
锁芯胆钥匙孔加工方法以及专用模具.pdf

冬易****娘子


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锁芯胆钥匙孔加工方法以及专用模具.pdf
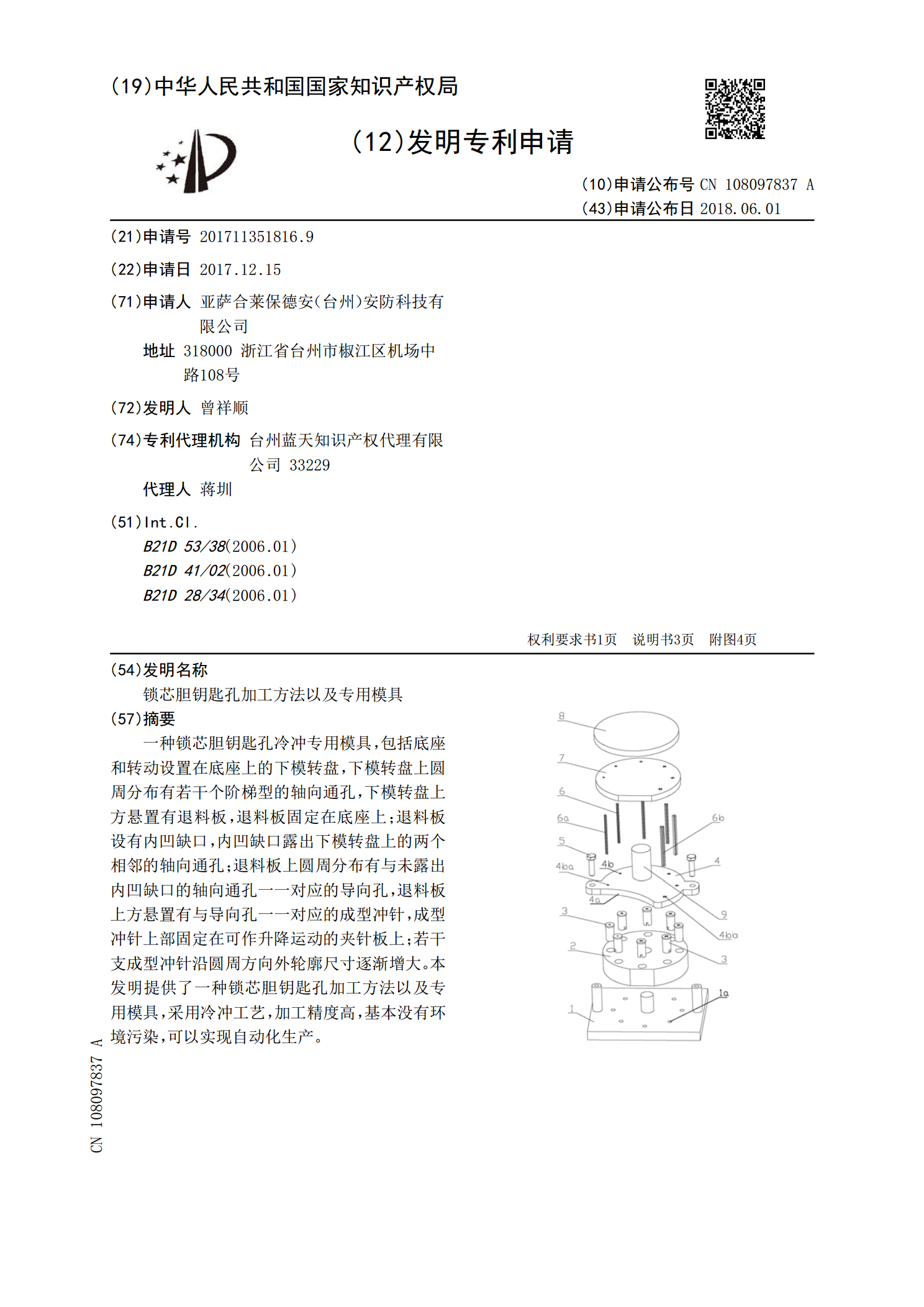
一种锁芯胆钥匙孔冷冲专用模具,包括底座和转动设置在底座上的下模转盘,下模转盘上圆周分布有若干个阶梯型的轴向通孔,下模转盘上方悬置有退料板,退料板固定在底座上;退料板设有内凹缺口,内凹缺口露出下模转盘上的两个相邻的轴向通孔;退料板上圆周分布有与未露出内凹缺口的轴向通孔一一对应的导向孔,退料板上方悬置有与导向孔一一对应的成型冲针,成型冲针上部固定在可作升降运动的夹针板上;若干支成型冲针沿圆周方向外轮廓尺寸逐渐增大。本发明提供了一种锁芯胆钥匙孔加工方法以及专用模具,采用冷冲工艺,加工精度高,基本没有环境污染,可
一种密集阵钥匙孔的锁芯及刷式专用钥匙.pdf
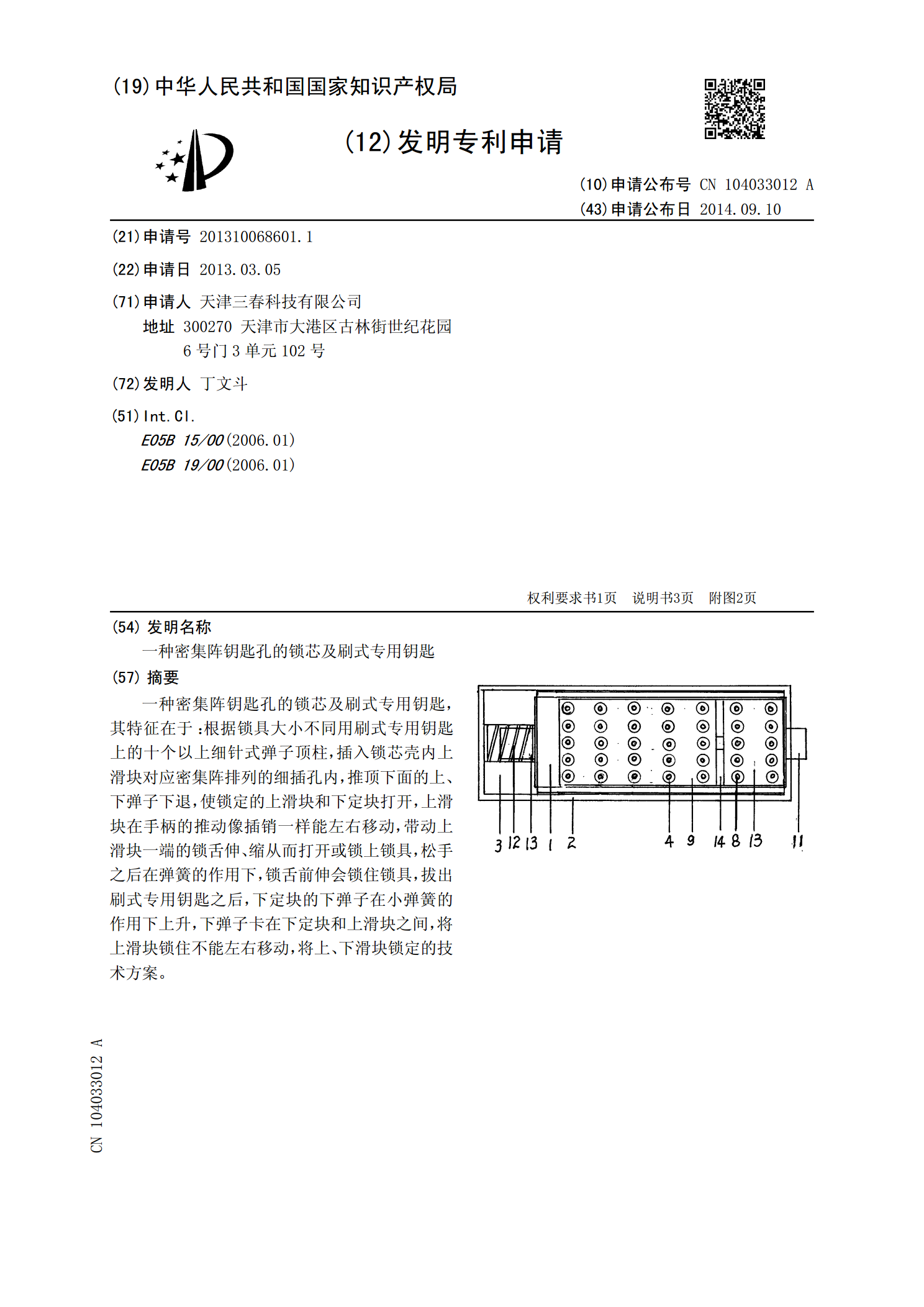
一种密集阵钥匙孔的锁芯及刷式专用钥匙,其特征在于:根据锁具大小不同用刷式专用钥匙上的十个以上细针式弹子顶柱,插入锁芯壳内上滑块对应密集阵排列的细插孔内,推顶下面的上、下弹子下退,使锁定的上滑块和下定块打开,上滑块在手柄的推动像插销一样能左右移动,带动上滑块一端的锁舌伸、缩从而打开或锁上锁具,松手之后在弹簧的作用下,锁舌前伸会锁住锁具,拔出刷式专用钥匙之后,下定块的下弹子在小弹簧的作用下上升,下弹子卡在下定块和上滑块之间,将上滑块锁住不能左右移动,将上、下滑块锁定的技术方案。
一种锁芯锁胆的防钻结构.pdf
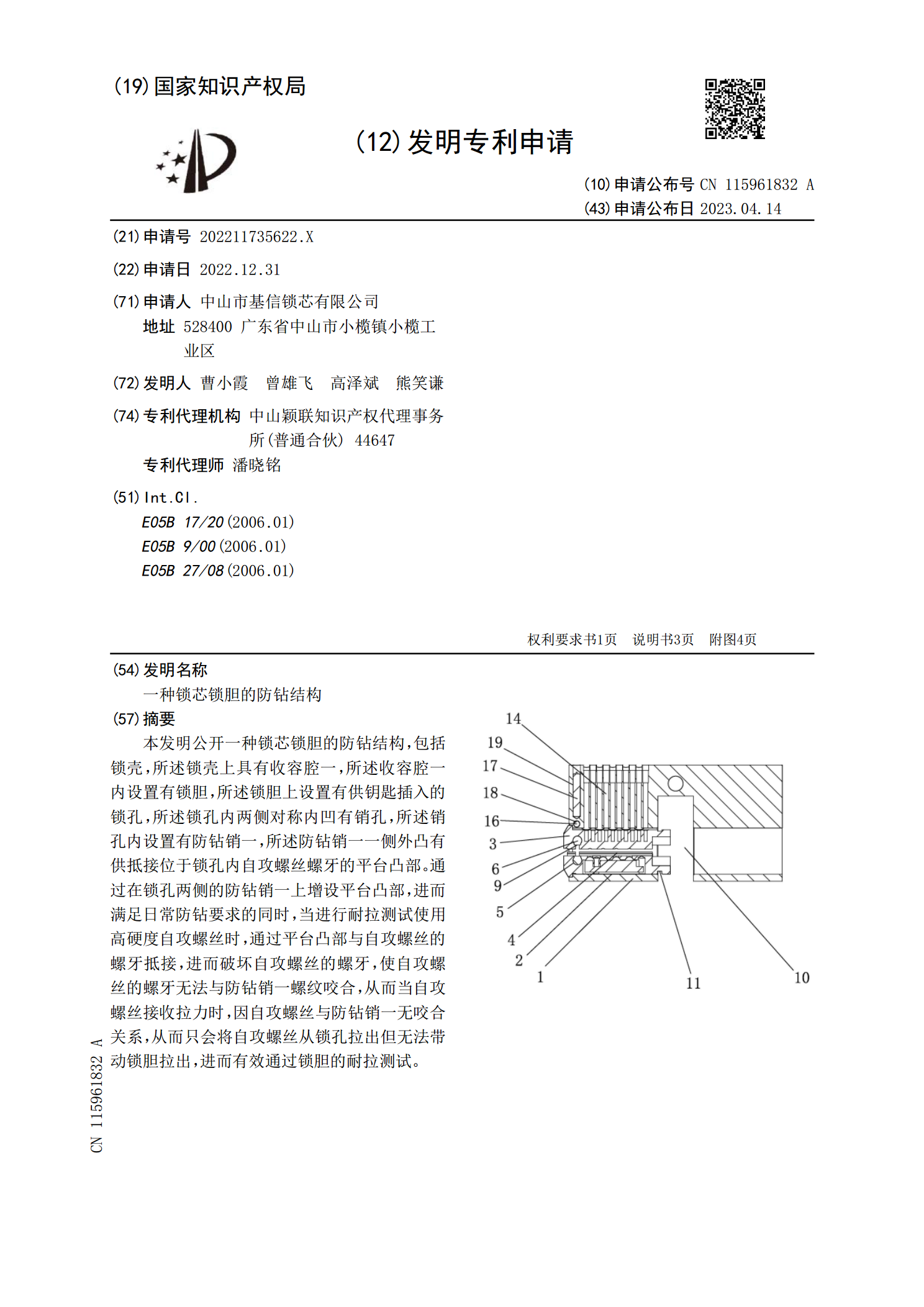
本发明公开一种锁芯锁胆的防钻结构,包括锁壳,所述锁壳上具有收容腔一,所述收容腔一内设置有锁胆,所述锁胆上设置有供钥匙插入的锁孔,所述锁孔内两侧对称内凹有销孔,所述销孔内设置有防钻销一,所述防钻销一一侧外凸有供抵接位于锁孔内自攻螺丝螺牙的平台凸部。通过在锁孔两侧的防钻销一上增设平台凸部,进而满足日常防钻要求的同时,当进行耐拉测试使用高硬度自攻螺丝时,通过平台凸部与自攻螺丝的螺牙抵接,进而破坏自攻螺丝的螺牙,使自攻螺丝的螺牙无法与防钻销一螺纹咬合,从而当自攻螺丝接收拉力时,因自攻螺丝与防钻销一无咬合关系,从而
模具镶块中斜抽芯深孔的加工方法、以及电火花加工设备.pdf
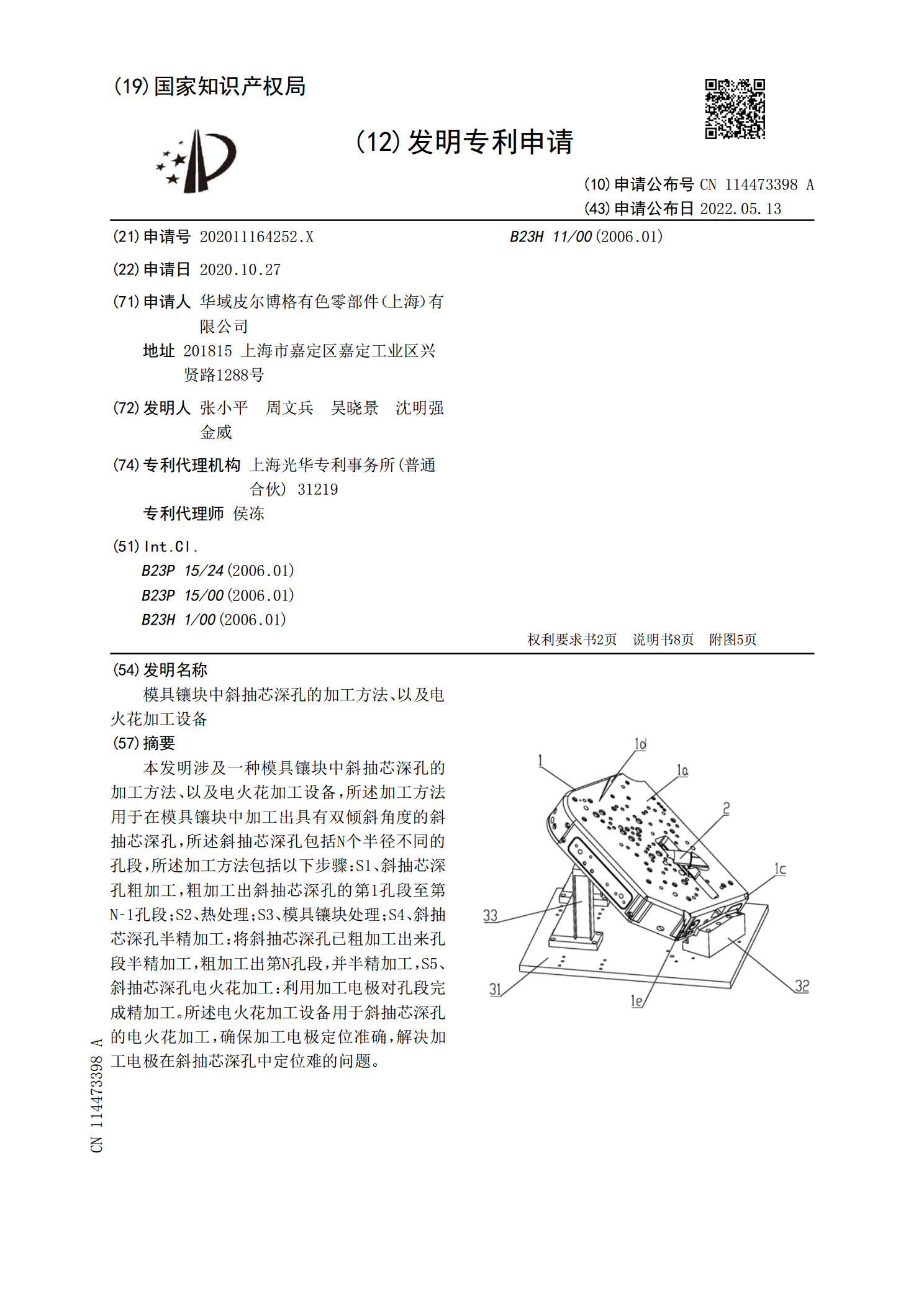
本发明涉及一种模具镶块中斜抽芯深孔的加工方法、以及电火花加工设备,所述加工方法用于在模具镶块中加工出具有双倾斜角度的斜抽芯深孔,所述斜抽芯深孔包括N个半径不同的孔段,所述加工方法包括以下步骤:S1、斜抽芯深孔粗加工,粗加工出斜抽芯深孔的第1孔段至第N?1孔段;S2、热处理;S3、模具镶块处理;S4、斜抽芯深孔半精加工:将斜抽芯深孔已粗加工出来孔段半精加工,粗加工出第N孔段,并半精加工,S5、斜抽芯深孔电火花加工:利用加工电极对孔段完成精加工。所述电火花加工设备用于斜抽芯深孔的电火花加工,确保加工电极定位准

UG编程模具型芯加工方法.pptx
2023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/72023/12/7202