
一种冲压链条挡片去毛刺装置.pdf

灵慧****89


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种冲压链条挡片去毛刺装置.pdf
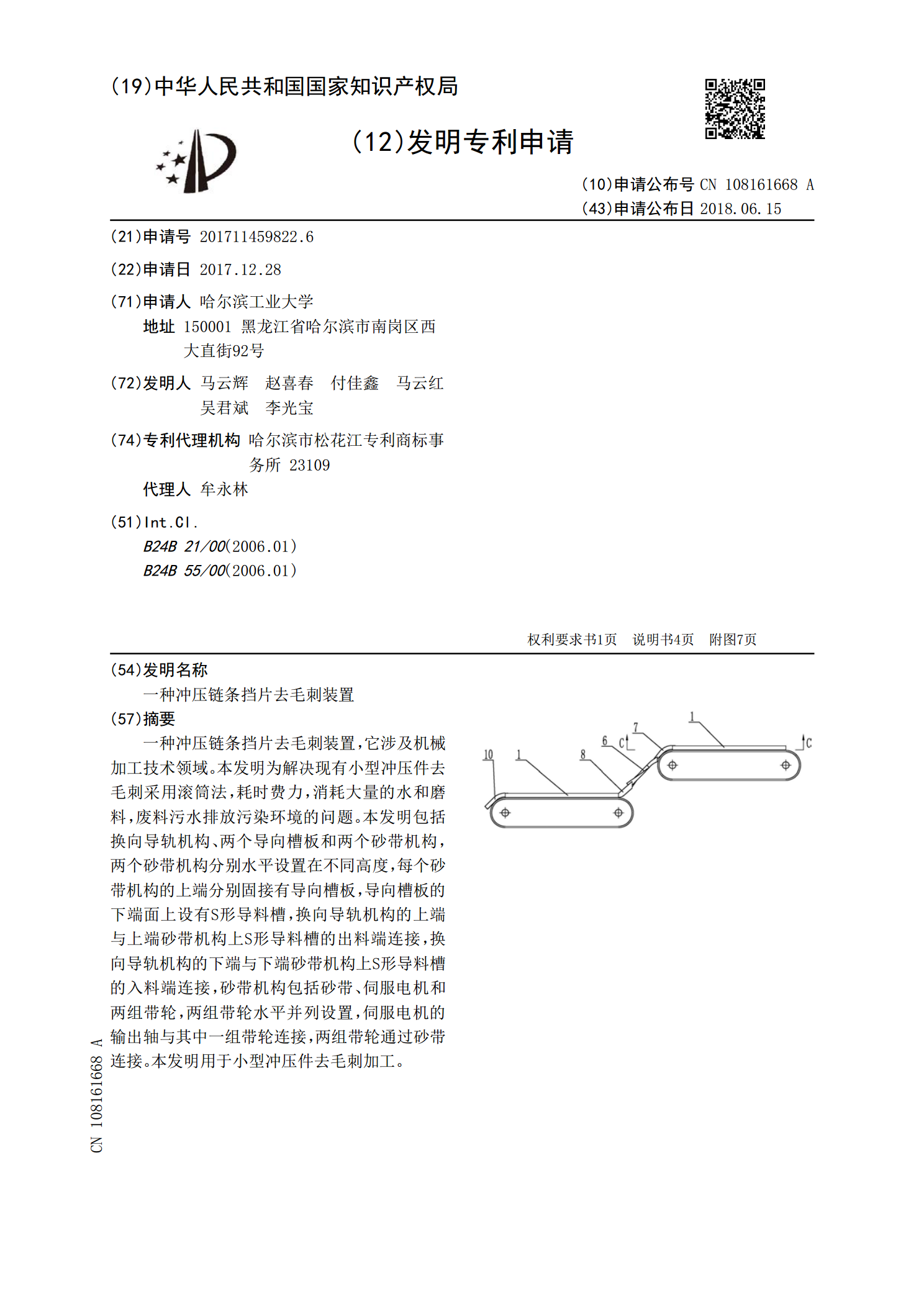
一种冲压链条挡片去毛刺装置,它涉及机械加工技术领域。本发明为解决现有小型冲压件去毛刺采用滚筒法,耗时费力,消耗大量的水和磨料,废料污水排放污染环境的问题。本发明包括换向导轨机构、两个导向槽板和两个砂带机构,两个砂带机构分别水平设置在不同高度,每个砂带机构的上端分别固接有导向槽板,导向槽板的下端面上设有S形导料槽,换向导轨机构的上端与上端砂带机构上S形导料槽的出料端连接,换向导轨机构的下端与下端砂带机构上S形导料槽的入料端连接,砂带机构包括砂带、伺服电机和两组带轮,两组带轮水平并列设置,伺服电机的输出轴与其
塞盘链条、去毛刺装置及去毛刺方法.pdf
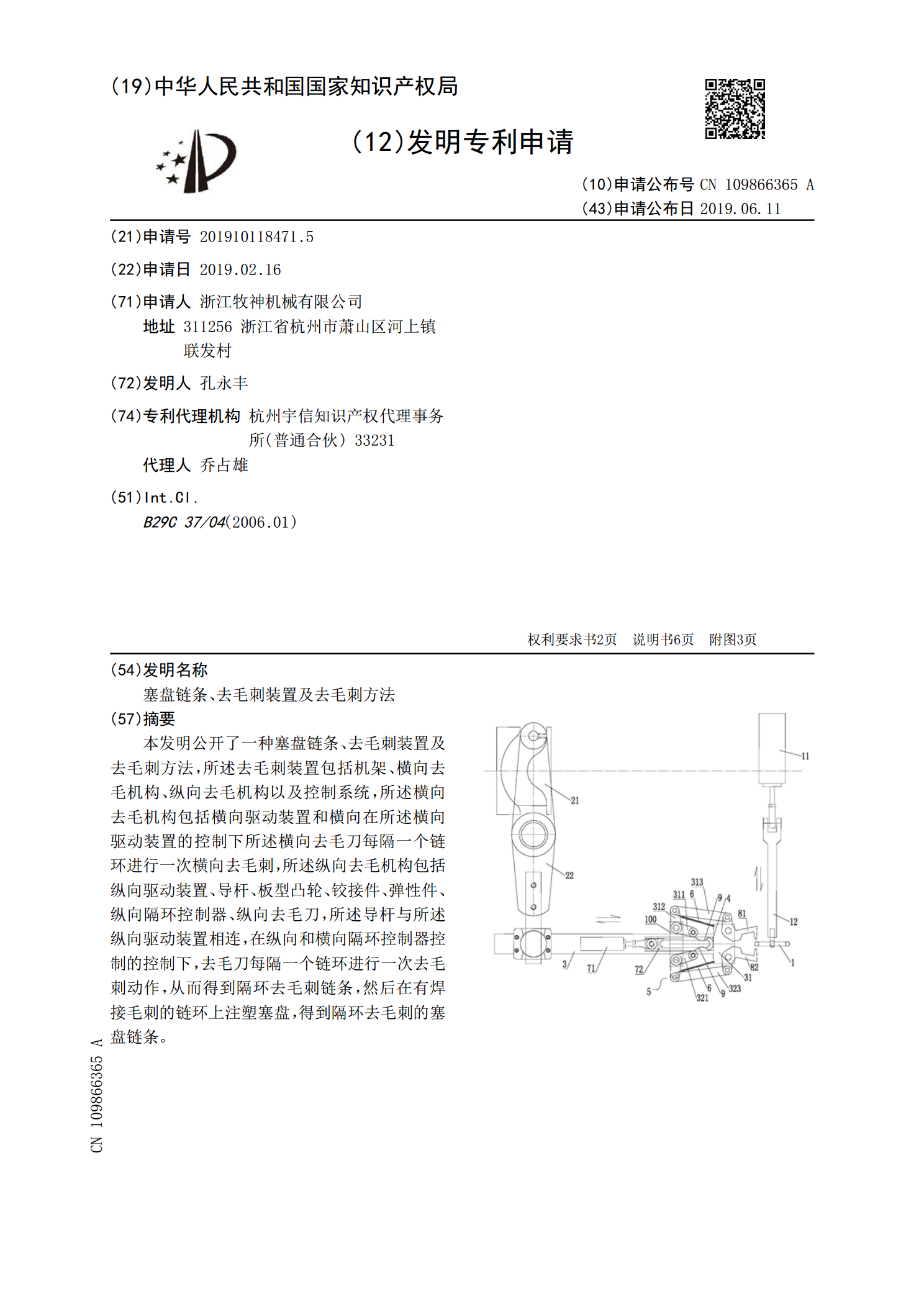
本发明公开了一种塞盘链条、去毛刺装置及去毛刺方法,所述去毛刺装置包括机架、横向去毛机构、纵向去毛机构以及控制系统,所述横向去毛机构包括横向驱动装置和横向在所述横向驱动装置的控制下所述横向去毛刀每隔一个链环进行一次横向去毛刺,所述纵向去毛机构包括纵向驱动装置、导杆、板型凸轮、铰接件、弹性件、纵向隔环控制器、纵向去毛刀,所述导杆与所述纵向驱动装置相连,在纵向和横向隔环控制器控制的控制下,去毛刀每隔一个链环进行一次去毛刺动作,从而得到隔环去毛刺链条,然后在有焊接毛刺的链环上注塑塞盘,得到隔环去毛刺的塞盘链条。
一种小型冲压件去毛刺装置.pdf
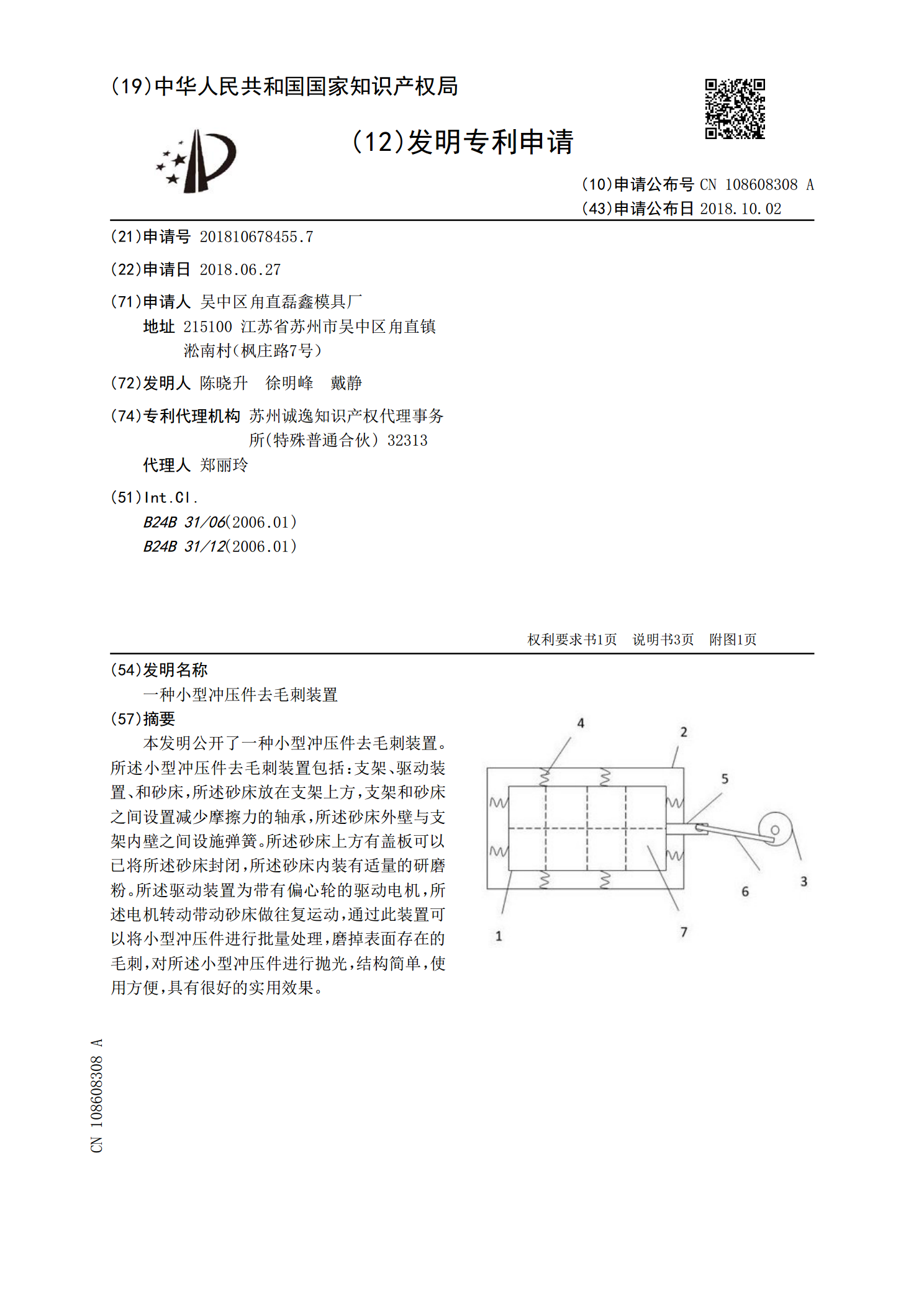
本发明公开了一种小型冲压件去毛刺装置。所述小型冲压件去毛刺装置包括:支架、驱动装置、和砂床,所述砂床放在支架上方,支架和砂床之间设置减少摩擦力的轴承,所述砂床外壁与支架内壁之间设施弹簧。所述砂床上方有盖板可以已将所述砂床封闭,所述砂床内装有适量的研磨粉。所述驱动装置为带有偏心轮的驱动电机,所述电机转动带动砂床做往复运动,通过此装置可以将小型冲压件进行批量处理,磨掉表面存在的毛刺,对所述小型冲压件进行抛光,结构简单,使用方便,具有很好的实用效果。
一种冲压工件全方位去毛刺装置.pdf
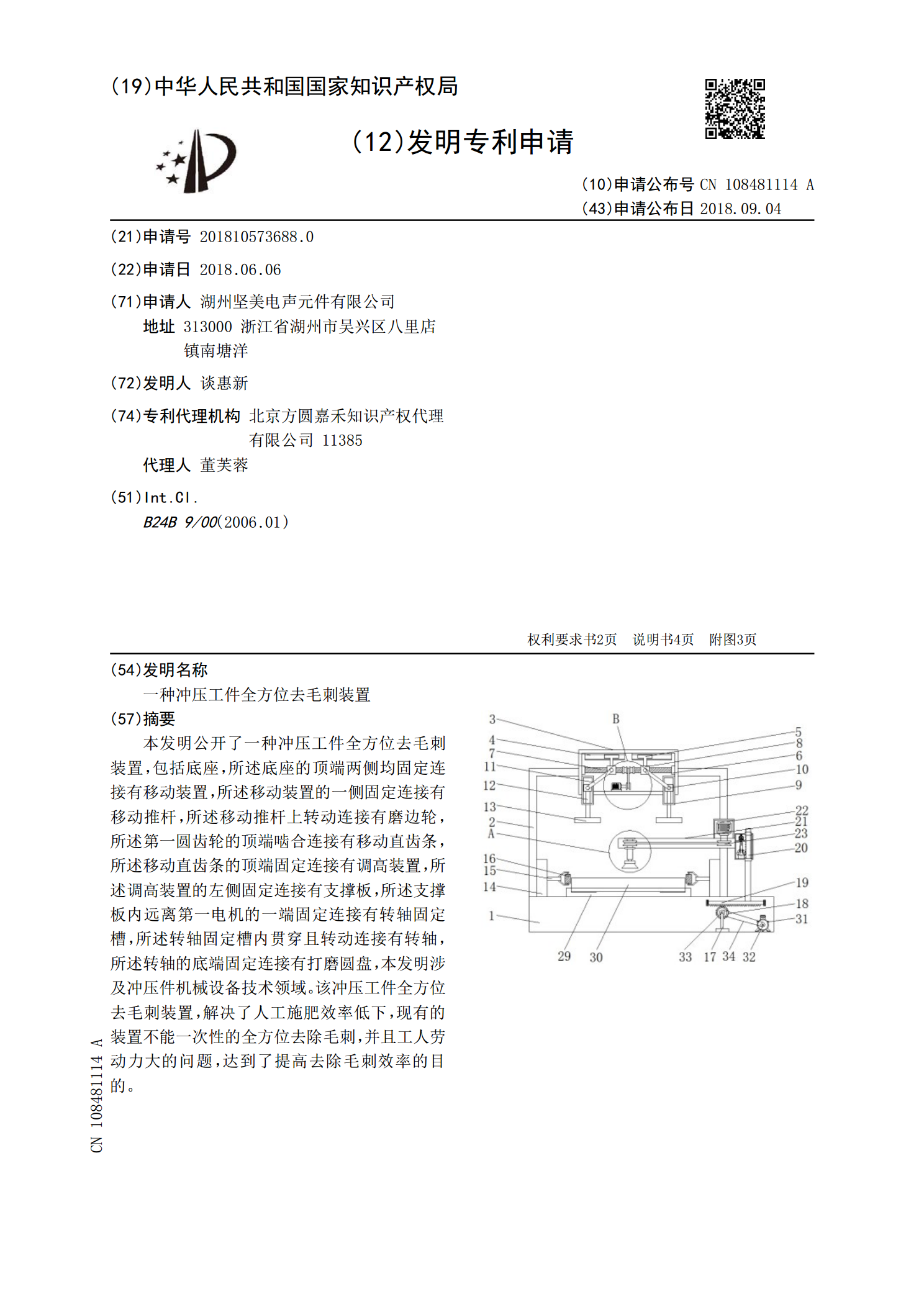
本发明公开了一种冲压工件全方位去毛刺装置,包括底座,所述底座的顶端两侧均固定连接有移动装置,所述移动装置的一侧固定连接有移动推杆,所述移动推杆上转动连接有磨边轮,所述第一圆齿轮的顶端啮合连接有移动直齿条,所述移动直齿条的顶端固定连接有调高装置,所述调高装置的左侧固定连接有支撑板,所述支撑板内远离第一电机的一端固定连接有转轴固定槽,所述转轴固定槽内贯穿且转动连接有转轴,所述转轴的底端固定连接有打磨圆盘,本发明涉及冲压件机械设备技术领域。该冲压工件全方位去毛刺装置,解决了人工施肥效率低下,现有的装置不能一次性

用于导轨去毛刺装置的挡料机构.pdf
本发明公开了一种用于导轨去毛刺装置的挡料机构,它包括可上下移动地设置在导轨去毛刺装置机架上的支承件、驱动所述支承件移动的挡料驱动装置、位于导轨一侧并设置在所述支承件上的可垂直于导轨长度方向移动的挡料件。由于采用上述技术方案,本发明用于导轨去毛刺装置的挡料机构,通过可移动的挡料件来调节导轨在机架上的停靠位置,以确保导轨的端部在钢丝滚轮的工作区域内。