
一种轻薄类结合齿闭式锻造工艺.pdf

努力****梓颖


1/8

2/8

3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轻薄类结合齿闭式锻造工艺.pdf
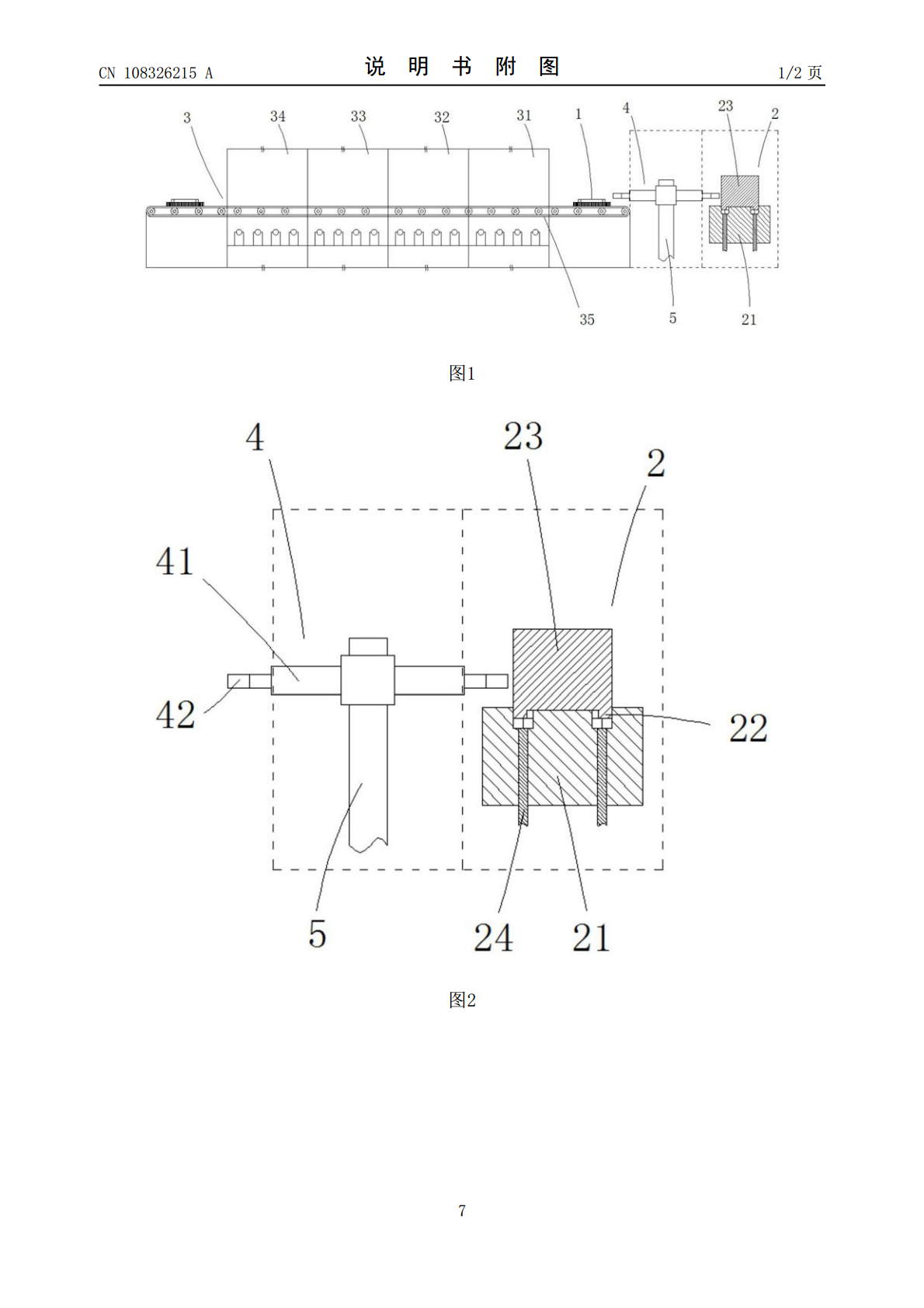
本发明公开了一种轻薄类结合齿闭式锻造工艺:包括以下步骤:1)送料;2)预锻;3)扩孔,利用冷碾环机扩大工件内径至目标尺寸;4)加热工件;5)终锻,通过闭式锻造模将工件锻压成型;6)利用锻造余热进行正火;7)渗碳,利用渗碳技术对工件整体进行表面硬化处理;8)淬火,对工件整体进行加热淬火;9)回火,对工件整体进行低温回火。适用于轻薄的尤其是带有较深内台阶的结合齿的成型,提高了材料的利用率,提高了后续精修加工的效率;利用锻造余热进行正火处理,大幅度降低能源消耗,提升产能;渗碳处理提升工件表面硬度,提高齿轮产品的
一种直齿锥齿轮闭式锻造模具.pdf
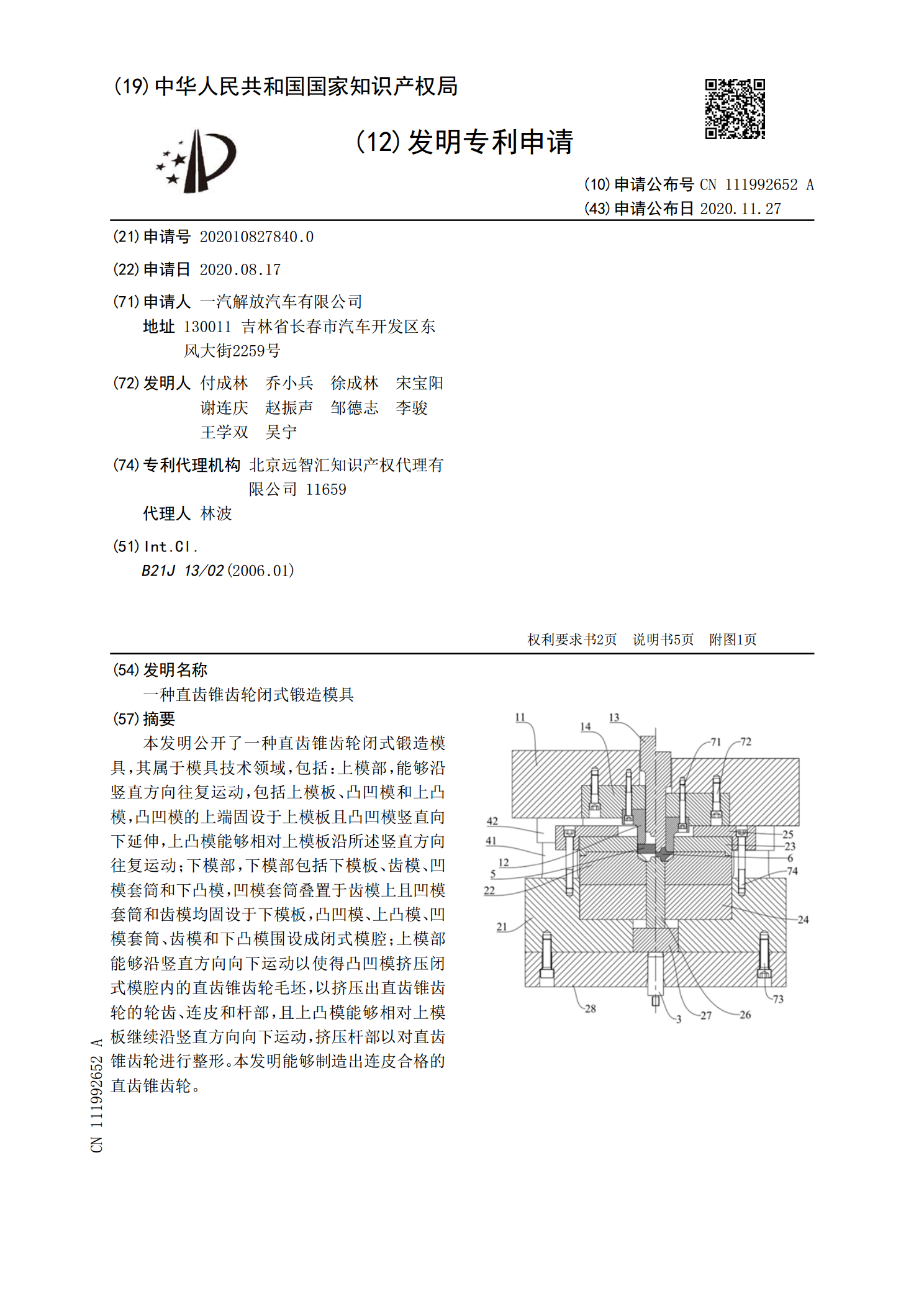
本发明公开了一种直齿锥齿轮闭式锻造模具,其属于模具技术领域,包括:上模部,能够沿竖直方向往复运动,包括上模板、凸凹模和上凸模,凸凹模的上端固设于上模板且凸凹模竖直向下延伸,上凸模能够相对上模板沿所述竖直方向往复运动;下模部,下模部包括下模板、齿模、凹模套筒和下凸模,凹模套筒叠置于齿模上且凹模套筒和齿模均固设于下模板,凸凹模、上凸模、凹模套筒、齿模和下凸模围设成闭式模腔;上模部能够沿竖直方向向下运动以使得凸凹模挤压闭式模腔内的直齿锥齿轮毛坯,以挤压出直齿锥齿轮的轮齿、连皮和杆部,且上凸模能够相对上模板继续沿
一种主动三联齿轮锥齿与端齿同时净成形闭式锻造的工艺方法.pdf
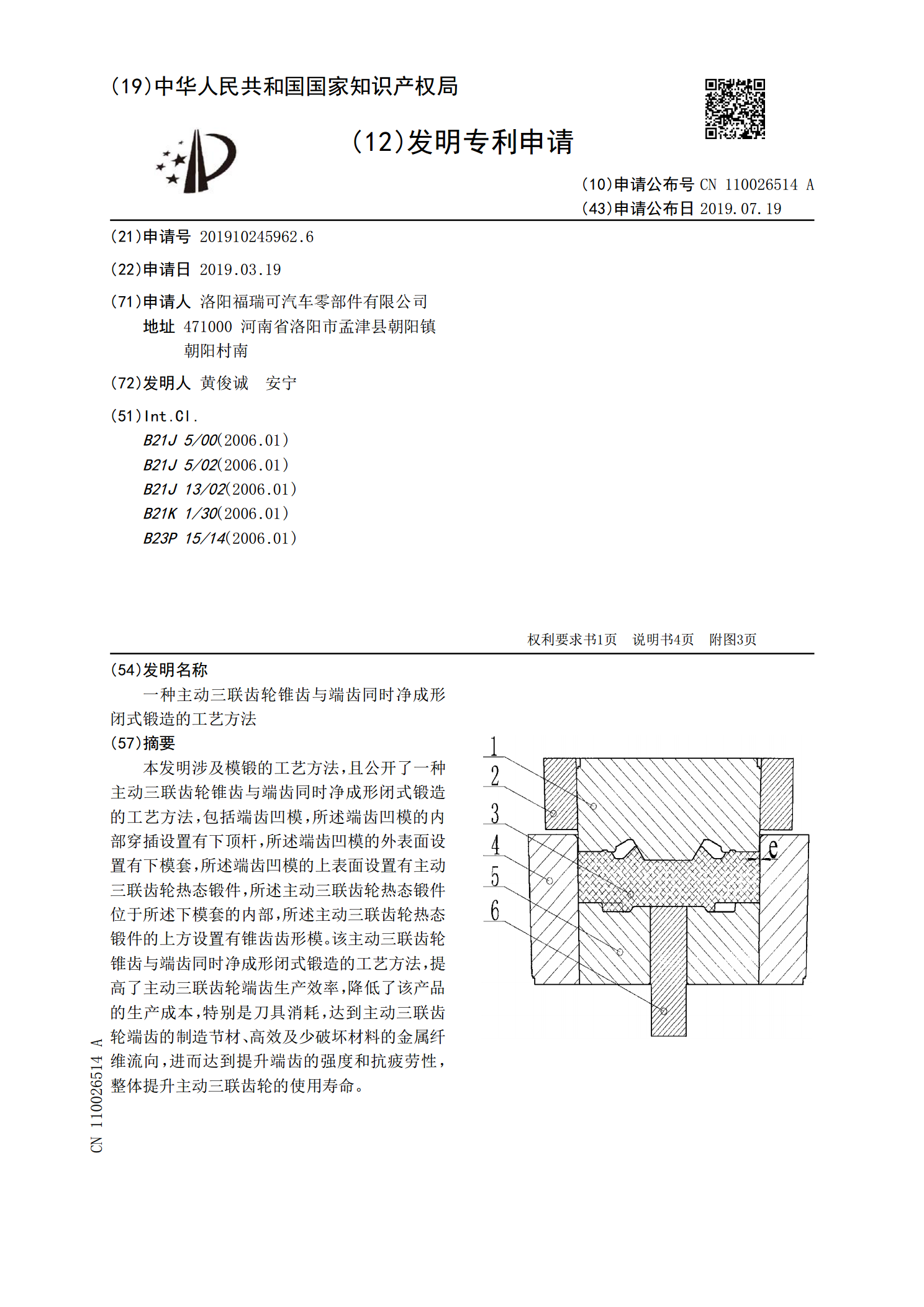
本发明涉及模锻的工艺方法,且公开了一种主动三联齿轮锥齿与端齿同时净成形闭式锻造的工艺方法,包括端齿凹模,所述端齿凹模的内部穿插设置有下顶杆,所述端齿凹模的外表面设置有下模套,所述端齿凹模的上表面设置有主动三联齿轮热态锻件,所述主动三联齿轮热态锻件位于所述下模套的内部,所述主动三联齿轮热态锻件的上方设置有锥齿齿形模。该主动三联齿轮锥齿与端齿同时净成形闭式锻造的工艺方法,提高了主动三联齿轮端齿生产效率,降低了该产品的生产成本,特别是刀具消耗,达到主动三联齿轮端齿的制造节材、高效及少破坏材料的金属纤维流向,进而

一种结合齿环步形锻造装置及其工艺.pdf
一种结合齿环步形锻造装置及其工艺,它涉及齿环锻造技术领域,具体涉及一种结合齿环步形锻造装置及其工艺。它包含以下步骤:步骤一:选材,对所需要的原材料通过筛选设备进行筛选和过滤,去除原材料中的杂质;步骤二:将筛选后的原材料进行高温锻造;步骤三:将锻造完成的产物倒入模具里进行定型;步骤四:对定型后的毛坯进行冷却;步骤五:将冷却后的毛坯进行车平面及内孔,去除毛坯缺陷;步骤六:对毛坯的外表面进行磨平;步骤七:将磨平后的毛坯放入加热炉中进行锻造淬火;步骤八:将淬火处理后的毛坯进行冲孔、切边等操作,得到齿环。采用上述技
一种支重轮闭式锻造工艺及锻造模具.pdf
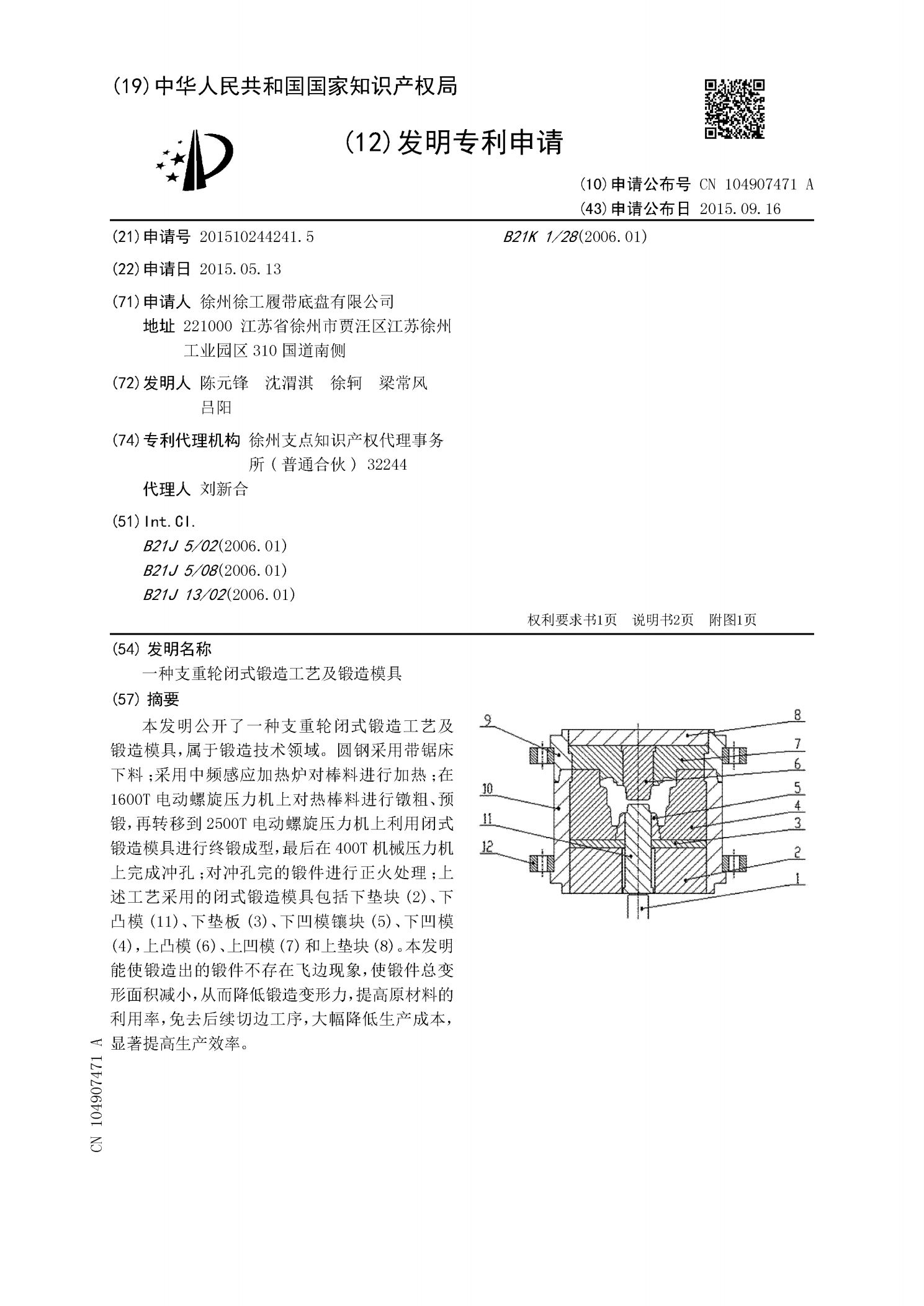
本发明公开了一种支重轮闭式锻造工艺及锻造模具,属于锻造技术领域。圆钢采用带锯床下料;采用中频感应加热炉对棒料进行加热;在1600T电动螺旋压力机上对热棒料进行镦粗、预锻,再转移到2500T电动螺旋压力机上利用闭式锻造模具进行终锻成型,最后在400T机械压力机上完成冲孔;对冲孔完的锻件进行正火处理;上述工艺采用的闭式锻造模具包括下垫块(2)、下凸模(11)、下垫板(3)、下凹模镶块(5)、下凹模(4),上凸模(6)、上凹模(7)和上垫块(8)。本发明能使锻造出的锻件不存在飞边现象,使锻件总变形面积减小,从而