
一种热封机构的控制方法.pdf

白凡****12

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热封机构的控制方法.pdf
本发明涉及卫生用品生产设备,提供一种热封机构的控制方法,包括以下步骤:(1)、将热封机构与PLC控制器相连接并受控于PLC控制器,将产品输送机构连接并受控于PLC控制器,设定第一电子凸轮旋转一圈360°控制第一伺服电机驱动上辊和下辊转动刀头热封至下次刀头热封为一个周期行走360°行程;(2)设定第一电子凸轮和第二电子凸轮运行一个周期所需时间相同,同时第一伺服电机在A°行程的运动速度a小于第二伺服电机在A°行程的运动速度b。本发明解决现有卫生用品生产线上热封机构控制在生产速度提高后热封不稳定、产品质量低的问

一种自动热封机构及方法.pdf
本发明公开了一种自动热封机构及方法,属于生化测试卡包装技术领域;自动热封机构包括支架、设置在支架上的送料机构和卷料机构,支架上设置有自动热封组件,自动热封组件用于对测试卡包装盒进行热封及裁切;支架包括中间支架、第一支架和第二支架,第一支架安装在中间支架的左侧,第二支架用于安装在中间支架的右侧,送料机构安装在第二支架上;卷料机构安装在第一支架上;第一支架转动设置有第一橡胶轮,第一支架上靠近第一橡胶轮处设置有滑动机构,滑动机构上转动设置有第二橡胶轮。本发明能够有效的解决现有技术中需要设置独立的电机以及传感器来

一种真空热封机构.pdf
本实用新型涉及包装袋封装技术领域,公开了一种真空热封机构,包括机架、两个抽气组件,两个热封组件;两个抽气组件分布在机架两侧且在第一动力作用下可相互靠近和远离,两个抽气组件的内端面靠拢时,抽气组件之间形成抽气腔,所述抽气腔的下端位于抽气组件的内端面上设有用于包装袋形变让位的进气缺口,抽气组件上设有与抽气腔连通的抽气管;两个热封组件分别位于两个抽气组件的下侧,所述热封组件在第二动力的作用下可相互靠近和远离的。本实用新型具有使用方便、热封效率高、真空热封效果好的有益效果。
一种薄膜热封机构.pdf
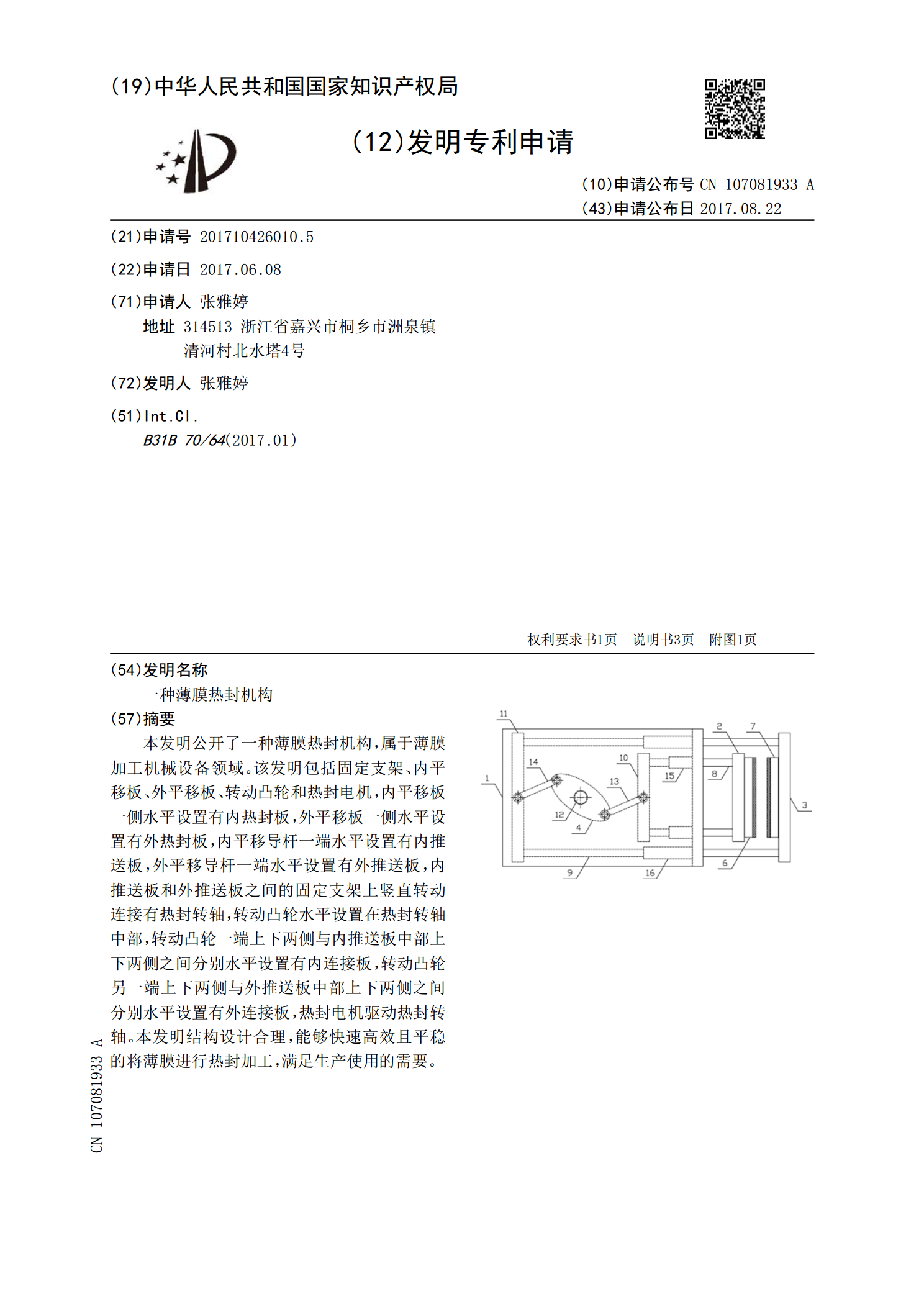
本发明公开了一种薄膜热封机构,属于薄膜加工机械设备领域。该发明包括固定支架、内平移板、外平移板、转动凸轮和热封电机,内平移板一侧水平设置有内热封板,外平移板一侧水平设置有外热封板,内平移导杆一端水平设置有内推送板,外平移导杆一端水平设置有外推送板,内推送板和外推送板之间的固定支架上竖直转动连接有热封转轴,转动凸轮水平设置在热封转轴中部,转动凸轮一端上下两侧与内推送板中部上下两侧之间分别水平设置有内连接板,转动凸轮另一端上下两侧与外推送板中部上下两侧之间分别水平设置有外连接板,热封电机驱动热封转轴。本发明结

一种塑封机的热封切机构及封切方法.pdf
本发明涉及塑封机技术领域,提出了一种塑封机的热封切机构及封切方法,包括机架;两个热封切件,两个所述热封切件相向或相背移动设置在所述机架上,两个所述热封切件之间形成热封切区域;上料组件和接料组件,二者均沿物料输送方向设置在所述机架上,所述热封切区域位于所述上料组件和所述接料组件之间,所述上料组件具有上料通道,所述上料通道连通所述热封切区域;拨料组件,所述拨料组件设置在所述机架上,位于所述上料通道上方。通过上述技术方案,解决了现有技术中的塑封机内向热封切机构输送被封物品时,使用的拨料装置上料,每次上料都需要停