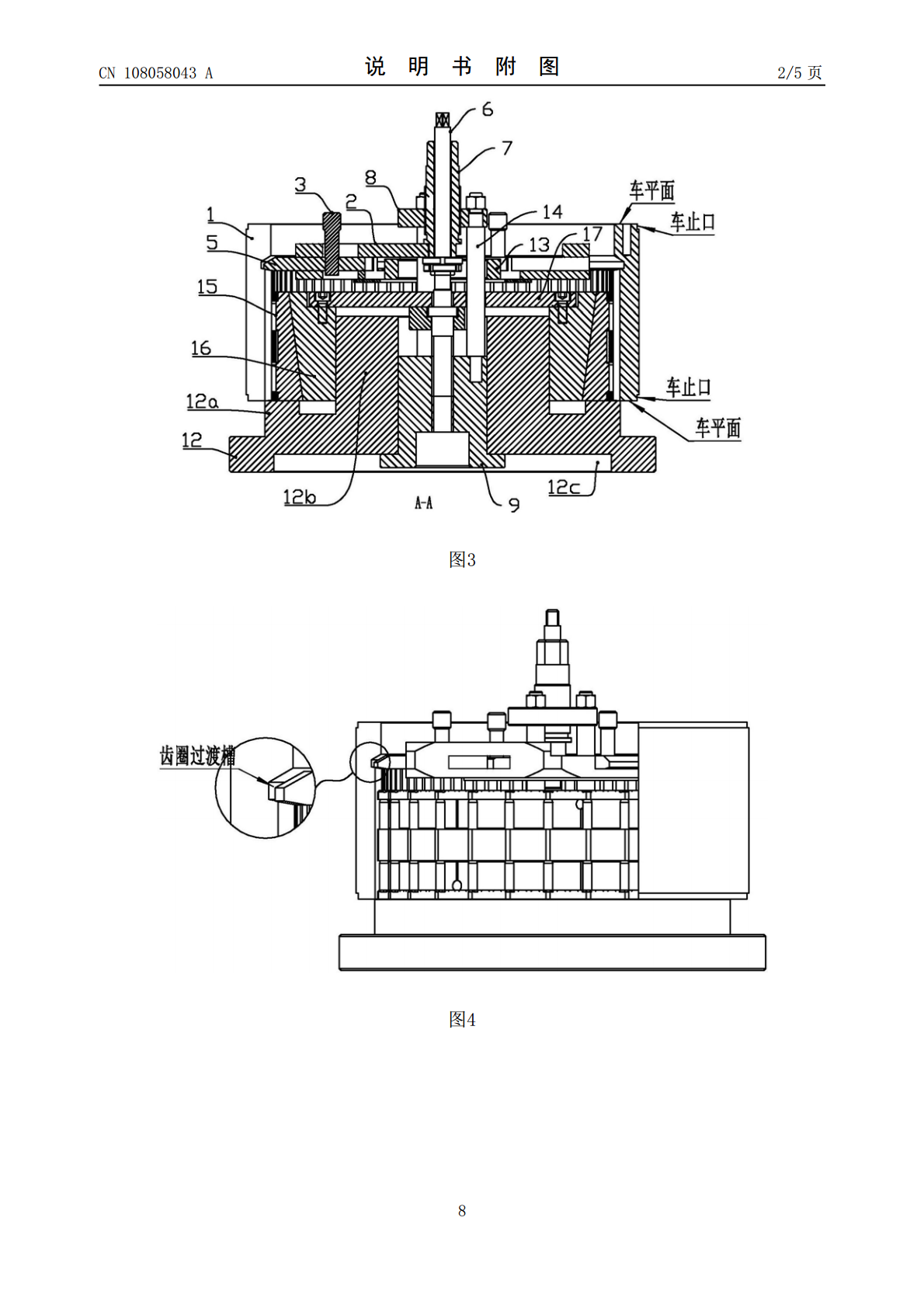
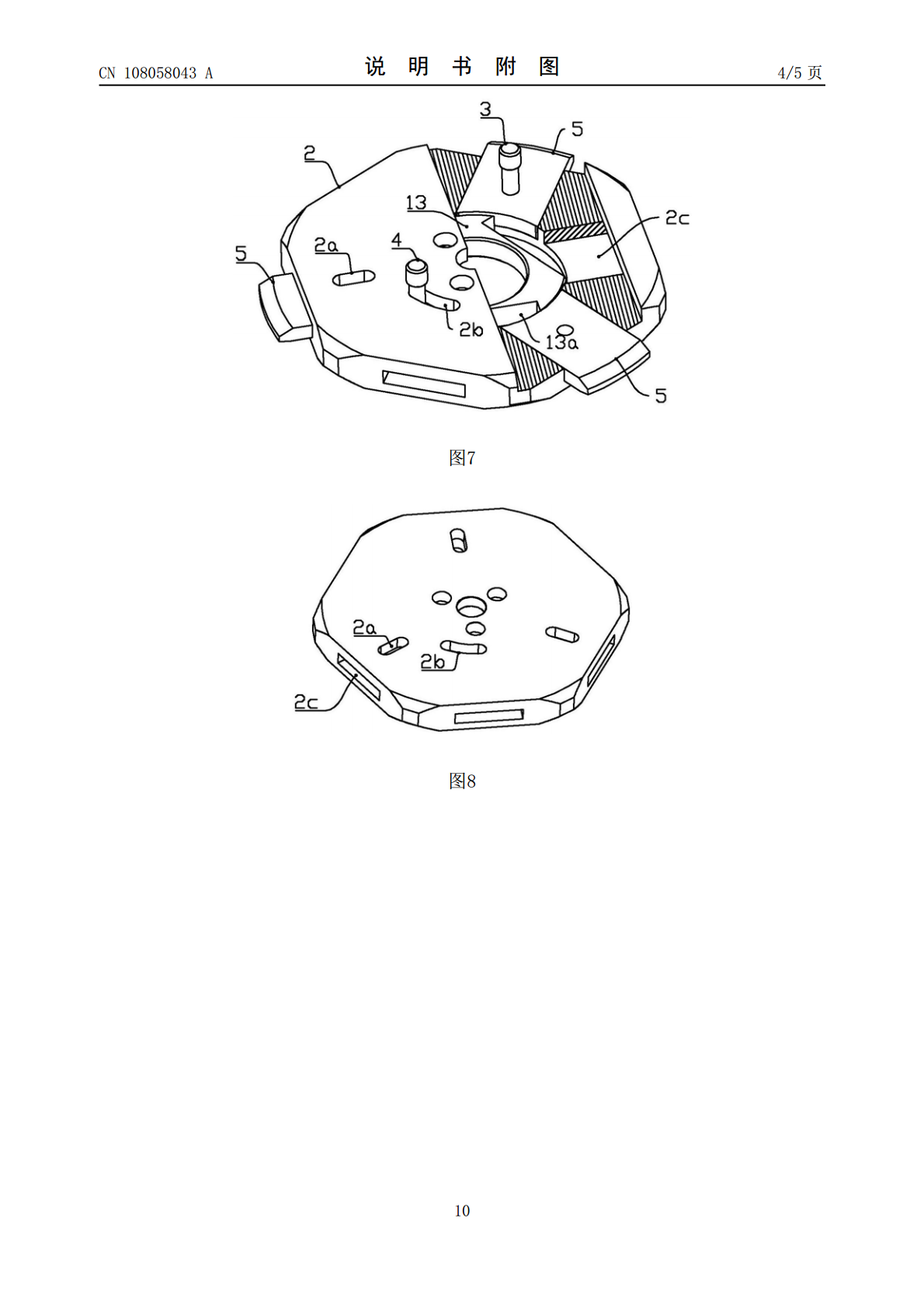
一种无隙定心及限位压紧节圆夹具,包括底座,底座包括设置在中部的柱形凸台和围绕柱形凸台设置的支撑凸台,柱形凸台设置通孔,通孔的孔底配合螺母衬套;底座上设有径向定位机构和轴向压紧机构;本发明提供了一种无隙定心及限位压紧节圆夹具,将定位与夹紧分开进行,避免了夹紧力过大引起的变形,也解决了夹紧力小引起的振动,从而从根本上解决了此类零件的加工问题。

自动定心压紧夹具.pdf
本发明涉及工件夹紧技术领域,具体为自动定心压紧夹具,其包括夹具本体、定位压板,所述夹具本体上设置导向柱,所述定位压板套装于导向柱上,用螺母拧紧固定,所述定位压板包括通过定位销连接的下压板和上压板,所述下压板与所述上压板之间安装O型圈。使用本发明装夹回转工件,可消除工件装夹时存在的定位间隙,从而保证了工件加工的精度;结构简单、巧妙,成本较低。

节圆夹具的改进.doc
节圆夹具的改进单位:姓名:顾峰申报工种:申报等级:日期:摘要:根据烟台变速器有限公公司现有设备的状况以及齿轮热后加工需要、加工过程和调节方式的分析,指出以前在公司齿轮加工中节圆夹具应用的不当之处具产生的根源通过对节圆夹具设计工作原理.指出原来夹具设计理念的不足,同时根据工艺加工的要求,分析原夹具产生制造误差的原因,从而对现有夹具的改进和改变调整方法,从而大大提高工件的加工精度,降低调整时间,真正发挥节圆夹具在齿轮加工中的优势,使得企业流水线能真正发挥出高效率。关键词:齿轮热后加工、节圆夹具、夹具调整。问题

凸轮压紧夹具.pdf
一种凸轮压紧夹具,以解决现有技术中水平放置柱状工件的固定问题。本方案中的凸轮压紧夹具,其特征在于,包括有机座和夹爪,机座上表面为V形支撑面,夹爪以可垂直移动的方式与机座连接,夹爪在V形支撑面的上方设有用于压紧工件上圆面的左、右从动端,机座上铰接有凸轮,夹爪上设有的驱动端与凸轮下沿相抵。上述技术方案的特点是:可以通过机座和夹爪的配合,很好的对水平放置柱状工件进行固定。

凸轮压紧夹具.pdf
一种凸轮压紧夹具,以解决现有技术中工件上水平伸出的凸台的固定问题。本方案中的凸轮压紧夹具,包括机座、用于托起工件的固定支撑部、用于压紧工件上表面的夹爪、位于夹爪下方并作为施力装置的凸轮;连接在夹具体上的导向杆;所述夹爪在所述导向杆约束下具有上、下运动自由度;所述夹爪与所述导向杆之间还设有复位弹簧;所述夹爪包括起夹紧作用的上部从动端和起施力作用的下部驱动端,其特征在于,凸轮与下部驱动端相抵;上部从动端的夹紧部位的几何中心和下部驱动端与凸轮接触的部位的几何中心位于同一铅垂线。上述技术方案的特点是:可以很好的完