
一种锁芯打孔倒角装置.pdf

书生****写意

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锁芯打孔倒角装置.pdf
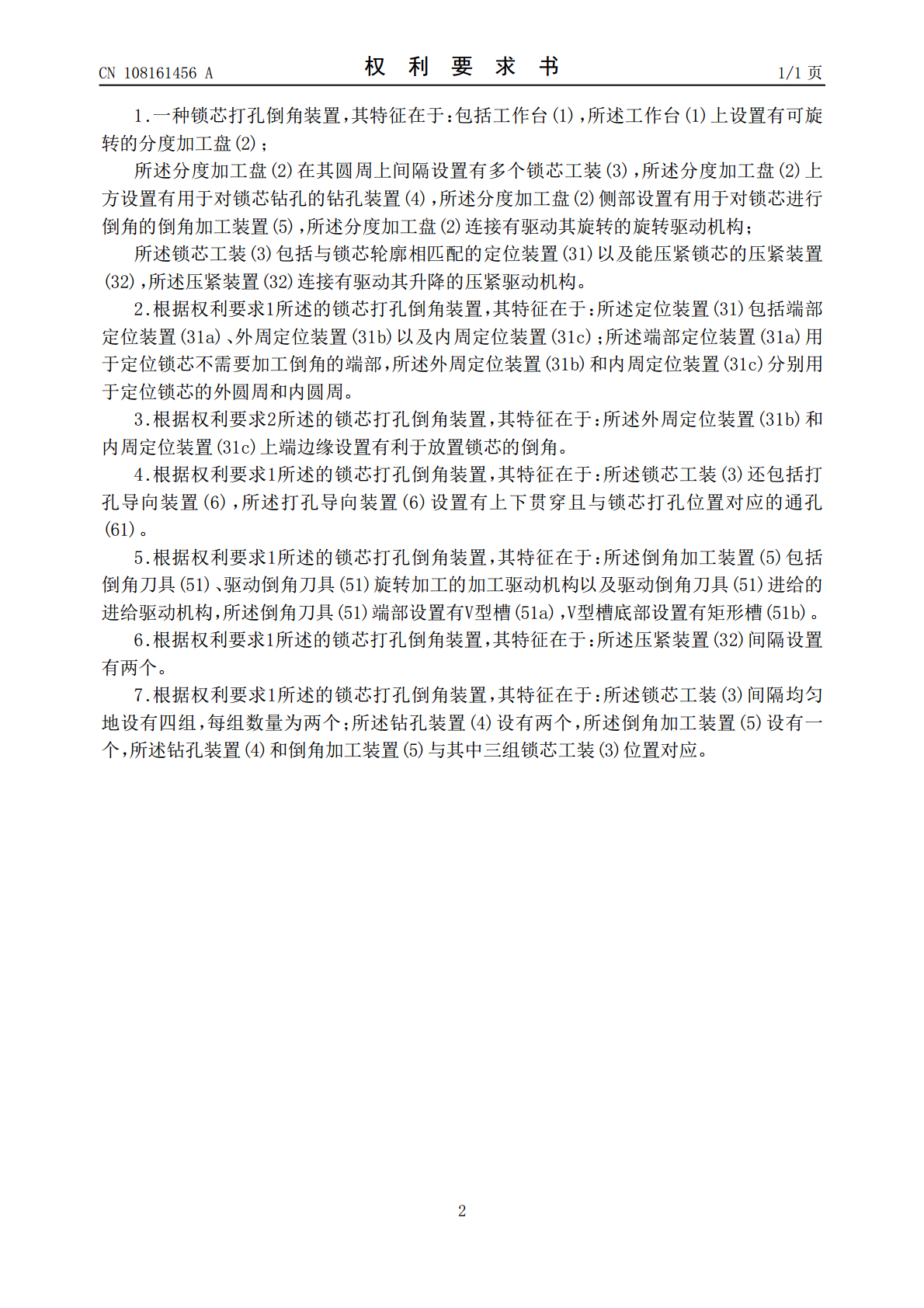
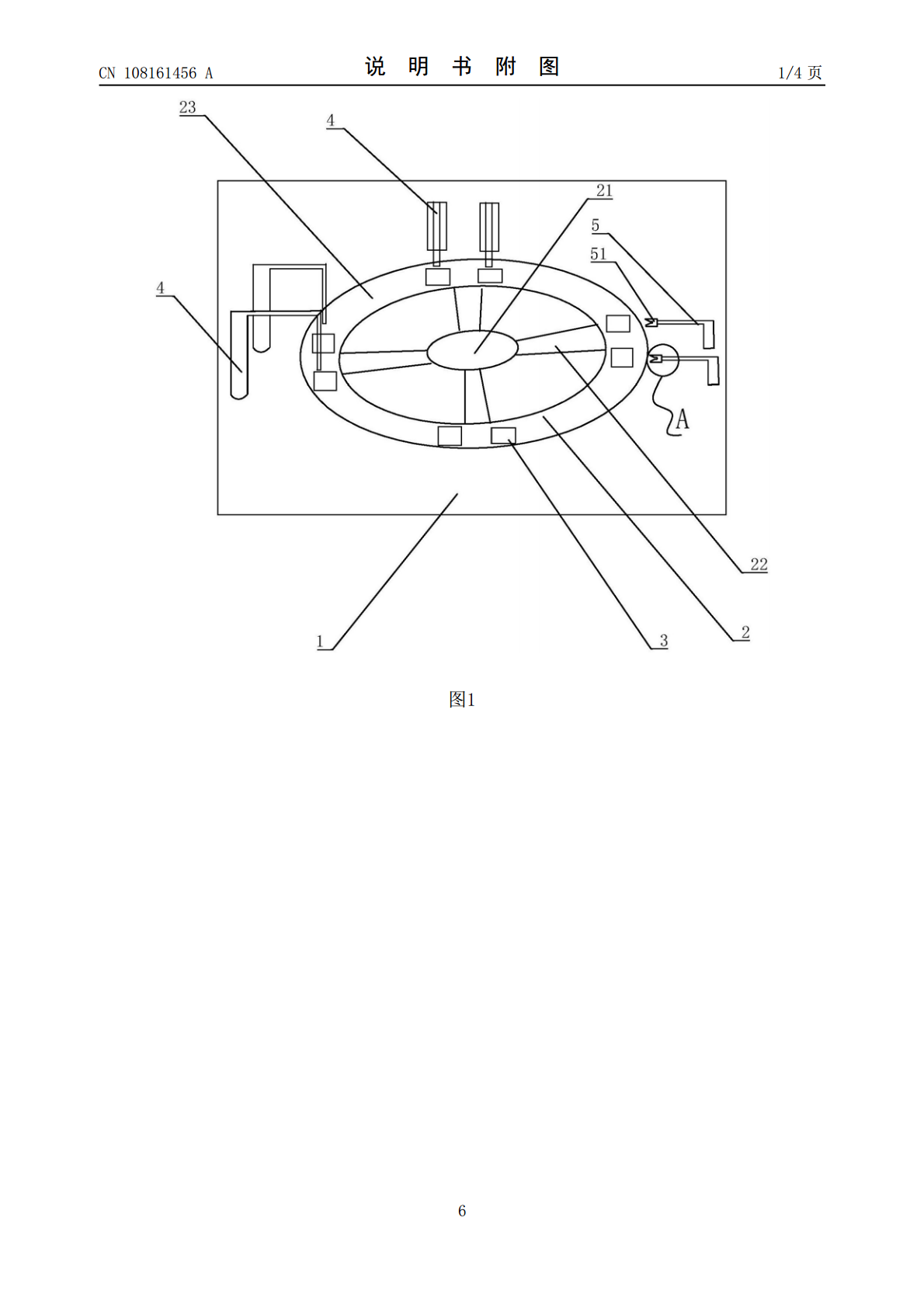
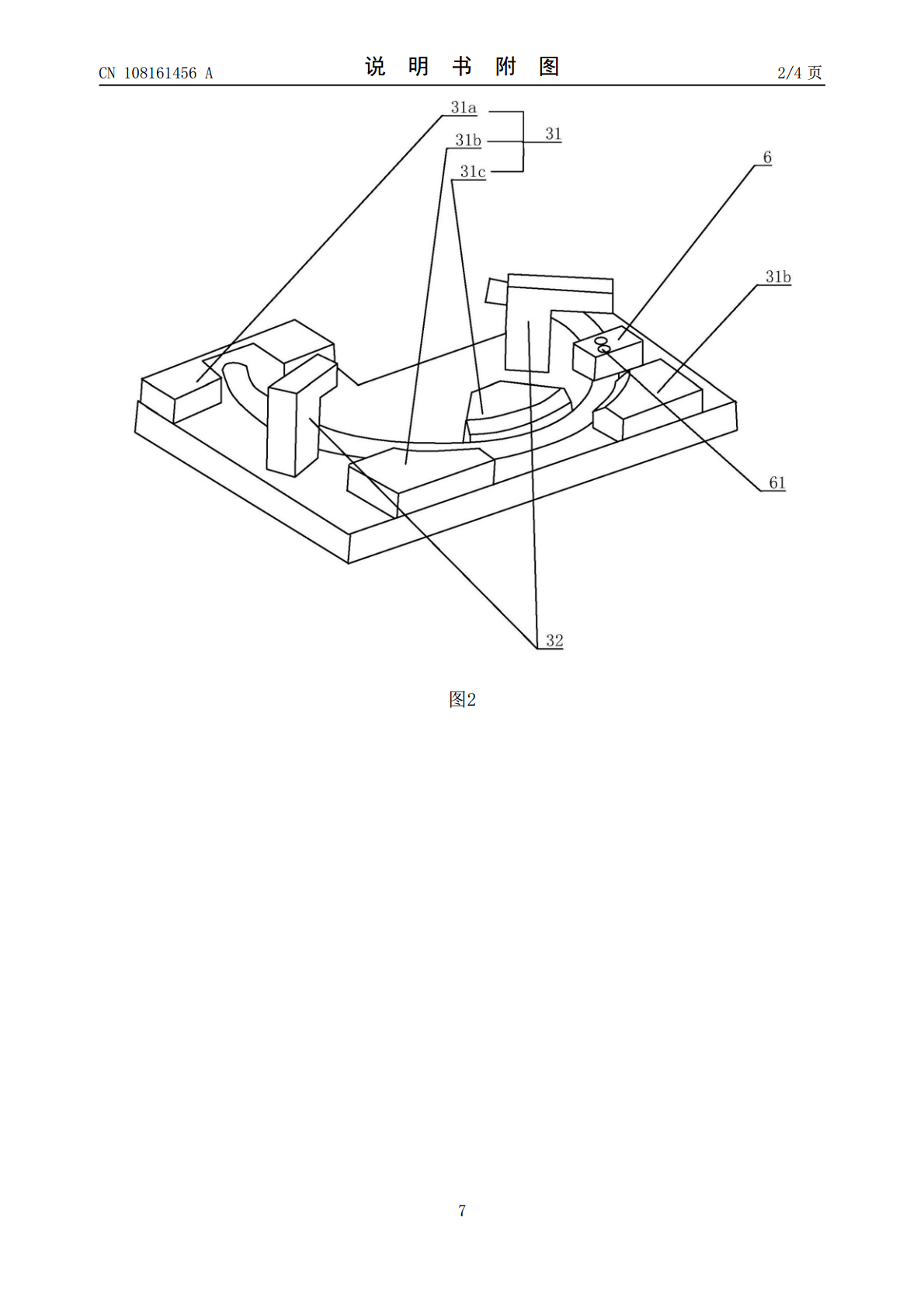
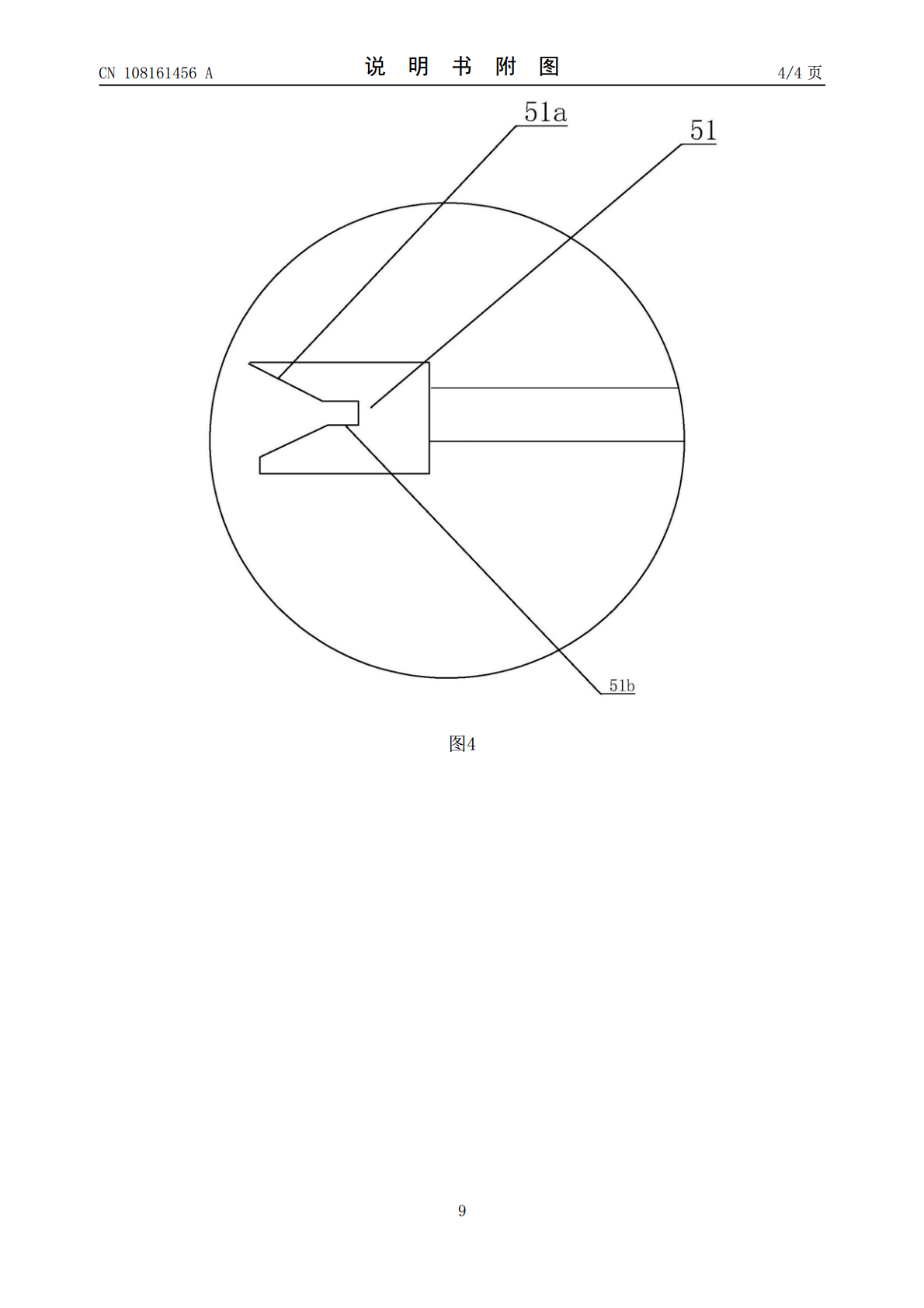
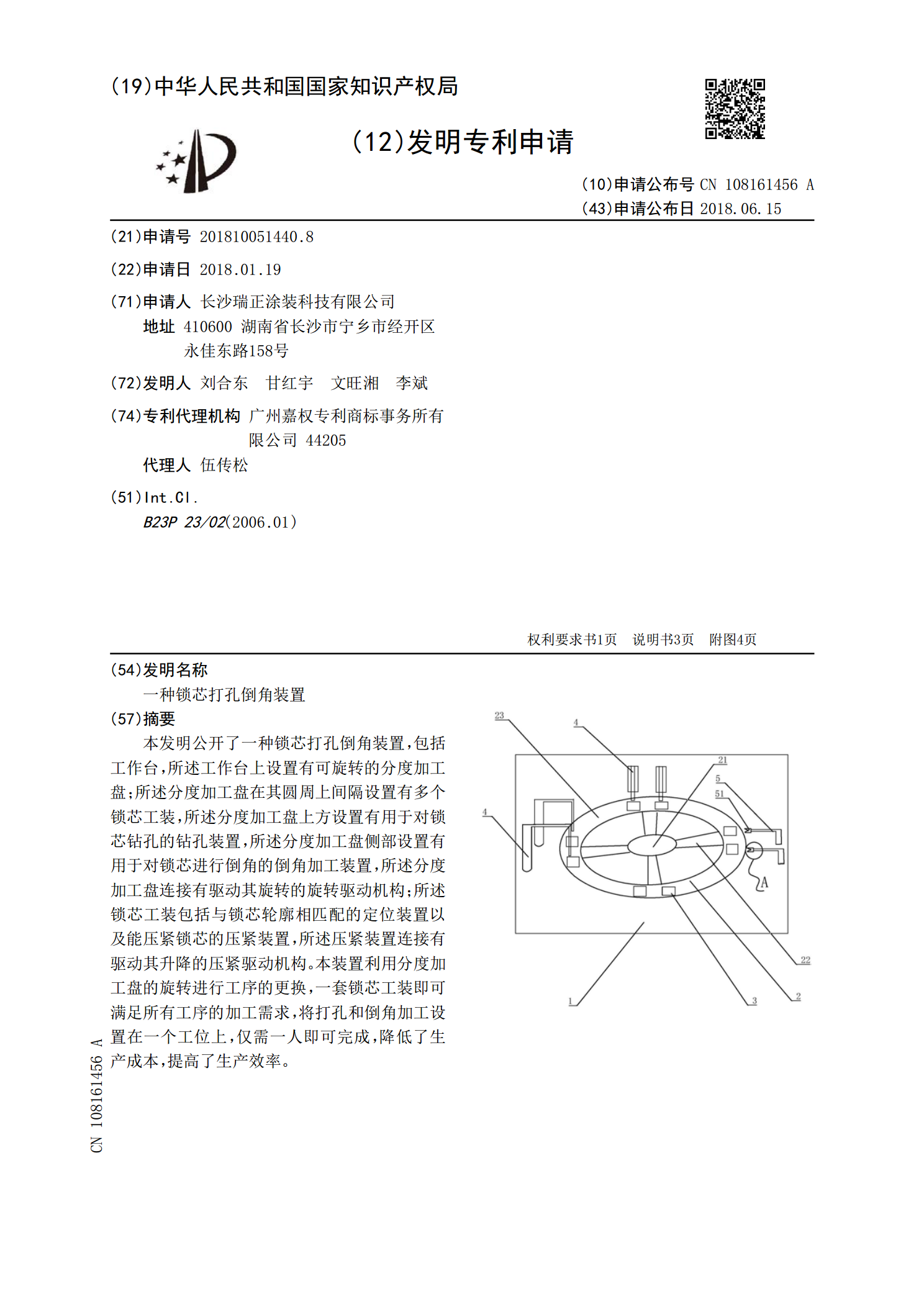
本发明公开了一种锁芯打孔倒角装置,包括工作台,所述工作台上设置有可旋转的分度加工盘;所述分度加工盘在其圆周上间隔设置有多个锁芯工装,所述分度加工盘上方设置有用于对锁芯钻孔的钻孔装置,所述分度加工盘侧部设置有用于对锁芯进行倒角的倒角加工装置,所述分度加工盘连接有驱动其旋转的旋转驱动机构;所述锁芯工装包括与锁芯轮廓相匹配的定位装置以及能压紧锁芯的压紧装置,所述压紧装置连接有驱动其升降的压紧驱动机构。本装置利用分度加工盘的旋转进行工序的更换,一套锁芯工装即可满足所有工序的加工需求,将打孔和倒角加工设置在一个工位

一种V型传送带带芯倒角装置及带芯倒角方法.pdf
本发明公开了一种V型传送带带芯倒角装置及带芯倒角方法,属于传送带加工技术领域。本发明带芯倒角单元、倒角进给单元、带芯驱动单元和带芯倒角基座,所述的倒角进给单元和带芯驱动单元安装于带芯倒角基座上,倒角进给单元上安装有带芯倒角单元,带芯倒角单元与带芯驱动单元对应设置,带芯倒角刀架为横截面为扇形的扇形体,倒角切割刀片安装于带芯倒角刀架的一端端部,倒角进给单元包括倒角进给底座和倒角推送气缸,带芯驱动单元包括带芯旋转转轮、带芯驱动电机和带芯拉紧转轮。带芯倒角单元用于带芯倒角的切割,倒角进给单元用于带芯倒角单元的进给
一种陶瓷插芯倒角装置.pdf
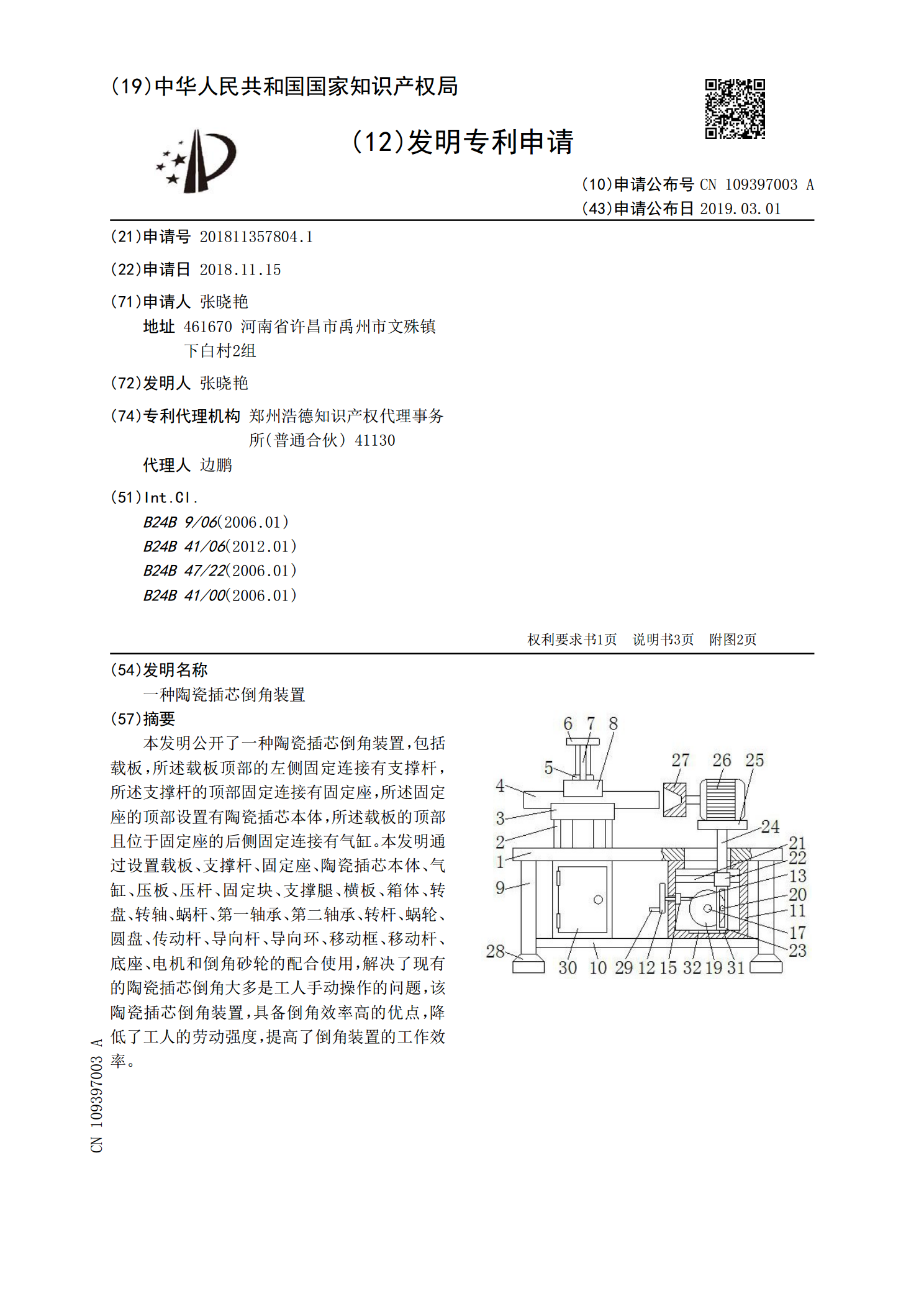
本发明公开了一种陶瓷插芯倒角装置,包括载板,所述载板顶部的左侧固定连接有支撑杆,所述支撑杆的顶部固定连接有固定座,所述固定座的顶部设置有陶瓷插芯本体,所述载板的顶部且位于固定座的后侧固定连接有气缸。本发明通过设置载板、支撑杆、固定座、陶瓷插芯本体、气缸、压板、压杆、固定块、支撑腿、横板、箱体、转盘、转轴、蜗杆、第一轴承、第二轴承、转杆、蜗轮、圆盘、传动杆、导向杆、导向环、移动框、移动杆、底座、电机和倒角砂轮的配合使用,解决了现有的陶瓷插芯倒角大多是工人手动操作的问题,该陶瓷插芯倒角装置,具备倒角效率高的优

一种锁芯装置.pdf
一种锁芯装置,包括前把手、锁芯、驱动机构、离合器、离合套筒和拨块,锁芯包括锁胆和锁胆套筒,上锁时,驱动机构驱动离合器与锁胆脱离,旋转前把手,锁胆关于离合器和锁胆套筒均为空转,无法带动拨块转动,从而无法开锁,实现上锁防盗功能;此时,若出现电路故障或断电等情况,将钥匙穿插入锁胆并旋转钥匙,通过锁胆、锁胆套筒和离合套筒的传动,带动拨块的转动从而实现机械开锁;电子开锁时,驱动机构驱动离合器与锁胆扣合,旋转前把手,通过锁胆、离合器和离合套筒的传动从而带动拨块转动从而开锁;从而,该锁芯装置可同时具备电子开锁和机械开锁
一种锁芯烧结装置.pdf
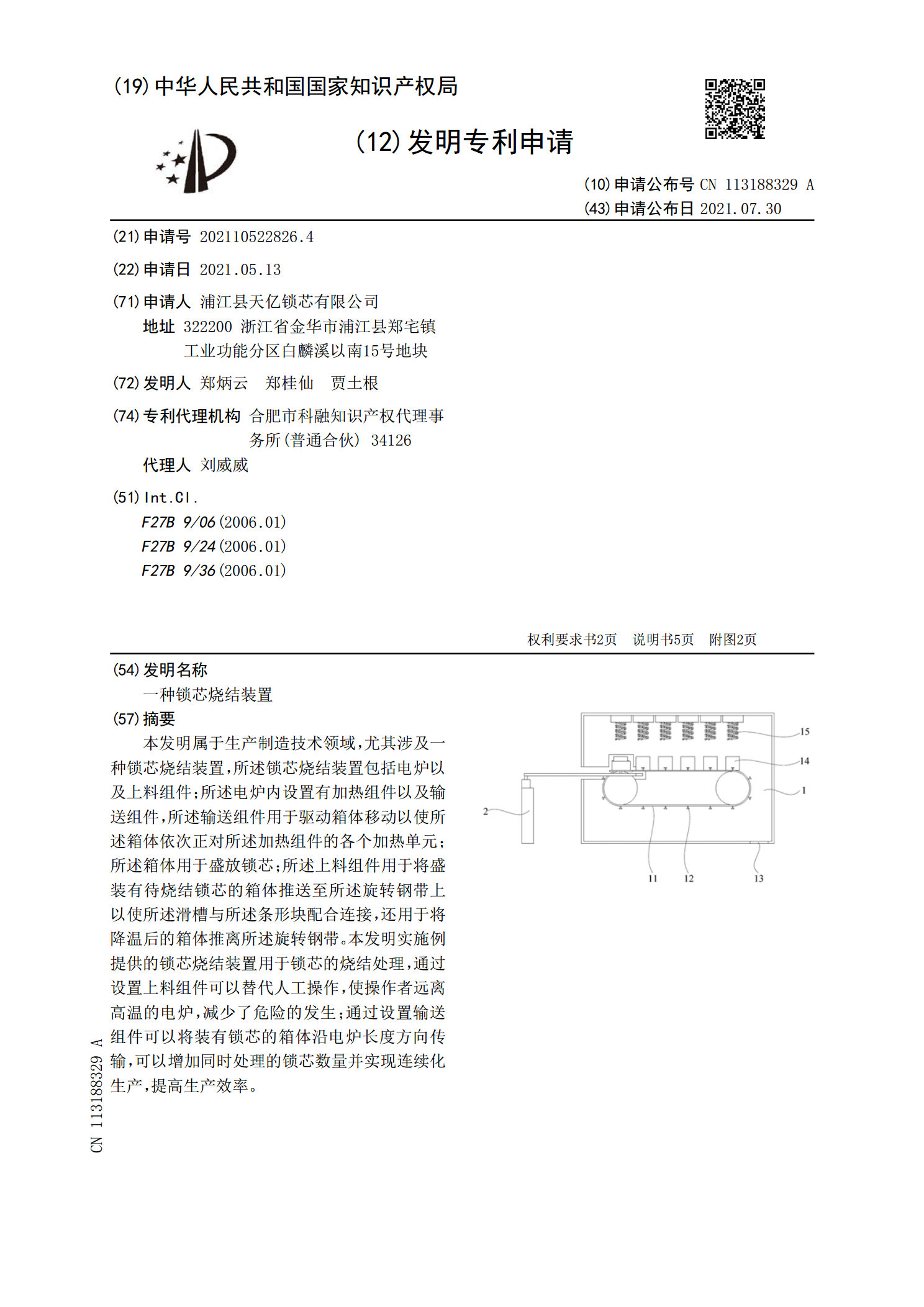
本发明属于生产制造技术领域,尤其涉及一种锁芯烧结装置,所述锁芯烧结装置包括电炉以及上料组件;所述电炉内设置有加热组件以及输送组件,所述输送组件用于驱动箱体移动以使所述箱体依次正对所述加热组件的各个加热单元;所述箱体用于盛放锁芯;所述上料组件用于将盛装有待烧结锁芯的箱体推送至所述旋转钢带上以使所述滑槽与所述条形块配合连接,还用于将降温后的箱体推离所述旋转钢带。本发明实施例提供的锁芯烧结装置用于锁芯的烧结处理,通过设置上料组件可以替代人工操作,使操作者远离高温的电炉,减少了危险的发生;通过设置输送组件可以将装