
适用于大型胶辊覆胶的自动覆胶工艺.pdf

代瑶****zy

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
适用于大型胶辊覆胶的自动覆胶工艺.pdf
本发明公开一种适用于大型胶辊覆胶的自动覆胶工艺,包括如下步骤:1.根据胶辊直径设计沿胶辊轴线方向上每层覆胶的厚度值;2.根据辊芯直径设定辊子旋转速度值和胶条挤出机的挤出速度;3.胶条张紧机构对胶条外形尺寸进行实时调整;4.在胶条外形尺寸稳定后,控制系统控制覆胶机构自动进行平覆胶后斜覆胶然后再平覆胶的自动覆胶过程,最后通过控制压胶轮旋转90度对胶辊端面进行自动覆胶。该覆胶工艺将平覆胶与斜覆胶相结合,并自动实现平覆胶与斜覆胶之间的转换,还可自动实现由沿胶辊轴线方向覆胶转到胶辊端面覆胶,可以实现智能化、多功能、
一种能够均匀覆胶的夹胶玻璃覆胶器.pdf
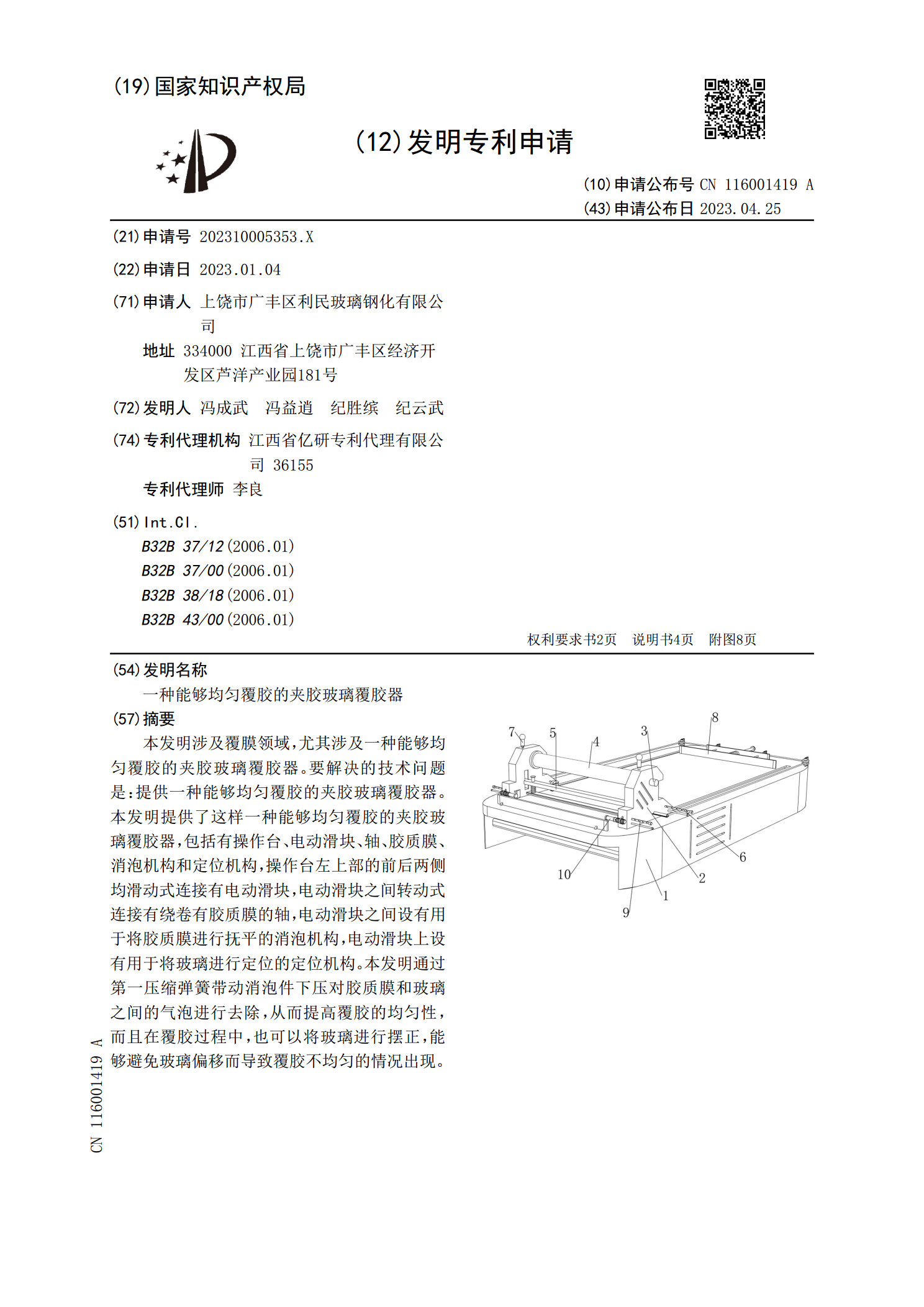
本发明涉及覆膜领域,尤其涉及一种能够均匀覆胶的夹胶玻璃覆胶器。要解决的技术问题是:提供一种能够均匀覆胶的夹胶玻璃覆胶器。本发明提供了这样一种能够均匀覆胶的夹胶玻璃覆胶器,包括有操作台、电动滑块、轴、胶质膜、消泡机构和定位机构,操作台左上部的前后两侧均滑动式连接有电动滑块,电动滑块之间转动式连接有绕卷有胶质膜的轴,电动滑块之间设有用于将胶质膜进行抚平的消泡机构,电动滑块上设有用于将玻璃进行定位的定位机构。本发明通过第一压缩弹簧带动消泡件下压对胶质膜和玻璃之间的气泡进行去除,从而提高覆胶的均匀性,而且在覆胶过
背覆胶施工工艺.docx
墙砖增长背覆胶施工工艺简述1、工程概况建设单位:×××工程名称:×××施工范围:×××建设地点:×××建筑面积:×××设计单位:×××监理单位:×××协议工期:×××2、我司承接旳×××工程履行协议施工过程中,协议约定所有墙体面砖按装修规定为水泥砂浆铺贴,公共区域首层大堂及原则层电梯间墙砖材质为(600mm×600mm抛光砖);根据以往木纹抛光砖采用水泥砂浆铺贴状况,该工艺后期存在墙砖大面积空鼓及脱落,为防止发生类似状况并保证施工质量,我司提议采用增强型背覆胶辅助进行粘贴。施工环节基层处理→108胶加水泥
背覆胶施工工艺.docx
墙砖增长背覆胶施工工艺简述1、工程概况建设单位:×××工程名称:×××施工范围:×××建设地点:×××建筑面积:×××设计单位:×××监理单位:×××协议工期:×××2、我司承接旳×××工程履行协议施工过程中,协议约定所有墙体面砖按装修规定为水泥砂浆铺贴,公共区域首层大堂及原则层电梯间墙砖材质为(600mm×600mm抛光砖);根据以往木纹抛光砖采用水泥砂浆铺贴状况,该工艺后期存在墙砖大面积空鼓及脱落,为防止发生类似状况并保证施工质量,我司提议采用增强型背覆胶辅助进行粘贴。施工环节基层处理→108胶加水泥
全包覆胶辊的端面及轴头包覆的方法.pdf
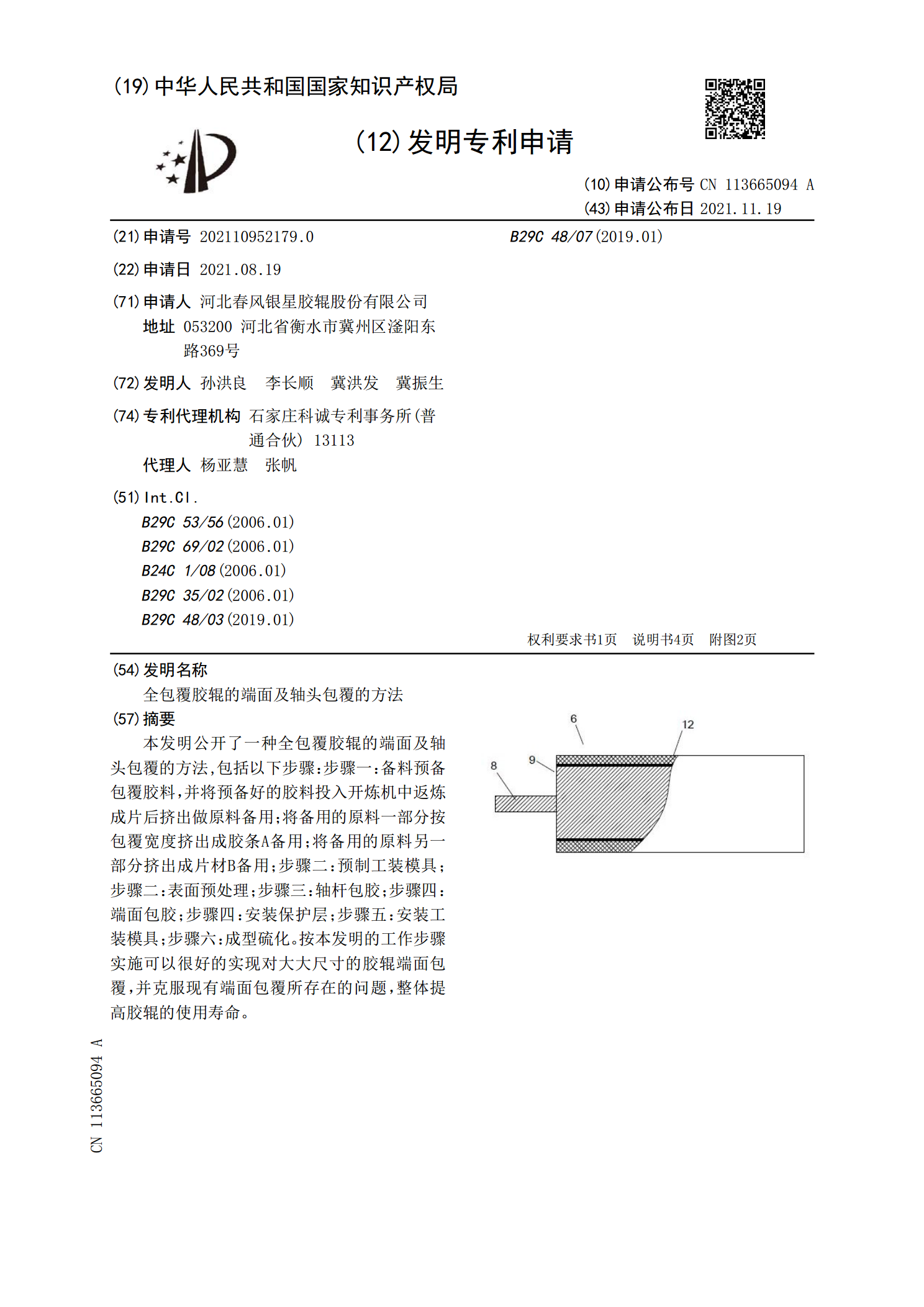
本发明公开了一种全包覆胶辊的端面及轴头包覆的方法,包括以下步骤:步骤一:备料预备包覆胶料,并将预备好的胶料投入开炼机中返炼成片后挤出做原料备用;将备用的原料一部分按包覆宽度挤出成胶条A备用;将备用的原料另一部分挤出成片材B备用;步骤二:预制工装模具;步骤二:表面预处理;步骤三:轴杆包胶;步骤四:端面包胶;步骤四:安装保护层;步骤五:安装工装模具;步骤六:成型硫化。按本发明的工作步骤实施可以很好的实现对大大尺寸的胶辊端面包覆,并克服现有端面包覆所存在的问题,整体提高胶辊的使用寿命。