
分体式差速器壳体内涨加工方法.pdf

书生****ma

1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
分体式差速器壳体内涨加工方法.pdf
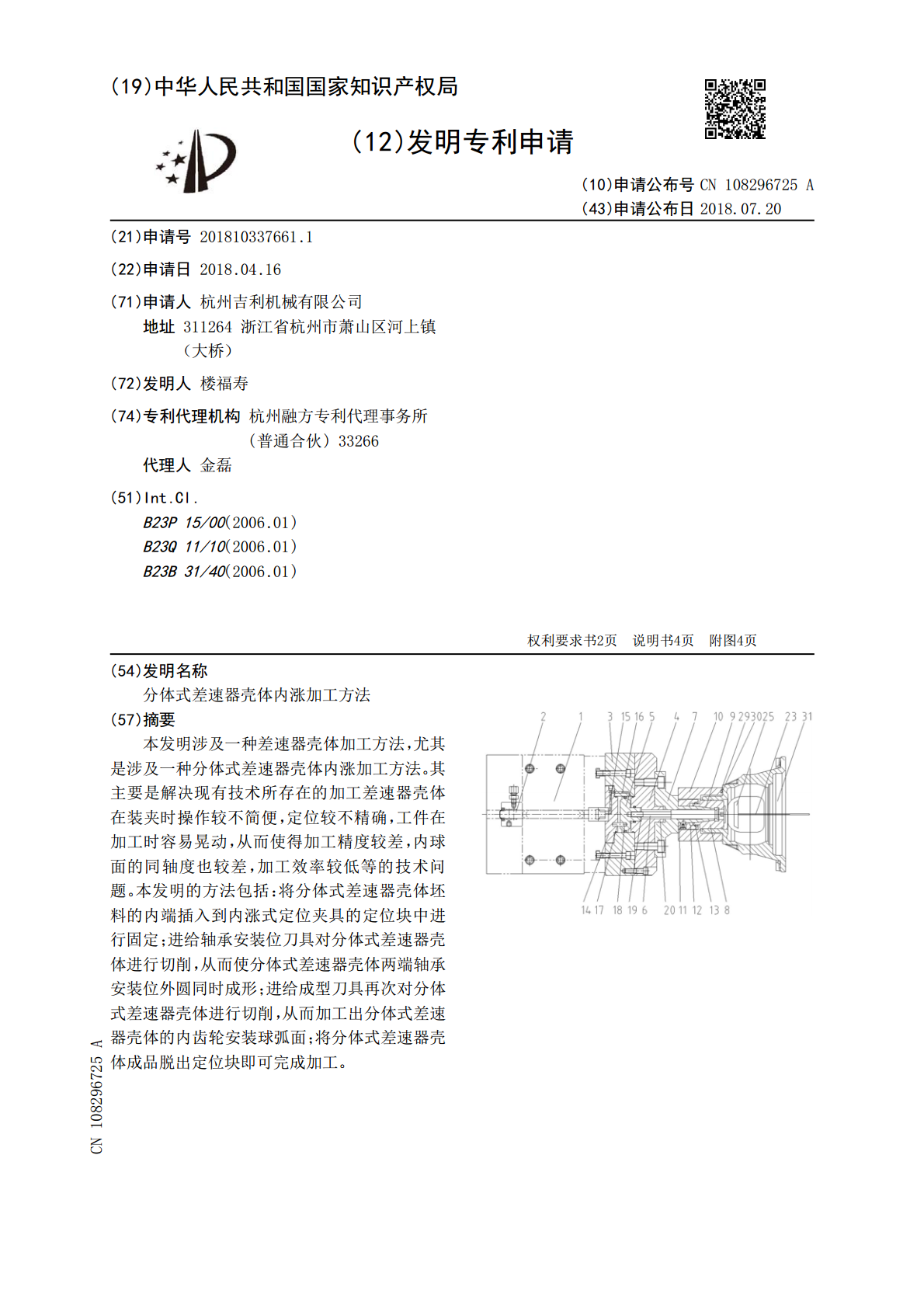
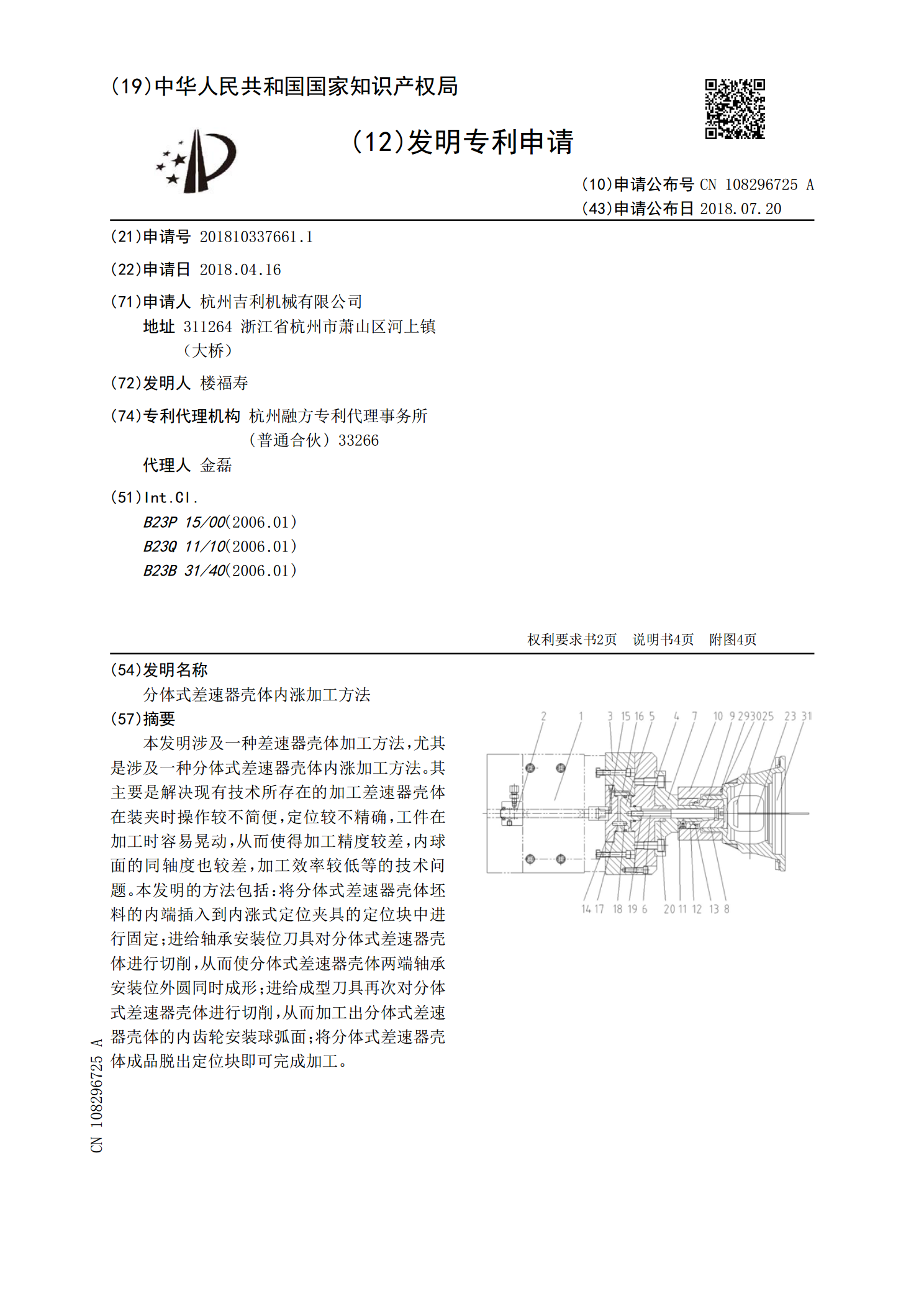
本发明涉及一种差速器壳体加工方法,尤其是涉及一种分体式差速器壳体内涨加工方法。其主要是解决现有技术所存在的加工差速器壳体在装夹时操作较不简便,定位较不精确,工件在加工时容易晃动,从而使得加工精度较差,内球面的同轴度也较差,加工效率较低等的技术问题。本发明的方法包括:将分体式差速器壳体坯料的内端插入到内涨式定位夹具的定位块中进行固定;进给轴承安装位刀具对分体式差速器壳体进行切削,从而使分体式差速器壳体两端轴承安装位外圆同时成形;进给成型刀具再次对分体式差速器壳体进行切削,从而加工出分体式差速器壳体的内齿轮安
汽车差速器壳加工工艺.pdf
一种汽车差速器壳加工工艺,其特征是先对工件差速器壳体进行顺序车削加工,然后以齿轮档外圆和大平面定位,夹持加强筋端面,在加工中心上钻螺栓孔、锪平面,旋转工作台,钻行星齿轮轴孔、扩孔、铰孔,去毛刺。先加工内腔行星齿轮球面、后钻行星齿轮轴孔,防止球面加工时产生的切屑翻入已加工的行星齿轮轴孔内,方便行星齿轮轴装配,产品质量稳定可靠,操作简便,值得推广。

一种差速器壳内腔球面加工方法.pdf
一种差速器壳内腔球面加工方法,它包括以下步骤:1、将差速器壳安装在夹具上,然后将差速器壳加工夹具体放入到机床上安装固定好;2、差速器壳内腔球面采用成形刀具粗加工,先将成型刀具由机械手从侧面孔内放入后,然后通过机床的液压缸分别从差速器壳内行星齿轮两边轴孔内分别送入成型刀具顶杆,顶入成型刀具中间孔内;3、一侧顶杆后退,另一侧顶杆前进,先加工一侧球面;加工完后,已加工完的一侧刀杆前进,待加工一侧刀杆后退,球面刀具移向待加工球面一侧加工球面;4、换一把精加工刀具,按2、3所列的步骤精加工;本发明加工后位置度易保证

乘用车差速器壳加工工艺分析.docx
乘用车差速器壳加工工艺分析乘用车差速器是车辆传动系统中必不可少的组件,其作用是使车辆在转弯时左右轮的转速差异能够得到平衡,从而保证车辆稳定性和安全性。而乘用车差速器中的差速器壳则是其重要的组成部分之一,其作用是承载和保护差速器内部的齿轮和轴承等零件,同时也能够起到散热和减震的作用。差速器壳加工工艺对差速器的质量、性能和寿命都有着很大的影响,因此需要注重其加工工艺的优化和精益化,以提高产品质量和生产效率。一、差速器壳的加工工艺流程差速器壳加工工艺流程主要包括以下几个步骤:材料准备→车削→铣削→钻孔→加工表面

汽车差速器壳加工工艺及夹具设计.doc
致谢精选资料可修改编辑摘要随着社会的发展,汽车在生产和生活中的越来越广泛,差速器是汽车中的重要部件,其壳体的结构及加工精度直接影响差速器的正常工作,因此研究差速器的加工方法和工艺的编制是十分必要和有意义的。本次设计主要内容有:差速器的工作原理结构分析,差速器壳体的工艺编制,夹具的设计及加工中对定位基准的选择,工序和工装设计中切削用量,夹紧力的计算等。机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各