
一种无石墨化复杂轮廓PCD成型刀具刃口激光加工方法.pdf

猫巷****傲柏

1/9

2/9
3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无石墨化复杂轮廓PCD成型刀具刃口激光加工方法.pdf
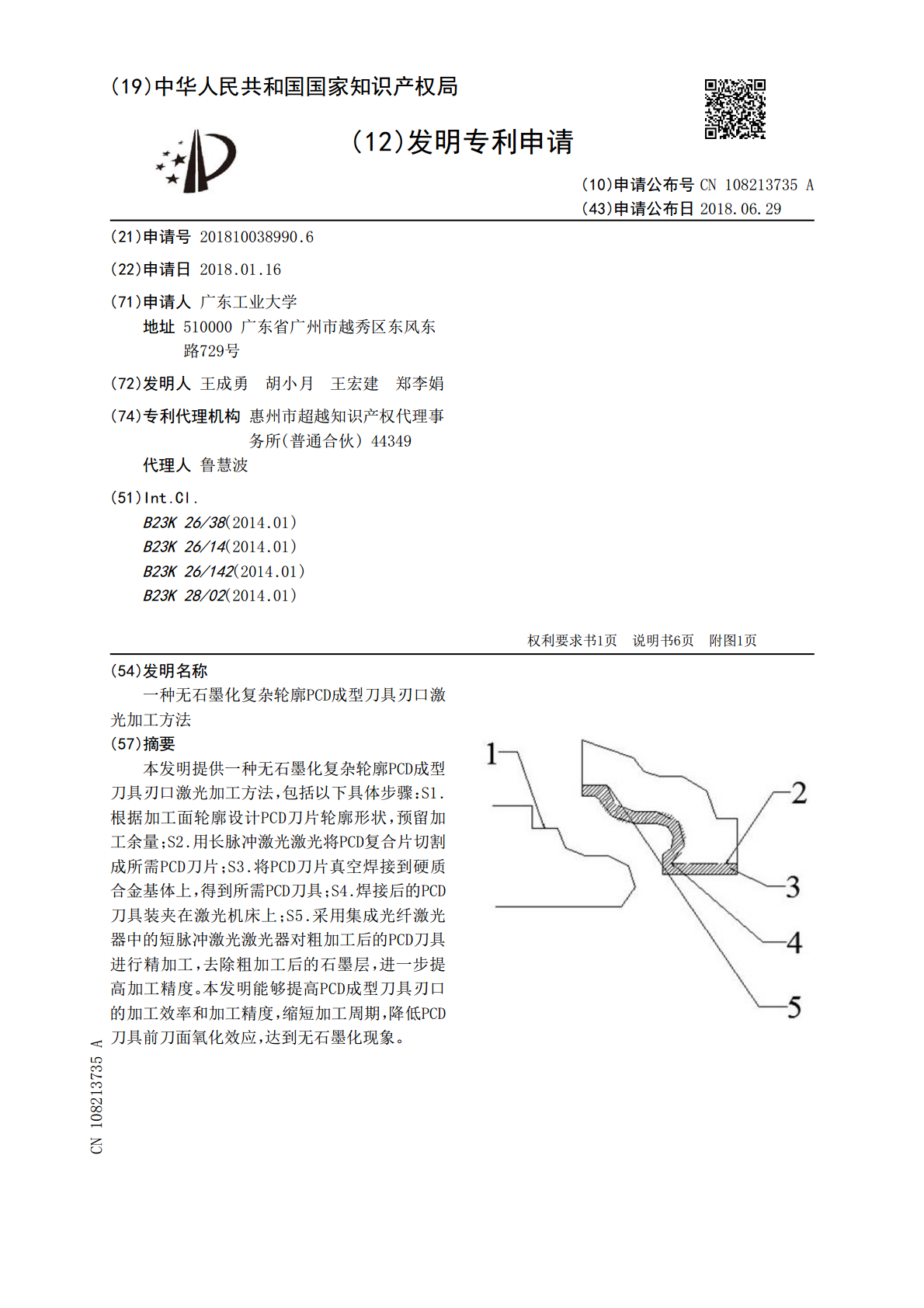
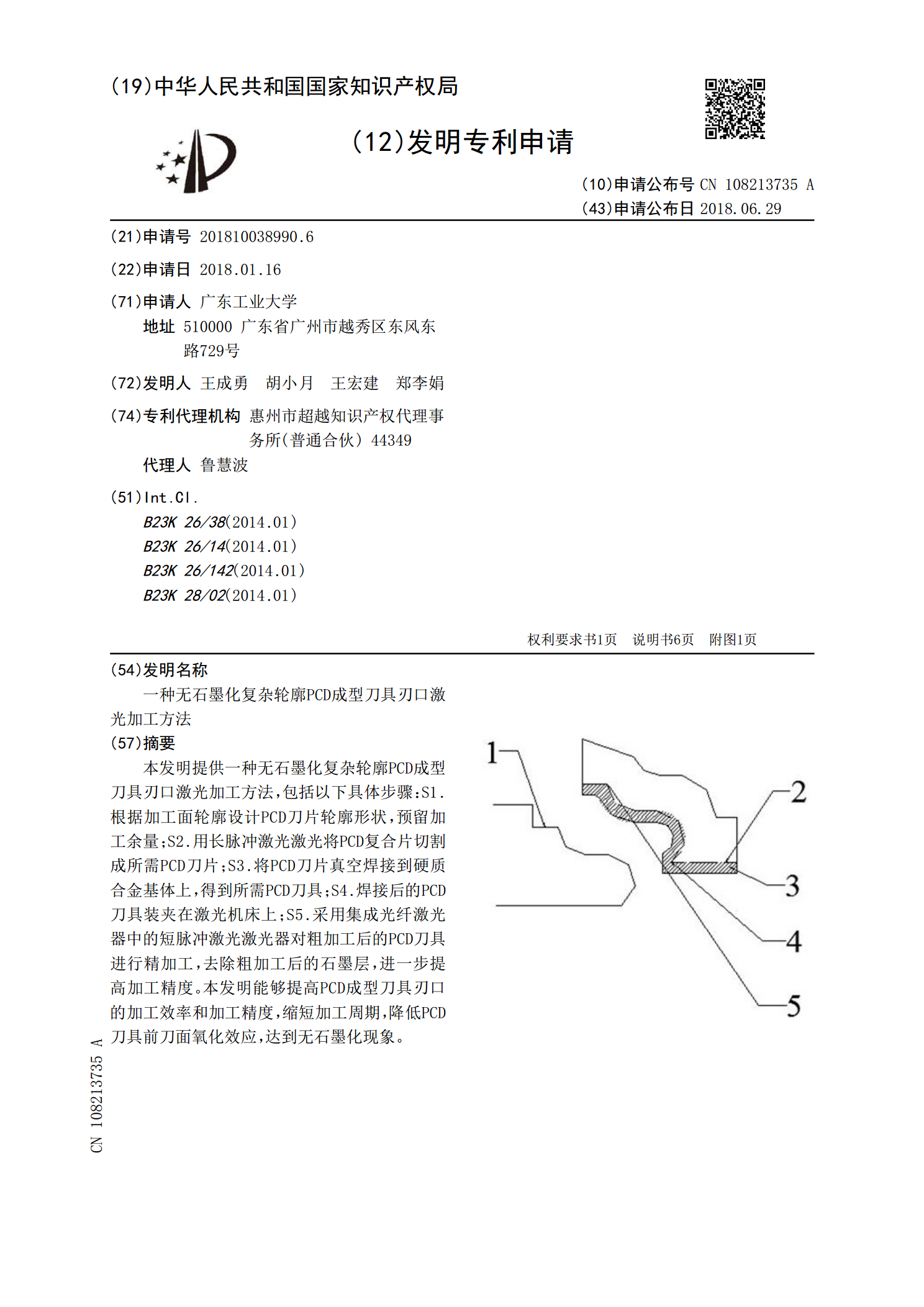
本发明提供一种无石墨化复杂轮廓PCD成型刀具刃口激光加工方法,包括以下具体步骤:S1.根据加工面轮廓设计PCD刀片轮廓形状,预留加工余量;S2.用长脉冲激光激光将PCD复合片切割成所需PCD刀片;S3.将PCD刀片真空焊接到硬质合金基体上,得到所需PCD刀具;S4.焊接后的PCD刀具装夹在激光机床上;S5.采用集成光纤激光器中的短脉冲激光激光器对粗加工后的PCD刀具进行精加工,去除粗加工后的石墨层,进一步提高加工精度。本发明能够提高PCD成型刀具刃口的加工效率和加工精度,缩短加工周期,降低PCD刀具前刀面

PCD刀具的刃口加工方法及技术.docx
PCD刀具的刃口加工方法及技术PCD刀具是由人工合成的超硬硬质材料制成的切削工具,其切削效率高、耐磨性好,被广泛应用于汽车制造、航空航天、机电制造等众多领域。然而,由于PCD刀具的生产加工难度大、成本高,需要采用一系列特殊的刀具加工方法与技术,才能保证其质量与精度。本文将详细介绍PCD刀具刃口加工的方法与技术。一、PCD切割方法1、电火花加工:利用高频电压在PCD刀具表面产生的高温放电将其剥落,形成锋利的刃口。这种加工方法适用于生产质量要求较高的小规模PCD刀具,优点是加工速度快、精度高、效率高,缺点是加
一种成型轮廓外加工刀具.pdf
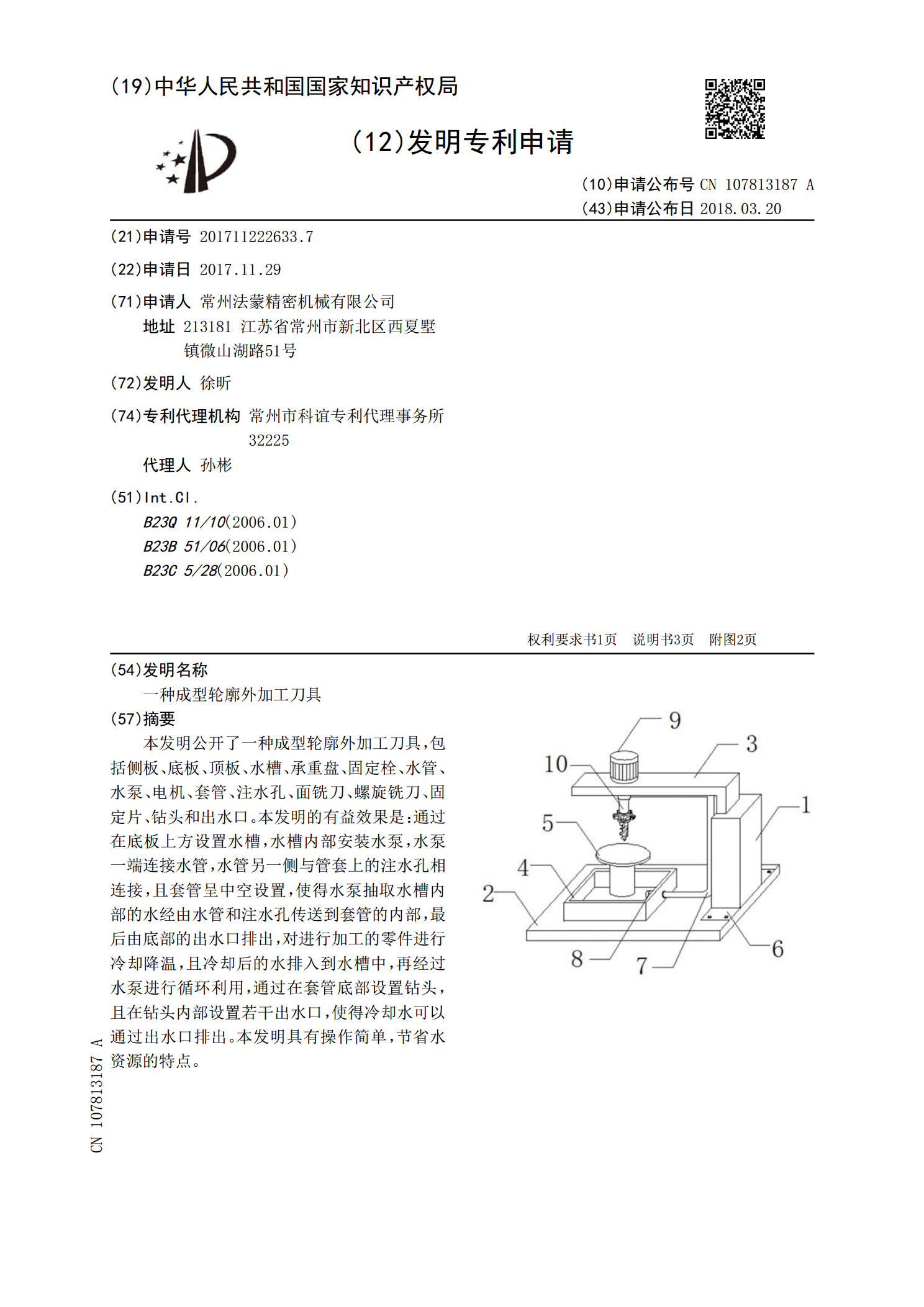
本发明公开了一种成型轮廓外加工刀具,包括侧板、底板、顶板、水槽、承重盘、固定栓、水管、水泵、电机、套管、注水孔、面铣刀、螺旋铣刀、固定片、钻头和出水口。本发明的有益效果是:通过在底板上方设置水槽,水槽内部安装水泵,水泵一端连接水管,水管另一侧与管套上的注水孔相连接,且套管呈中空设置,使得水泵抽取水槽内部的水经由水管和注水孔传送到套管的内部,最后由底部的出水口排出,对进行加工的零件进行冷却降温,且冷却后的水排入到水槽中,再经过水泵进行循环利用,通过在套管底部设置钻头,且在钻头内部设置若干出水口,使得冷却水可

一种用于成型轮廓加工刀具.pdf
本发明属于数控刀具领域,具体是一种用于成型轮廓加工刀具。它包括刀具安装部、调节套、刀杆以及刀头,刀具安装部与调节套焊接固定,刀杆插入调节套内通过紧固件固定,刀头固定在刀杆端部,刀头包括端面刃、倒角刃以及倒圆弧刃,倒圆弧刃的圆弧半径R为16mm。本发明的优点是结构简单,刀杆可调节,加工产品一次成型。

一种内凹形复杂轮廓PCD刀具的超精密高效制备工艺方法.pdf
本发明公开了一种内凹形复杂轮廓PCD刀具的超精密高效制备工艺方法,包括以下步骤:1)PCD复合片切割:利用线切割的方法将一圆盘型PCD复合片切割成若干块PCD刀片;2)刀片焊接:将PCD刀片焊接在刀具基体上,得到PCD刀具;3)PCD刀具后刀面的加工:利用电腐蚀加工装置对PCD刀具进行电腐蚀线切割处理,得到具有低粗糙度的后刀面的PCD刀具;4)PCD刃口及其第一后角的加工:按照内凹型复杂轮廓刀具刃口的设计要求,利用激光切割装置对PCD刀具进行激光切割处理。通过上述方式,本发明能够解决内凹型复杂轮廓刀具刃口