
3D打印机的操作注意事项.doc

天马****23


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

3D打印机的操作注意事项.doc
.实用文档.3D打印机的操作细节及考前须知〔1〕调平打印平板【打印前至关重要的一步】调平打印平板是打印机第一次使用、长期未使用或设备被搬动后进行打印操作的第一步。这里的调平不仅指调整平台水平,还包括调整控制平台与喷头间距在一个合理范围内,而这个距离通常为一张70gA4纸的厚度。此操作关系到打印时第一层熔融的打印材料PLA或ABS是否能完美得粘贴在打印平板上,随后一层一层堆叠上去,终形成一个均无拉丝的打印件。为了提高打印质量,需谨慎精准操作此步。就本打印机而言,可以用铣刀将工作台平面的四角铣平整进而调整工作

购买3D打印机的注意事项.doc
3D打印机,这个最近炒得很火的一个产品。很多新闻报刊,都有关于它的传说。那么我们今天要跟大家分享的就是,如果你要购买3D打印机的话,你需要考虑和衡量那些问题。毕竟3D打印机的价格是属于毕竟昂贵的。所以下面我们通过也下几个方面来跟大家一起分析在购买3D打印机的时候需要衡量的东西。首先,3D打印速度:根据快速成型设备制造商的不同,或者采用的3D打印技术的不同,3D打印速度的衡量标准是不同的。有些用来指示在Z轴方向上打印一定高度所需的时间(针对单次3D打印任务而言),通常用英寸/小时、毫米/小时来表示。那些具备

3D打印机使用注意事项.pdf
打印机使用注意事项随着科技的发展,3D打印机已经成为了现代生产过程中不可或缺的一部分。然而,使用3D打印机时需要注意一些重要的事项,以确保打印过程的安全和成功。本文将探讨一些主要的3D打印机使用注意事项。1、操作前准备使用3D打印机前,需要做好充分的准备。首先,要仔细阅读操作手册和安全指南,了解打印机的操作流程和注意事项。其次,检查打印机的各个部件是否完好无损,特别是打印头和加热器等关键部件。最后,确保电源连接稳定,以及打印材料和支撑材料准备充足。2、选择合适的打印材料3D打印机的打印材料种类繁多,不同的
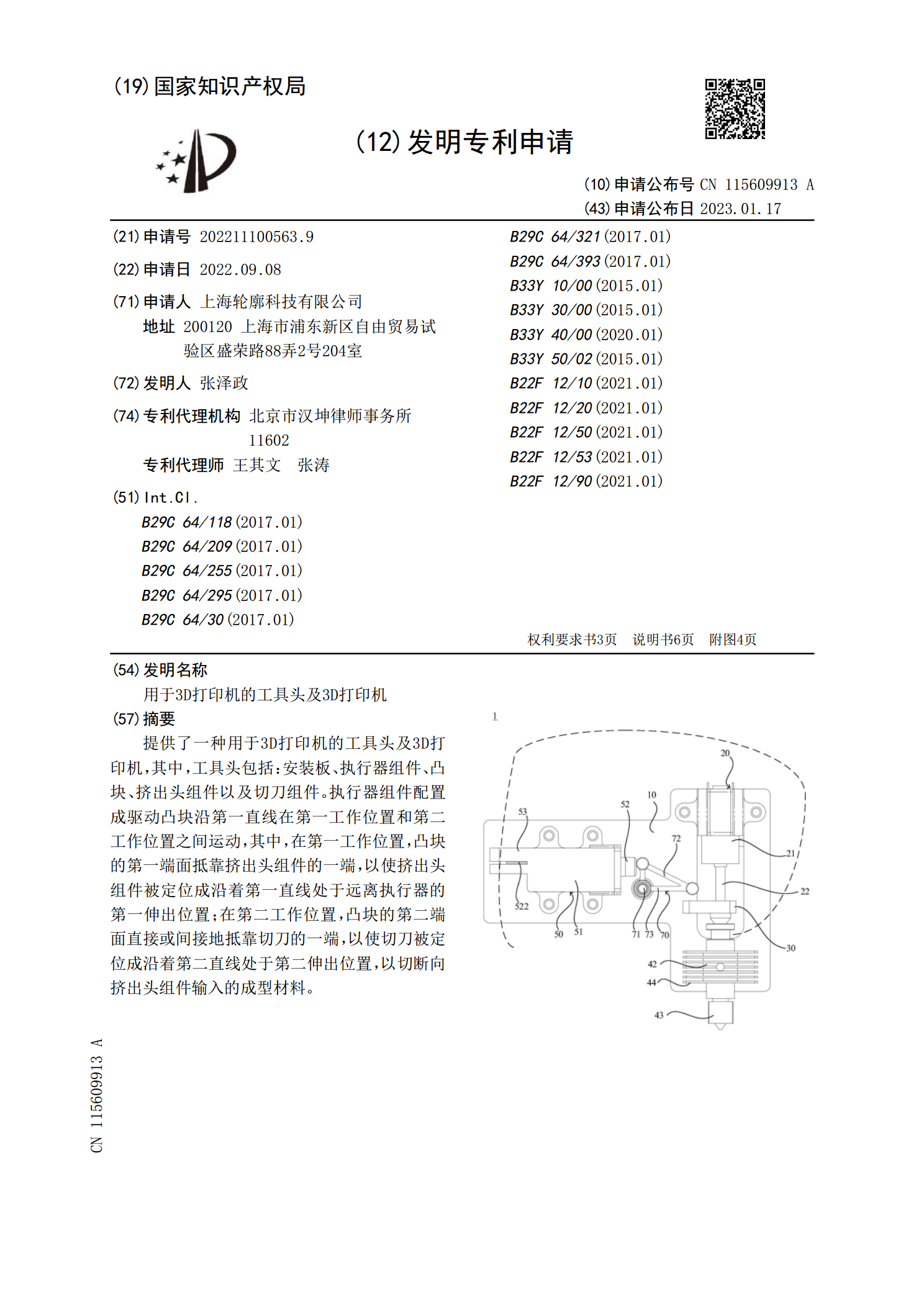
用于3D打印机的工具头及3D打印机.pdf
提供了一种用于3D打印机的工具头及3D打印机,其中,工具头包括:安装板、执行器组件、凸块、挤出头组件以及切刀组件。执行器组件配置成驱动凸块沿第一直线在第一工作位置和第二工作位置之间运动,其中,在第一工作位置,凸块的第一端面抵靠挤出头组件的一端,以使挤出头组件被定位成沿着第一直线处于远离执行器的第一伸出位置;在第二工作位置,凸块的第二端面直接或间接地抵靠切刀的一端,以使切刀被定位成沿着第二直线处于第二伸出位置,以切断向挤出头组件输入的成型材料。
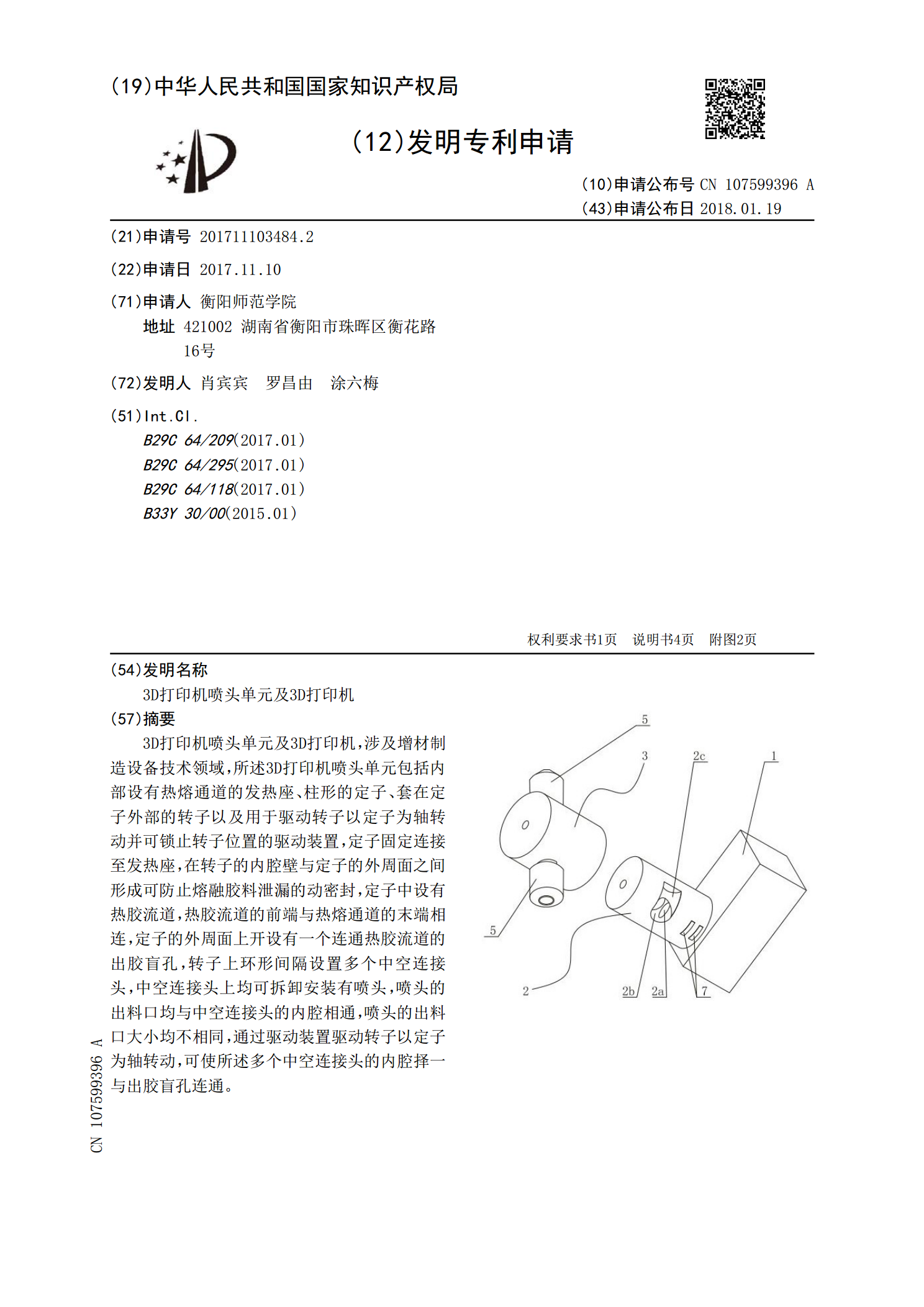
3D打印机喷头单元及3D打印机.pdf
3D打印机喷头单元及3D打印机,涉及增材制造设备技术领域,所述3D打印机喷头单元包括内部设有热熔通道的发热座、柱形的定子、套在定子外部的转子以及用于驱动转子以定子为轴转动并可锁止转子位置的驱动装置,定子固定连接至发热座,在转子的内腔壁与定子的外周面之间形成可防止熔融胶料泄漏的动密封,定子中设有热胶流道,热胶流道的前端与热熔通道的末端相连,定子的外周面上开设有一个连通热胶流道的出胶盲孔,转子上环形间隔设置多个中空连接头,中空连接头上均可拆卸安装有喷头,喷头的出料口均与中空连接头的内腔相通,喷头的出料口大小均