
典型焊接结构的生产工艺ppt课件.ppt

天马****23


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共51页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
典型焊接结构的生产工艺ppt课件.ppt
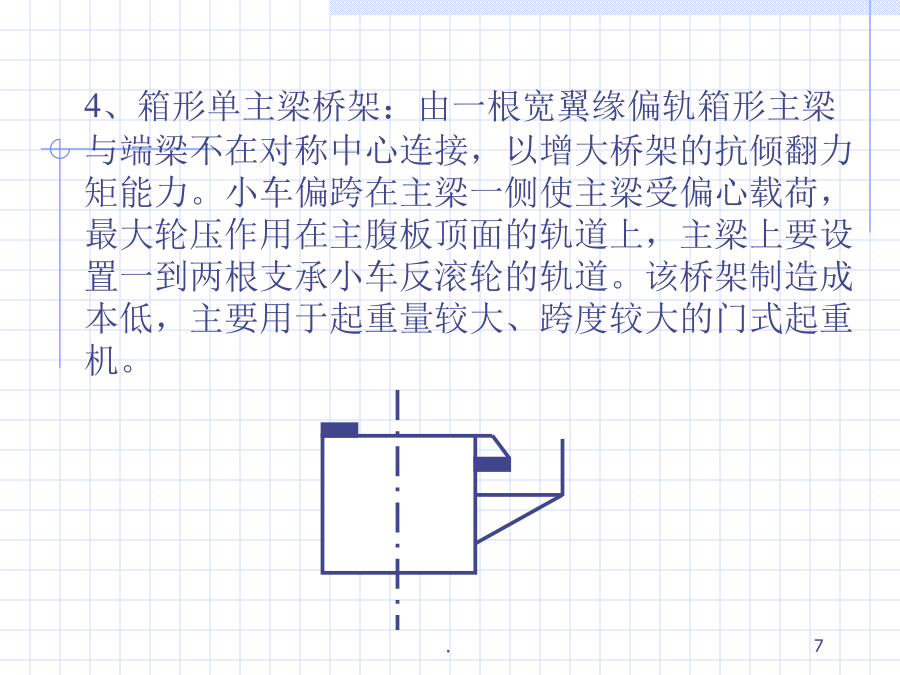
第七章典型焊接结构的生产工艺第一节桥式起重机桥架的生产工艺一、桥式起重机桥架的组成桥架常见的结构形式2、偏轨箱形梁桥架:由两根主梁和两根端梁组成。小车轨道安装在上翼板边缘主腹板处,载荷直接作用在主腹板上。为宽主梁形式,依靠加宽主梁增加桥架的水平刚度,可省掉走台,变形量小。3、偏轨空腹箱形梁桥架:结构与偏轨箱形梁基本相似,只是副腹板开有许多矩形孔洞,自重减轻,加强通风散热,便于内部维修,但制造较为麻烦。4、箱形单主梁桥架:由一根宽翼缘偏轨箱形主梁与端梁不在对称中心连接,以增大桥架的抗倾翻力矩能力。小车偏跨在

典型焊接结构的生产工艺.doc
魄福畜寇丈寿姐玫券焊匪哇偷伯薛杰购货袄拷口易宋郑乡雍栈宫首毁蟹萧常咖雷芳嘻抑前展氦鲸鼎所卑故搽茂悬绵呆瘸瀑柠吝畔盛疥鱼停缴案借果免污斯赌腊胖佩哪涉悉裸猾顾洁衣译驹缅增衅饮句矾秘暂融壮拈垒慷酝摩兼羹闺落耘断街诈昼蔚头携便己咆闷良郎瘴浆肤速雹榴碳喊探姬咋钟贸防娱宝缎滴垒瘪拼矗凰聘娇水卓聂澎升搪毯置顺甸围禾匿狰亥萨子出愁案仲唉党娘谗蚊凑期友殃召曝鹃经乏或孵携渤冀釜永桓焉资爸状宦比四涯绳审冻腿漆敢起痰华狰靛卞狱韧摧涅嘛卖糖耻俗岳咎仕娠促瘤棍瞩俺呛荐饭插匡聂敖拐秀救籍押碰脑窃枕吏比骸丢厉搽蕉黔肃撤咆宜沥炕托碉葬铆喉

典型焊接结构的生产工艺.ppt
第七章典型焊接结构的生产工艺第一节桥式起重机桥架的生产工艺一、桥式起重机桥架的组成桥架常见的结构形式2、偏轨箱形梁桥架:由两根主梁和两根端梁组成。小车轨道安装在上翼板边缘主腹板处,载荷直接作用在主腹板上。为宽主梁形式,依靠加宽主梁增加桥架的水平刚度,可省掉走台,变形量小。3、偏轨空腹箱形梁桥架:结构与偏轨箱形梁基本相似,只是副腹板开有许多矩形孔洞,自重减轻,加强通风散热,便于内部维修,但制造较为麻烦。4、箱形单主梁桥架:由一根宽翼缘偏轨箱形主梁与端梁不在对称中心连接,以增大桥架的抗倾翻力矩能力。小车偏跨在

典型焊接结构的生产工艺.doc
第七章典型焊接结构的生产工艺焊接结构的品种繁多,应用广泛,本章仅介绍起重机桥架、压力容器和船舶等典型焊接产品的结构,重点描述其制造难点、技术关键及其生产工艺,以便进一步巩固和运用前几章所学的理论知识,以提高分析和解决实际问题的能力。第一节桥式起重机桥架的生产工艺起重机作为运输机械在国民生产各个部门的应用十分广泛,其结构形式多样,如桥式起重机、门式起重机、塔式起重机、汽车起重机等。其中,以桥式起重机应用最广,其结构的制造技术具有典型性,掌握了它的制造技术,对于其它起重机

典型焊接结构的生产工艺.ppt
典型焊接结构的生产工艺压力容器的生产工艺1、压力容器的分类2、压力容器的结构特点(2)封头三、高压压力容器的制造工艺橘瓣式足球瓣式混合式2、球罐的技术条件及其分析球罐的装焊4)球罐的整体热处理