
装配钳工基础知识PPT课件.ppt

天马****23

1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共66页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
装配钳工基础知识PPT课件.ppt
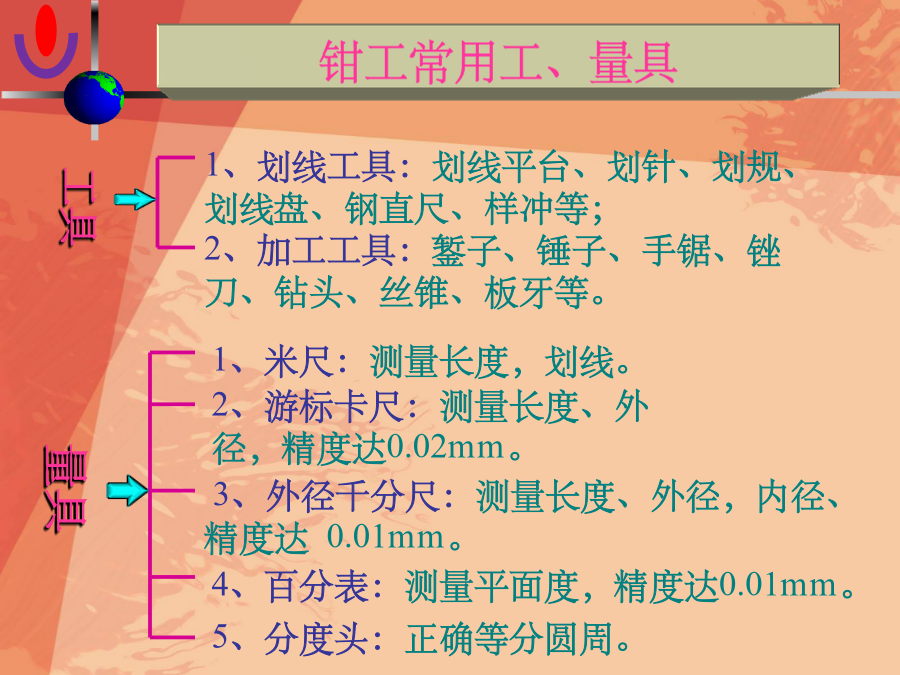
钳工基础知识钳工分类钳工的基本技能:划线、錾削、锯削、锉削、钻孔、扩孔、锪孔、铰孔、攻螺纹、套螺纹、矫正和弯形,铆接、刮削、研磨、机器装配调试,设备维修,固定连接、调试、测量和简单的热处理。攻丝划线钳工工作场地安排常用设备及使用注意事项安全文明操作常识钳工常用工、量具今天主要讲的主要内容:第一部分装配的概念也就是:把已经加工好,并经检验合格的单个零件,通过各种形式,依次将零部件联接或固在一起,使之成为部件或产品的过程。装配的分类:装配的方法:装配的三要素:装配图的主要内容:装配夹具产品装配的工艺过程:2、

装配钳工培训PPt课件—.docx
装配钳工培训PPt课件—一、封面在这里我们将携手共同探索装配钳工的世界,了解这个职业的魅力和挑战。无论您是初学者还是经验丰富的从业者,我们都希望通过这份PPT课件,让您对装配钳工有更深入的了解。让我们开始这次的学习之旅吧!让我们共同探索、共同进步,一起成为更优秀的装配钳工。这个封面设计简洁明了,色彩搭配和谐,让人一目了然。PPT课件内容丰富,形式多样旨在为大家带来最佳的学习体验。希望大家在学习过程中能够积极参与,收获满满的知识与技能。1.标题:装配钳工培训PPT课件让我们来一起了解关于装配钳工的培训内容吧

钳工完整-装配基础知识ppt课件.ppt
本课件的文字及图片版权均为南京凤凰康轩所有项目十装配基础知识一、装配工艺过程3.调整、精度检验和试车二、装配工作的组织形式三、装配工艺规程3.编制装配工艺规程的方法和步骤对产品进行分析研究产品装配图样、装配技术要求及相关资料,了解产品的结构特点和工作性能,确定装配方法和装配的组织形式。确定装配顺序通过工艺性分析,将产品分解成若干个可独立装配的组件和分组件,即装配单元。产品的装配总是从装配基准件(基准零件或基准部件)开始。根据装配单元确定装配顺序时,应首先确定装配基准件,然后根据装配结构的具体情况,按照“先
钳工精-装配基础知识ppt课件.ppt
本课件的文字及图片版权均为南京凤凰康轩所有项目十装配基础知识一、装配工艺过程3.调整、精度检验和试车二、装配工作的组织形式三、装配工艺规程3.编制装配工艺规程的方法和步骤对产品进行分析研究产品装配图样、装配技术要求及相关资料,了解产品的结构特点和工作性能,确定装配方法和装配的组织形式。确定装配顺序通过工艺性分析,将产品分解成若干个可独立装配的组件和分组件,即装配单元。产品的装配总是从装配基准件(基准零件或基准部件)开始。根据装配单元确定装配顺序时,应首先确定装配基准件,然后根据装配结构的具体情况,按照“先

装配钳工基础知识99509PPT课件.ppt
钳工基础知识主要内容:第一部分装配的概念装配的分类:装配的方法:装配的三要素:装配工作的基本要求:装配工作的基本要求:装配工作的基本要求:装配工作的基本要求:装配工作的基本要求:装配图的主要内容:装配图的主要内容:装配图的主要内容:装配图的主要内容:装配夹具产品装配的工艺过程:2、装配过程:3、调整、精度检验:4、喷漆、防护、扫尾、装箱等第二部分一、螺栓、螺母的作用:二、螺栓等级分类:二、螺栓等级分类:三、拧紧成组螺栓、螺母的方法第三部分在螺栓和螺母啮合处滴几滴,拧入,上紧至规定力矩滴几滴锁固胶到内螺纹孔