
排屑槽的制作方法.pdf

瀚玥****魔王

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
排屑槽的制作方法.pdf
排屑槽的制作方法:首先在工件上制作出来轮廓线,按照matlab的软件和cad的共同逻辑计算制作出来草稿。使用拉刀制作槽口,槽口的粗糙程度为3‑8个星,加工温度为100‑211摄氏度,然后通入氧气、氦气和二氧化碳按照比例1‑3:3‑9:4‑12的比例混合。制作的槽口的螺旋线按照贝叶斯曲线的展开的渐近线的作用的进行。把工件进行蘸火处理,蘸火温度121‑323摄氏度,气压2.3‑3.9个大气压的压力下,持续时间12‑32摄氏度。本方法可以方便的把废料排走,提高加工效率,非常利于提高效率,减少人工。
机床排屑槽的排屑驱动机构.pdf
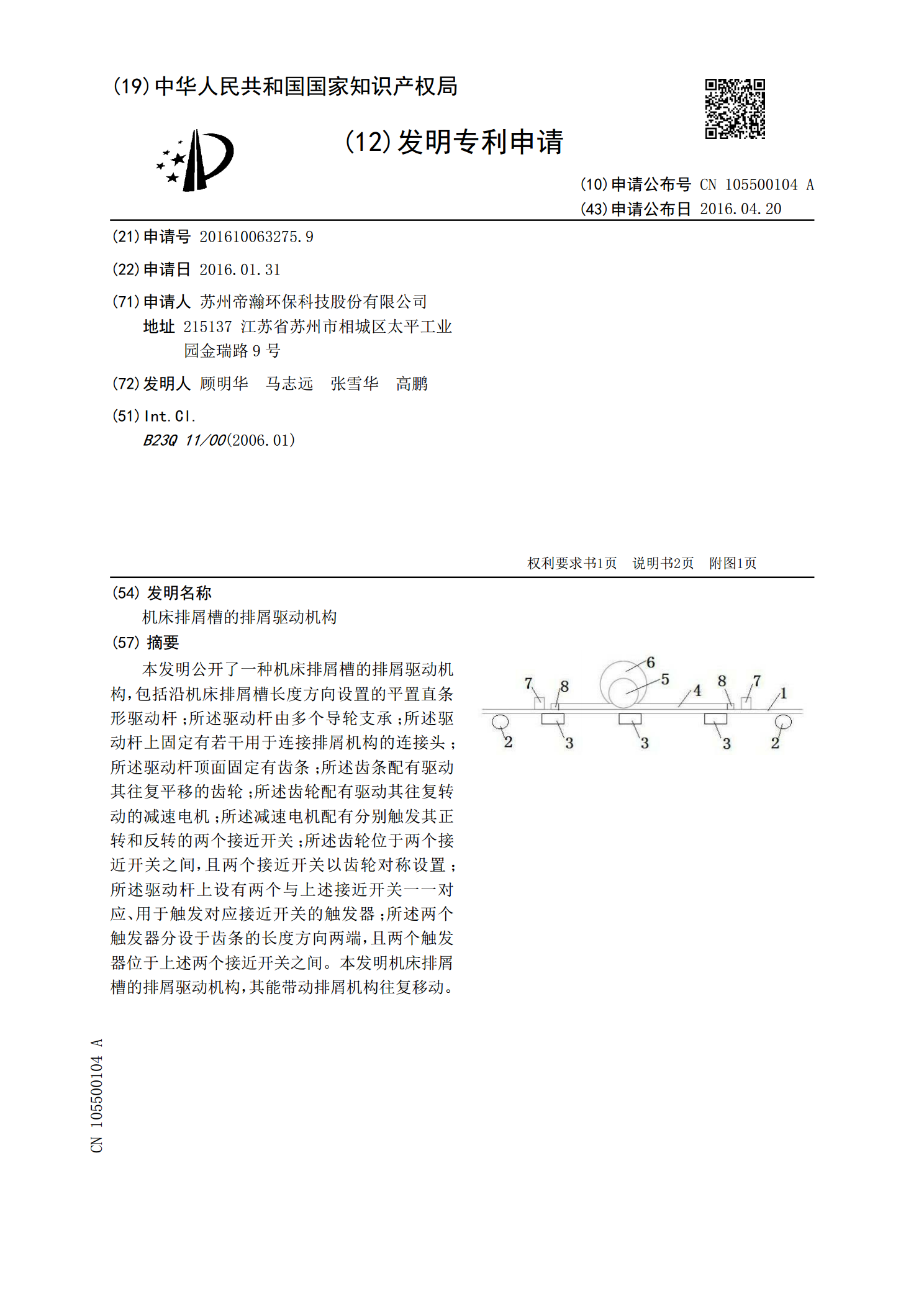
本发明公开了一种机床排屑槽的排屑驱动机构,包括沿机床排屑槽长度方向设置的平置直条形驱动杆;所述驱动杆由多个导轮支承;所述驱动杆上固定有若干用于连接排屑机构的连接头;所述驱动杆顶面固定有齿条;所述齿条配有驱动其往复平移的齿轮;所述齿轮配有驱动其往复转动的减速电机;所述减速电机配有分别触发其正转和反转的两个接近开关;所述齿轮位于两个接近开关之间,且两个接近开关以齿轮对称设置;所述驱动杆上设有两个与上述接近开关一一对应、用于触发对应接近开关的触发器;所述两个触发器分设于齿条的长度方向两端,且两个触发器位于上述两

数控铣床排屑槽升级改造.doc
提供全套毕业论文,各专业都有数控铣床排屑槽升级改造XX大学XX技术学院数控专业XXX指导教师XXX摘要:针对深圳华亚数控机床有限公司的YHM600(A)世纪星系统数控铣床进行改造,增加自动排泄功能,并根据要求绘制电气原理图、选择相应元器件(包括:中间继电器、交流接触器、各种规格的电线、电机、减速机构、排泄槽等),再根据电气原理图用C语言编制世纪星系统的PLC程序,此外由于华中数控世纪星数控系统采用的是"内装型"的PLC,必须在DOS环境下使用其专门C语言对其进行编程,这种编程方法没有采用Windows操作
一种带有螺旋排屑槽的深孔钻头.pdf
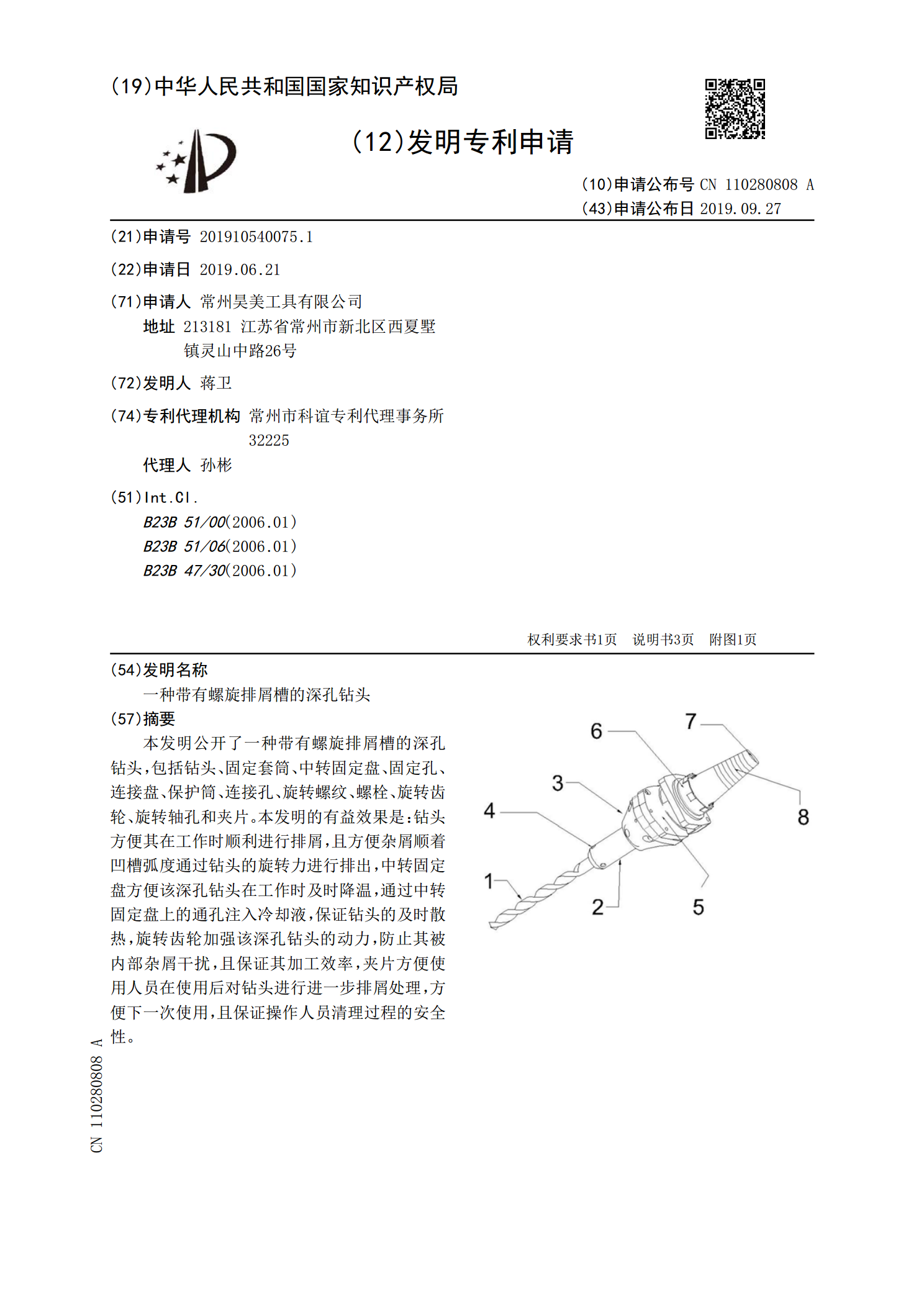
本发明公开了一种带有螺旋排屑槽的深孔钻头,包括钻头、固定套筒、中转固定盘、固定孔、连接盘、保护筒、连接孔、旋转螺纹、螺栓、旋转齿轮、旋转轴孔和夹片。本发明的有益效果是:钻头方便其在工作时顺利进行排屑,且方便杂屑顺着凹槽弧度通过钻头的旋转力进行排出,中转固定盘方便该深孔钻头在工作时及时降温,通过中转固定盘上的通孔注入冷却液,保证钻头的及时散热,旋转齿轮加强该深孔钻头的动力,防止其被内部杂屑干扰,且保证其加工效率,夹片方便使用人员在使用后对钻头进行进一步排屑处理,方便下一次使用,且保证操作人员清理过程的安全性

断屑槽的断屑研究.docx
断屑槽的断屑研究断屑槽的断屑研究摘要断屑是在金属切削过程中产生的剪切应力引起的。断屑的形态和性质在很大程度上影响着切削过程的表面质量和切削力。断屑槽是一种用于引导断屑流向的设计结构,可以对断屑流动进行控制和优化。本文对断屑槽的断屑研究进行了综述,包括断屑形态、断屑槽设计和断屑流动控制方法等方面,为进一步提高切削过程的效率和质量提供了理论基础和工程指导。关键词:断屑,断屑槽,切削,表面质量,切削力引言随着制造业的快速发展,金属切削作为一种主要的加工方法,在制造业中起着重要的作用。然而,金属切削过程中产生的断