
充气轮胎及其制造方法.pdf

小琛****82


1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
充气轮胎及其制造方法.pdf
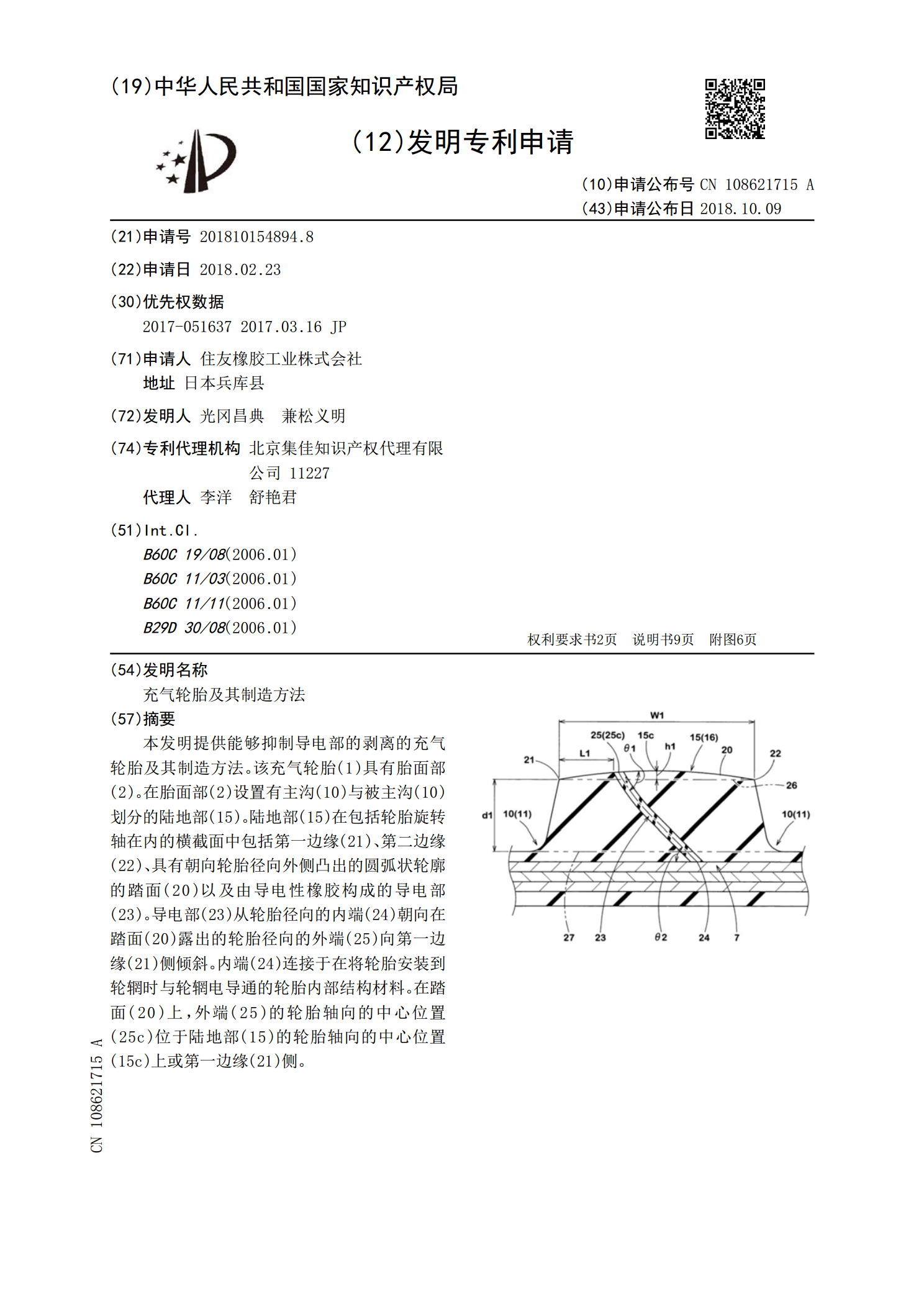
本发明提供能够抑制导电部的剥离的充气轮胎及其制造方法。该充气轮胎(1)具有胎面部(2)。在胎面部(2)设置有主沟(10)与被主沟(10)划分的陆地部(15)。陆地部(15)在包括轮胎旋转轴在内的横截面中包括第一边缘(21)、第二边缘(22)、具有朝向轮胎径向外侧凸出的圆弧状轮廓的踏面(20)以及由导电性橡胶构成的导电部(23)。导电部(23)从轮胎径向的内端(24)朝向在踏面(20)露出的轮胎径向的外端(25)向第一边缘(21)侧倾斜。内端(24)连接于在将轮胎安装到轮辋时与轮辋电导通的轮胎内部结构材料。
充气轮胎及其制造方法.pdf
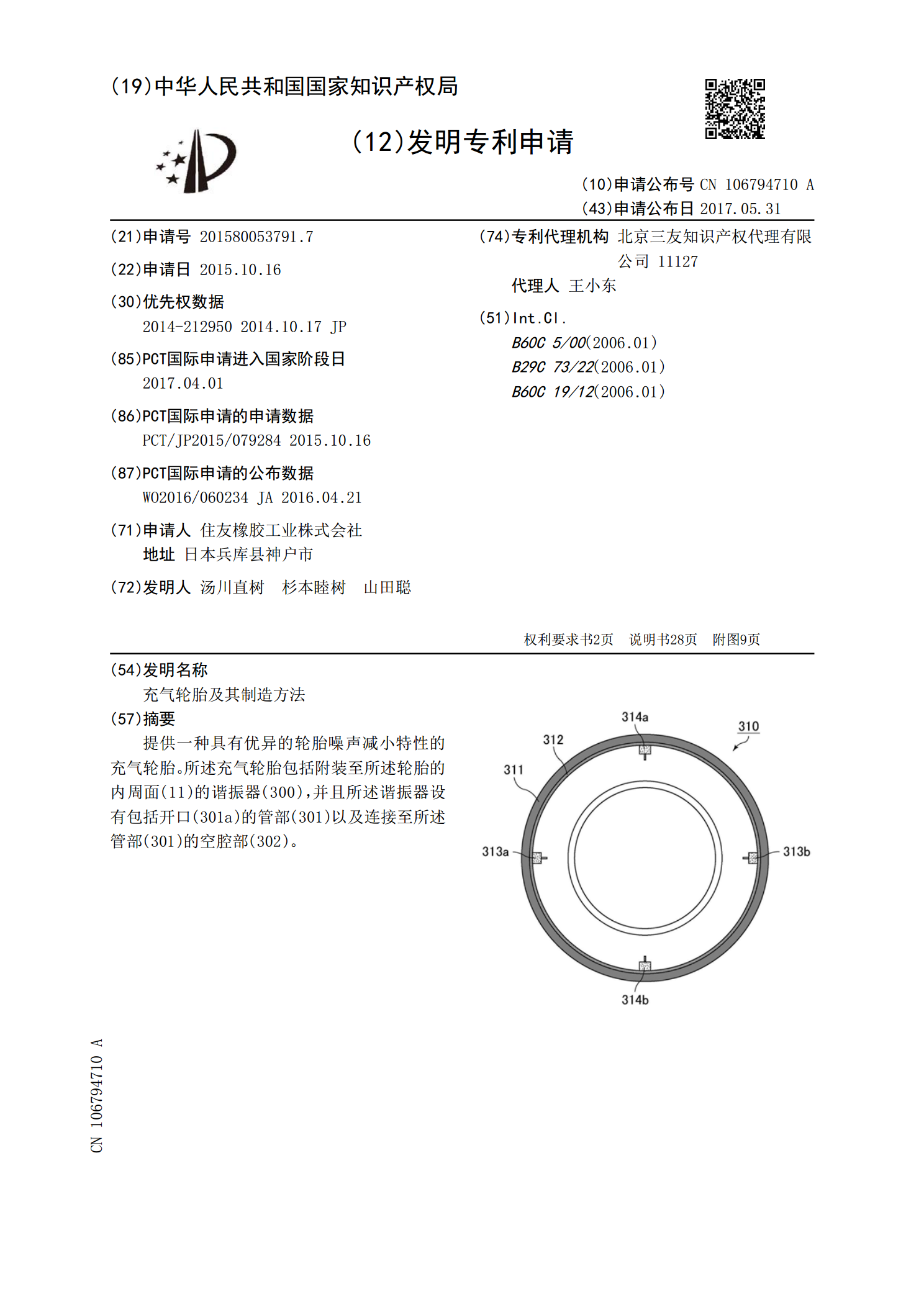
提供一种具有优异的轮胎噪声减小特性的充气轮胎。所述充气轮胎包括附装至所述轮胎的内周面(11)的谐振器(300),并且所述谐振器设有包括开口(301a)的管部(301)以及连接至所述管部(301)的空腔部(302)。

充气轮胎及其制造方法.pdf
提供了一种充气轮胎和制造该充气轮胎的方法,在该充气轮胎中附着开始部分的密封剂材料不容易剥落。本发明涉及一种充气轮胎,该充气轮胎至少在与胎面部分对应的轮胎内周面上是粘附性的,具有以连续地成螺旋形方式附着至此的大致绳状的密封剂材料,并且该充气轮胎的特征在于,所述密封剂材料在其纵向端中的至少一端为较宽部分,该较宽部分具有比纵向邻接部分的宽度大的宽度。

充气轮胎及其制造方法.pdf
提供一种充气轮胎及其制造方法,其即使对于轮胎滚动时的胎面部挠曲大的轮胎尺寸的轮胎,面接合部件的环件与钩件的接合状态也不容易被解除,对于防止发生所安装的功能性物体的脱落而言也具有显著的效果。在轮胎内表面安装有用于安装物体的面接合部件的充气轮胎中,将多个面接合部件断续地在胎面内周面上配置8处以上,且使该面接合部件的长边方向与轮胎轴向所成的角度θ为0~45度,使轮胎周向的设置周期为该面接合部件的轮胎轴向长度的80%~150%,所述面接合部件具有一样的截面尺寸且整体为带状形状,且该面接合部件的轮胎轴向长度为该充气

充气轮胎及其制造方法.pdf
本发明提供了接合部(15),在该接合部,包括内衬层(12)和橡胶层(13)的复合层(14)的两个周向端部重叠并且沿轮胎周向彼此接合。下内衬层(12a)的端部边缘被视为第一端部边缘(16),并且上内衬层(12b)的端部边缘被视为第二端部边缘(17)。第一端部边缘(16)通过下橡胶层(13a)从上内衬层(12b)分离。当P表示上内衬层(12b)的轮胎内表面侧朝向第一端部边缘(16)的最远位置,L表示从第一端部边缘(16)到P的距离,并且T表示从第二端部边缘(17)到P的距离,距离T为35mm以下,距离T-距离