
一种制作错位锡林金属针布的装置及方法.pdf

书生****35


1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种制作错位锡林金属针布的装置及方法.pdf
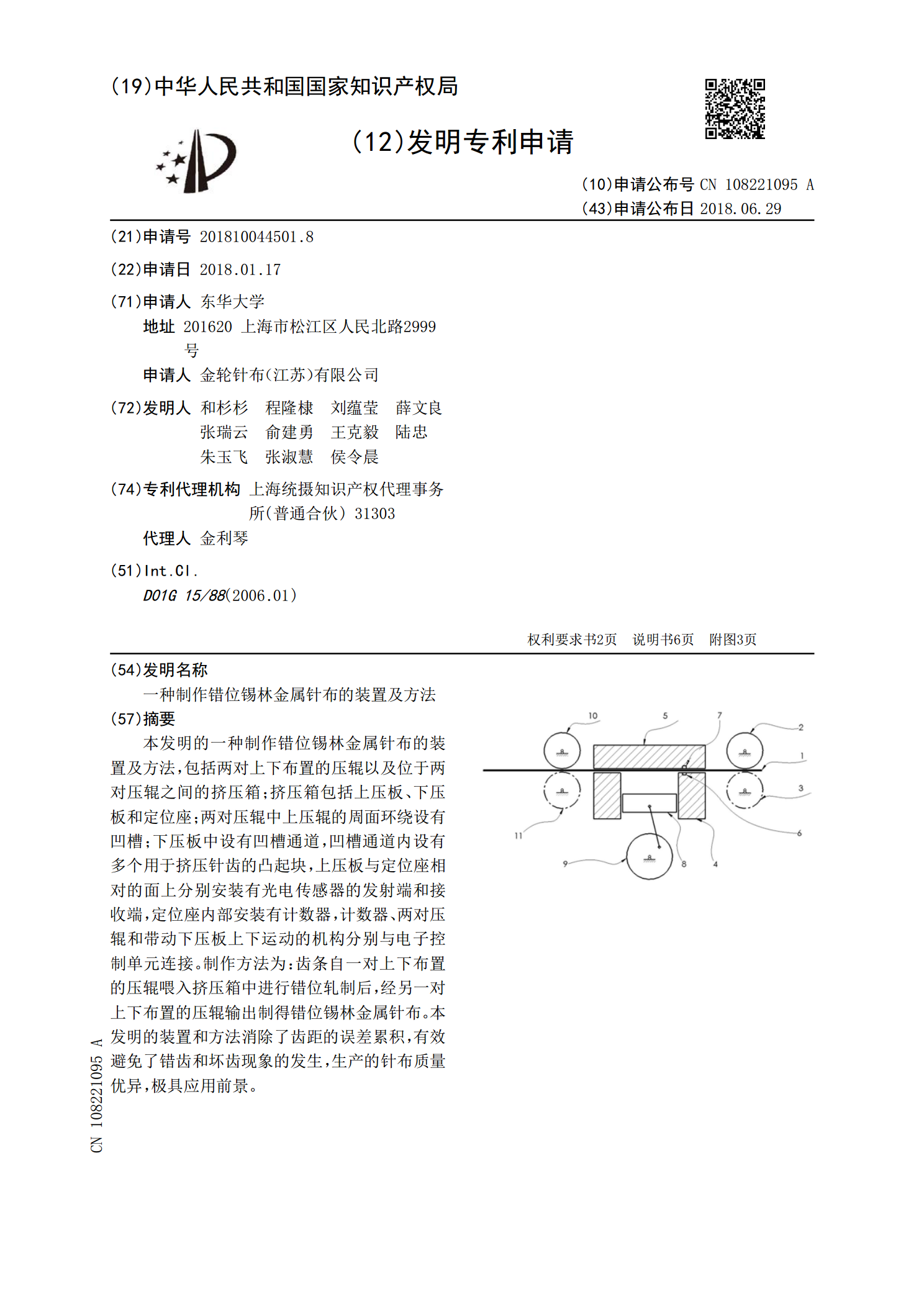
本发明的一种制作错位锡林金属针布的装置及方法,包括两对上下布置的压辊以及位于两对压辊之间的挤压箱;挤压箱包括上压板、下压板和定位座;两对压辊中上压辊的周面环绕设有凹槽;下压板中设有凹槽通道,凹槽通道内设有多个用于挤压针齿的凸起块,上压板与定位座相对的面上分别安装有光电传感器的发射端和接收端,定位座内部安装有计数器,计数器、两对压辊和带动下压板上下运动的机构分别与电子控制单元连接。制作方法为:齿条自一对上下布置的压辊喂入挤压箱中进行错位轧制后,经另一对上下布置的压辊输出制得错位锡林金属针布。本发明的装置和方
一种错位针布制造装置.pdf
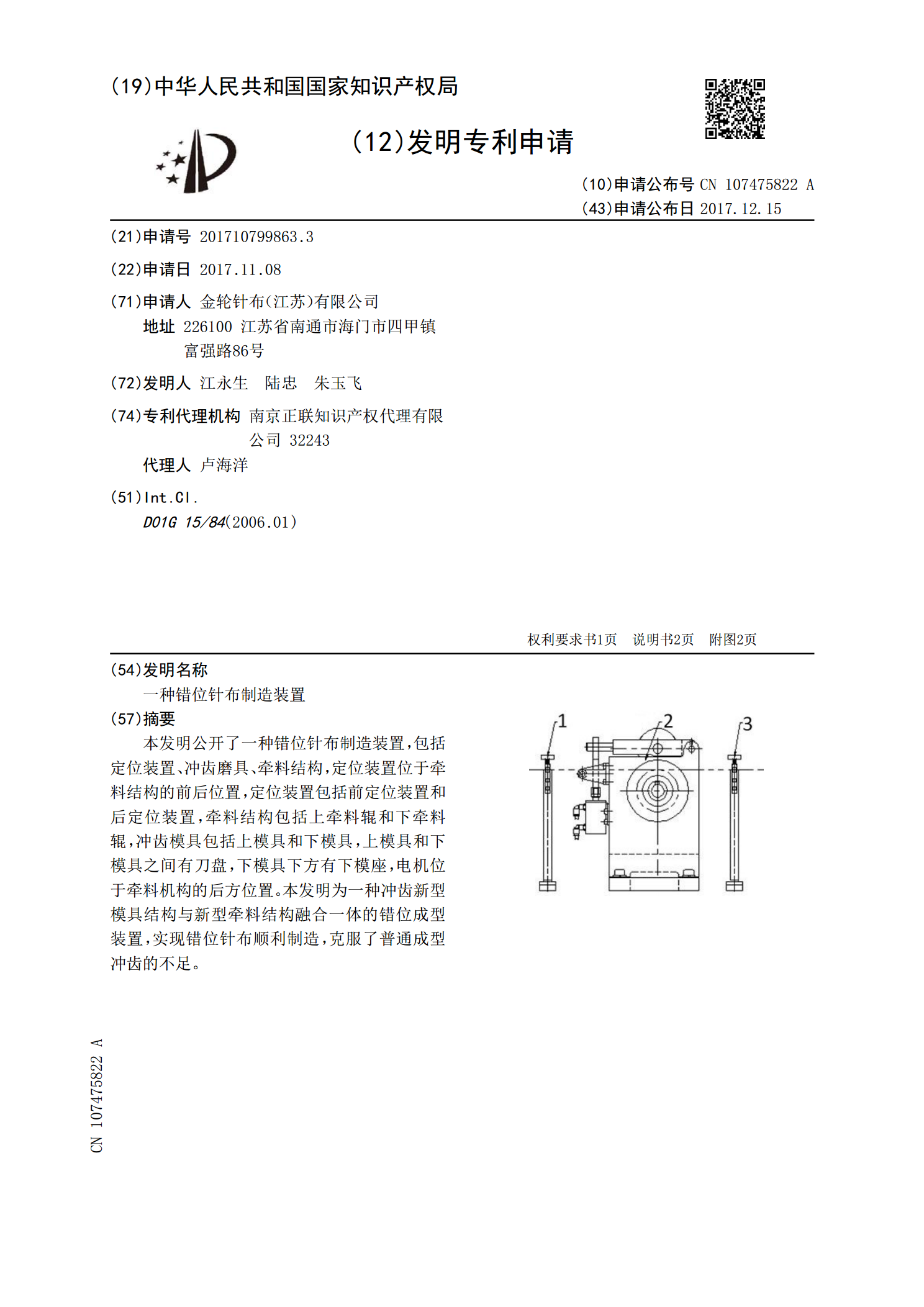
本发明公开了一种错位针布制造装置,包括定位装置、冲齿磨具、牵料结构,定位装置位于牵料结构的前后位置,定位装置包括前定位装置和后定位装置,牵料结构包括上牵料辊和下牵料辊,冲齿模具包括上模具和下模具,上模具和下模具之间有刀盘,下模具下方有下模座,电机位于牵料机构的后方位置。本发明为一种冲齿新型模具结构与新型牵料结构融合一体的错位成型装置,实现错位针布顺利制造,克服了普通成型冲齿的不足。

一种金属针布使用寿命快速测试方法及装置.pdf
本发明提供了一种金属针布使用寿命快速测试装置,包括电控柜,参数设置触摸屏,Y轴运行轨道,X轴运动,力传感器,针布夹持机构,抛盘,抛盘运转控制电机,抛盘Z轴运动轨道,力传感器位于X轴运动和针布夹持机构中间,抛盘位于针布夹持机构上方连接于抛盘Z轴运动轨道,抛盘运转控制电机位于抛盘上方连接于抛盘Z轴运动轨道。本发明在运作时由力传感器输出磨损时受的力,由自动反馈调节系统进行自动补偿调节,使得摩擦力始终以固定的曲线加载至针布齿尖,能直接显示摩擦力并能自动反馈调节,且磨损时间控制在8小时以内,得出产品的耐磨性,预知产

毛纺锡林金属针布齿面结构的探讨.docx
毛纺锡林金属针布齿面结构的探讨毛纺锡林金属针布齿面结构的探讨摘要:毛纺锡林金属针布齿面结构是毛纺行业中常用的一种纺织设备。本论文通过对毛纺锡林金属针布齿面结构的分析和探讨,介绍了其结构组成、工作原理以及对纺织工艺的影响。通过对毛纺锡林金属针布齿面结构的分析,可以为毛纺行业中相关设备的维护和改进提供参考。关键词:毛纺锡林金属针布、结构、工作原理、影响因素1.引言毛纺锡林金属针布齿面结构是毛纺工艺中常用的纺织设备之一。其结构的合理设计和工作原理的正确理解对于保证纺织品质量和提高生产效率至关重要。本文旨在通过对

双齿型锡林金属针布的应用实践.docx
双齿型锡林金属针布的应用实践双齿型锡林金属针布,是一种具有特殊设计的金属针布,具有广泛的应用领域和实践价值。在本文中,我们将重点介绍双齿型锡林金属针布的特点、应用实践以及其在不同领域的应用案例。一、双齿型锡林金属针布的特点双齿型锡林金属针布相比传统金属针布具有以下特点:1.高密度:双齿型锡林金属针布采用了特殊的制造工艺,使其具有更高的密度,从而提供更好的过滤效果。2.高强度:该金属针布使用高强度金属丝制作而成,能够承受更大的压力和拉伸,提高了其耐用性和寿命。3.结构稳定:双齿型锡林金属针布表面均匀、结构稳