
浮法玻璃池窑结构.ppt

天马****23

1/10

2/10
3/10
4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共88页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

浮法玻璃池窑结构.ppt
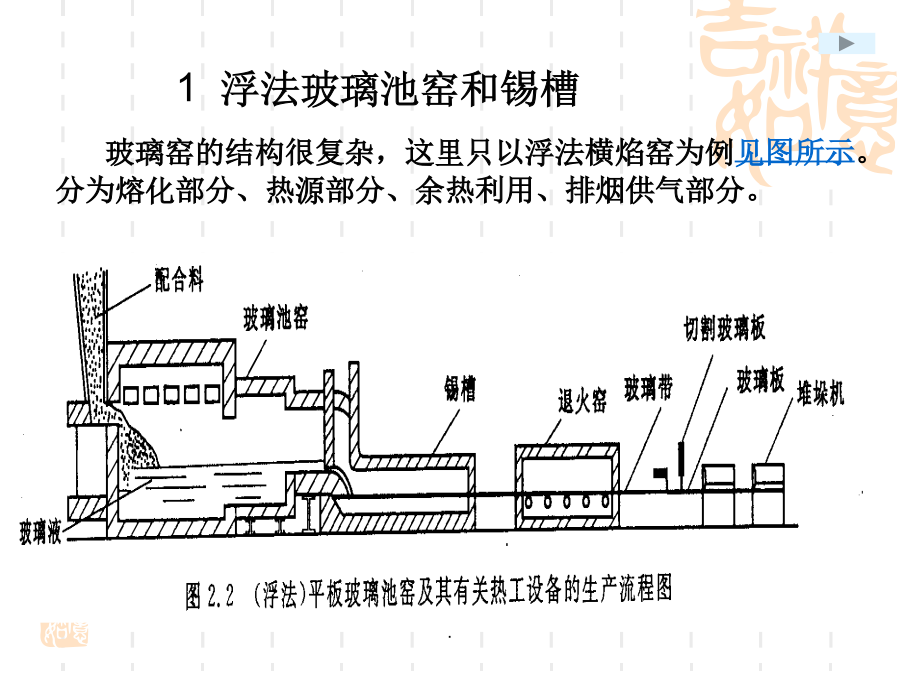
玻璃:由熔融物冷却硬化而得的非晶态固体物质2、按工作性质不同6、按窑的生产能力玻璃窑的结构很复杂,这里只以浮法横焰窑为例见图所示。分为熔化部分、热源部分、余热利用、排烟供气部分。..1.1熔制部分:C结构2.熔化空间3.冷却部4、分隔装置玻璃液的分隔装置成型部的结构:玻璃窑对热源供给设备的要求:小炉的组成及作用发生炉煤气用小炉的特点:它的结构必顺有一个舌头。1.4排烟供气部分2、锡槽(浮法平板玻璃的成型设备)锡槽(tintankorfloatchamber)是浮法平板玻璃的关键成型(forming)设备.

浮法玻璃池窑结构.pptx
12、按工作性质不同6、按窑的生产能力玻璃窑的结构很复杂,这里只以浮法横焰窑为例见图所示。分为熔化部分、热源部分、余热利用、排烟供气部分。//1.1熔制部分:C结构2.熔化空间3.冷却部4、分隔装置玻璃液的分隔装置成型部的结构:玻璃窑对热源供给设备的要求:小炉的组成及作用发生炉煤气用小炉的特点:它的结构必顺有一个舌头。1.4排烟供气部分2、锡槽(浮法平板玻璃的成型设备)锡槽(tintankorfloatchamber)是浮法平板玻璃的关键成型(forming)设备.是浮法玻璃生产过程三大热工设备之一。来自

浮法玻璃池窑结构学习教案.pptx
会计学2、按工作(gōngzuò)性质不同6、按窑的生产能力(shēnɡchǎnnénɡlì)玻璃窑的结构很复杂,这里只以浮法横焰窑为例见图所示。分为熔化部分、热源部分、余热(yúrè)利用、排烟供气部分。//1.1熔制部分(bùfen):C结构(jiégòu)2.熔化(rónghuà)空间3.冷却(lěngquè)部4、分隔(fēngé)装置玻璃液的分隔(fēngé)装置成型(chéngxíng)部的结构:玻璃(bōlí)窑对热源供给设备的要求:小炉的组成及作用(zuòyòng)发生炉煤气用小炉的特点:

浮法玻璃熔窑的结构.docx
浮法玻璃熔窑的结构编辑时间:2013-3-15点击次数:78次浮法玻璃熔窑和其他平板玻璃熔窑相比,结构上没有太大的区别,属浅池横焰池窑,但从规模上说,浮法玻璃熔窑的规模要大得多,目前世界上浮法玻璃熔窑日熔化量最高可达到1100t以上(通常用1000t/d表示)。浮法玻璃熔窑和其他平板玻璃熔窑虽有不同,但它们的结构有共同之处。浮法玻璃熔窑的结构主要包括:投料系统、熔制系统、热源供给系统、废气余热利用系统、排烟供气系统等。图1-1为浮法玻璃熔窑平面图,图1-2为其立面图。一投料池投料池位于熔窑的起端,是一个突

浮法玻璃熔窑的结构 (自动保存的).docx
浮法玻璃熔窑的结构浮法玻璃熔窑和其他平板玻璃熔窑相比,结构上没有太大的区别,属浅池横焰池窑,但从规模上说,浮法玻璃熔窑的规模要大得多,目前世界上浮法玻璃熔窑日熔化量最高可达到1100t以上(通常用1000t/d表示)。浮法玻璃熔窑和其他平板玻璃熔窑虽有不同,但它们的结构有共同之处。浮法玻璃熔窑的结构主要包括:投料系统、熔制系统、热源供给系统、废气余热利用系统、排烟供气系统等。图1-1为浮法玻璃熔窑平面图,图1-2为其立面图。一投料池投料池位于熔窑的起端,是一个突出于窑池外面的和窑池相通的矩形小池。投料口包