
接装纸定位装置.pdf

雨巷****珺琦

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
接装纸定位装置.pdf
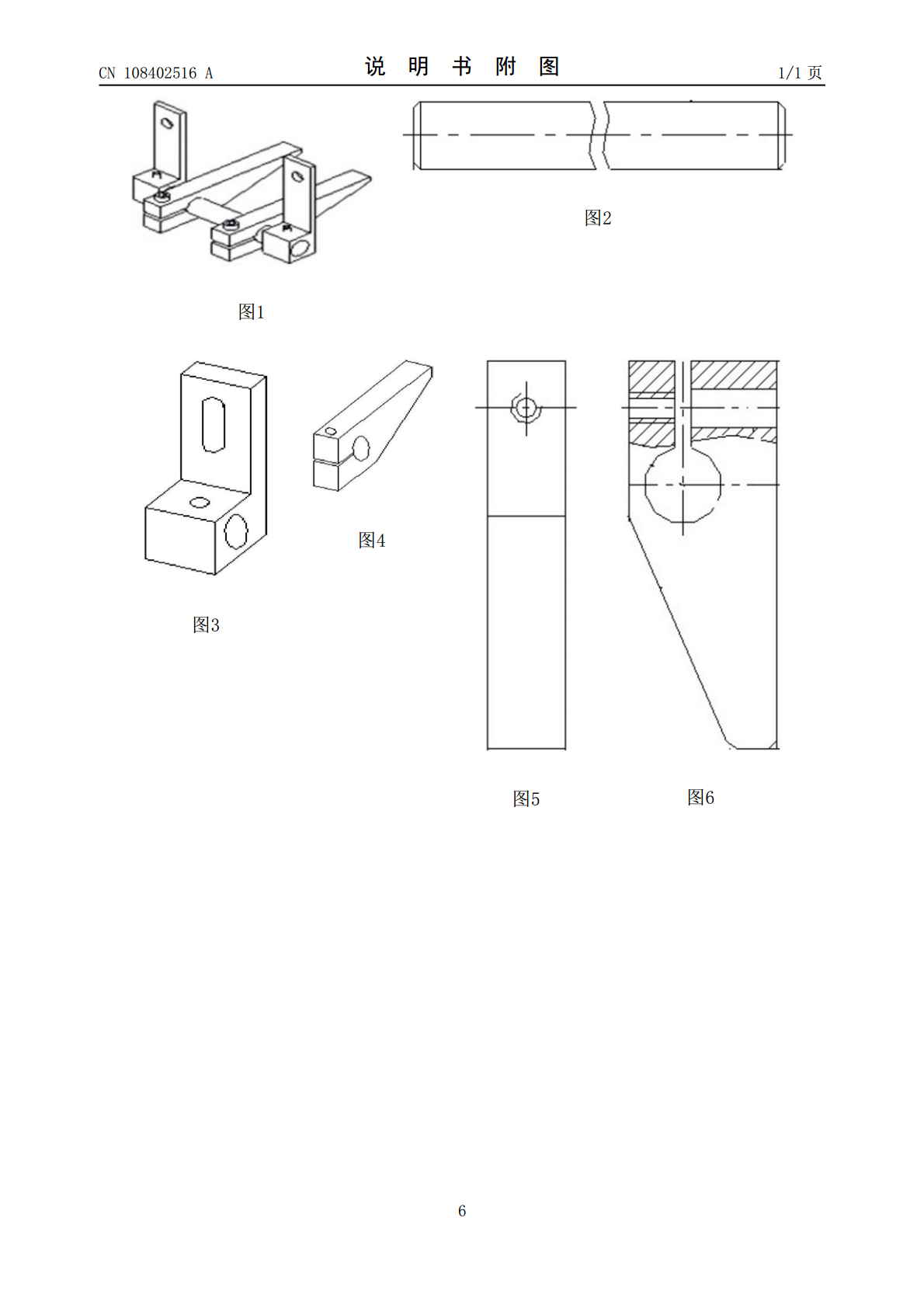
本发明提供一种接装纸定位装置,包括两定位块、定位轴、两接装纸支架、第二接装纸支架;两接装纸支架结构相同并对称安装,一端安装在切纸鼓轮机架上,另一端包括块状体,块状体上开有轴孔,供定位轴穿过并固定;两定位块结构相同并对称安装,一端为楔形体另一端为块状体,块状体上开有轴孔,供定位轴穿过;调整两定位块之间的距离为接装纸的横向尺寸进行精确限位。本申请采用了一种简单的方式,改善了原机性能,解决了ZJ19B卷接机组接装纸在生产过程中长度偏差波动频繁的故障问题,提升了产品外观质量,降低了废烟消耗,实现了现用设备能更好地
逐渐增压的接装纸烫金装置.pdf
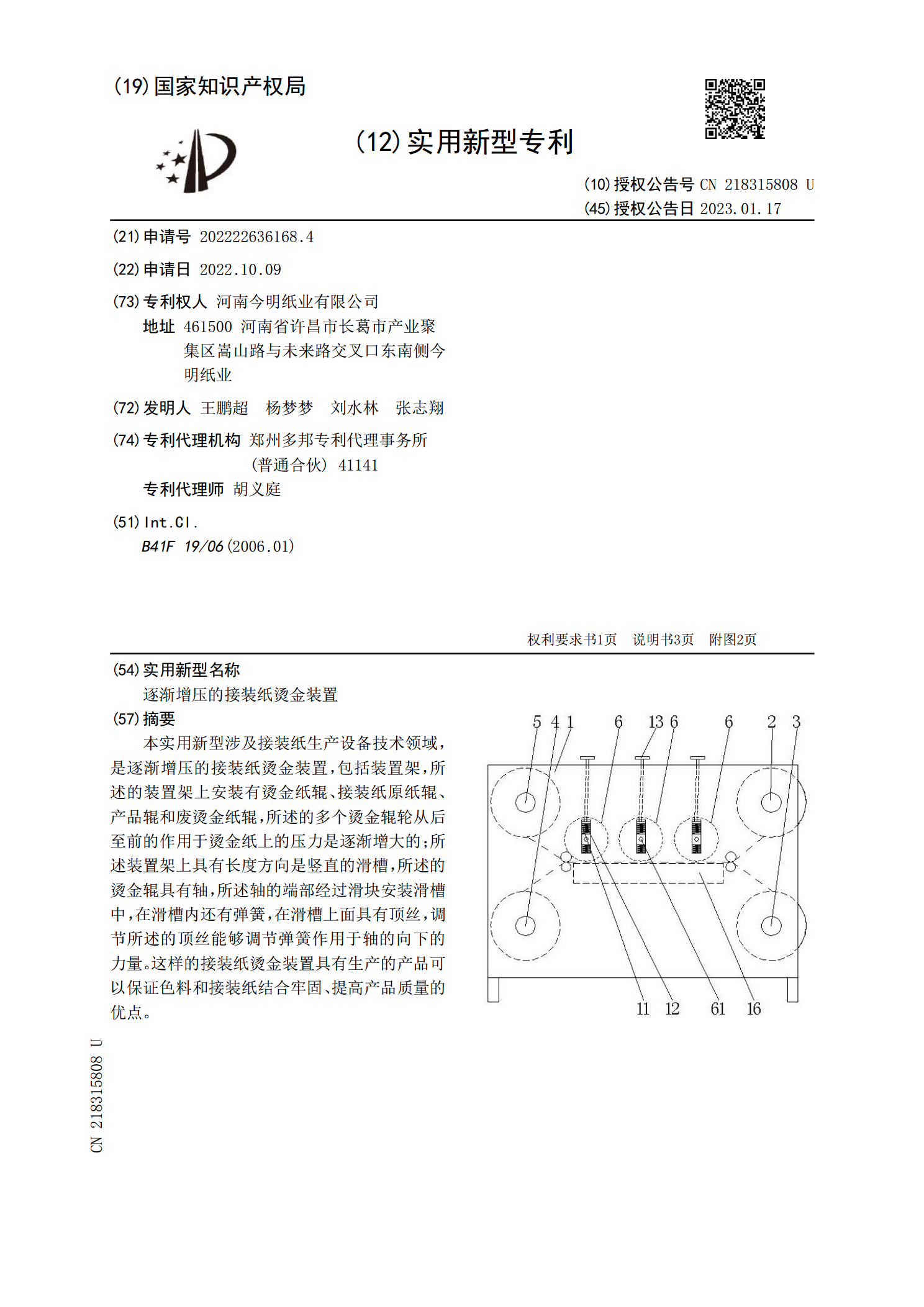
本实用新型涉及接装纸生产设备技术领域,是逐渐增压的接装纸烫金装置,包括装置架,所述的装置架上安装有烫金纸辊、接装纸原纸辊、产品辊和废烫金纸辊,所述的多个烫金辊轮从后至前的作用于烫金纸上的压力是逐渐增大的;所述装置架上具有长度方向是竖直的滑槽,所述的烫金辊具有轴,所述轴的端部经过滑块安装滑槽中,在滑槽内还有弹簧,在滑槽上面具有顶丝,调节所述的顶丝能够调节弹簧作用于轴的向下的力量。这样的接装纸烫金装置具有生产的产品可以保证色料和接装纸结合牢固、提高产品质量的优点。
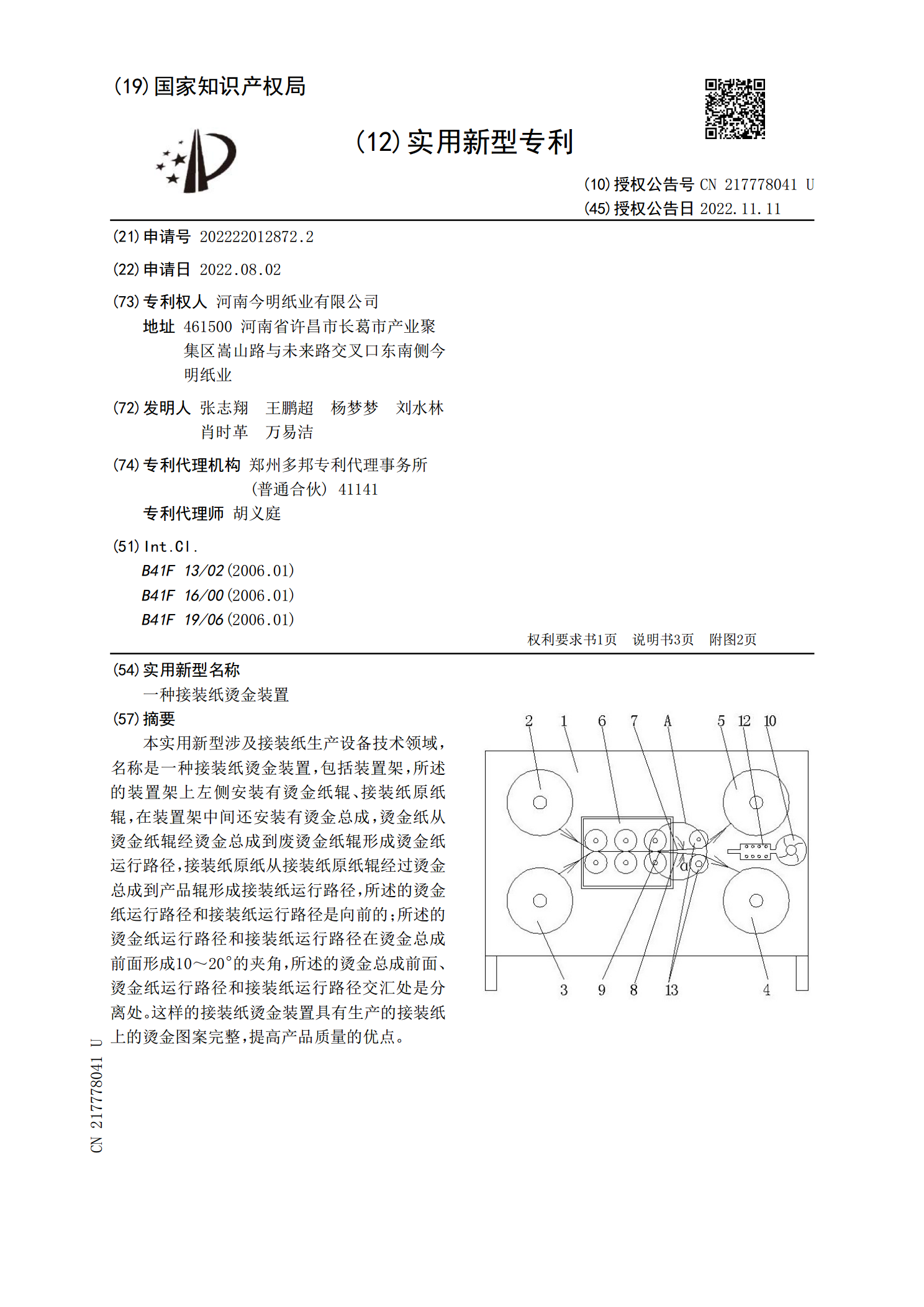
一种接装纸烫金装置.pdf
本实用新型涉及接装纸生产设备技术领域,名称是一种接装纸烫金装置,包括装置架,所述的装置架上左侧安装有烫金纸辊、接装纸原纸辊,在装置架中间还安装有烫金总成,烫金纸从烫金纸辊经烫金总成到废烫金纸辊形成烫金纸运行路径,接装纸原纸从接装纸原纸辊经过烫金总成到产品辊形成接装纸运行路径,所述的烫金纸运行路径和接装纸运行路径是向前的;所述的烫金纸运行路径和接装纸运行路径在烫金总成前面形成10~20°的夹角,所述的烫金总成前面、烫金纸运行路径和接装纸运行路径交汇处是分离处。这样的接装纸烫金装置具有生产的接装纸上的烫金图案
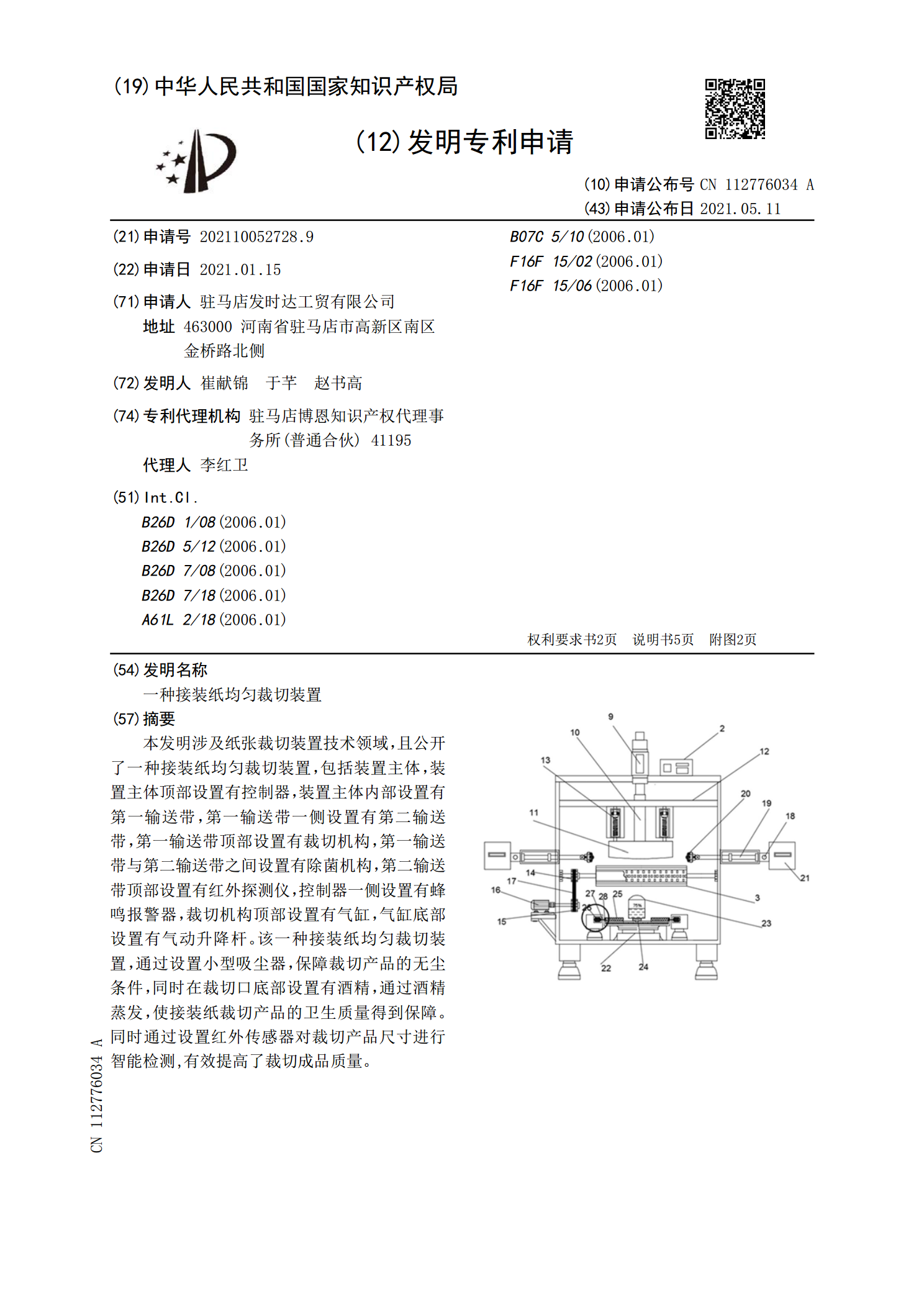
一种接装纸均匀裁切装置.pdf
本发明涉及纸张裁切装置技术领域,且公开了一种接装纸均匀裁切装置,包括装置主体,装置主体顶部设置有控制器,装置主体内部设置有第一输送带,第一输送带一侧设置有第二输送带,第一输送带顶部设置有裁切机构,第一输送带与第二输送带之间设置有除菌机构,第二输送带顶部设置有红外探测仪,控制器一侧设置有蜂鸣报警器,裁切机构顶部设置有气缸,气缸底部设置有气动升降杆。该一种接装纸均匀裁切装置,通过设置小型吸尘器,保障裁切产品的无尘条件,同时在裁切口底部设置有酒精,通过酒精蒸发,使接装纸裁切产品的卫生质量得到保障。同时通过设置红
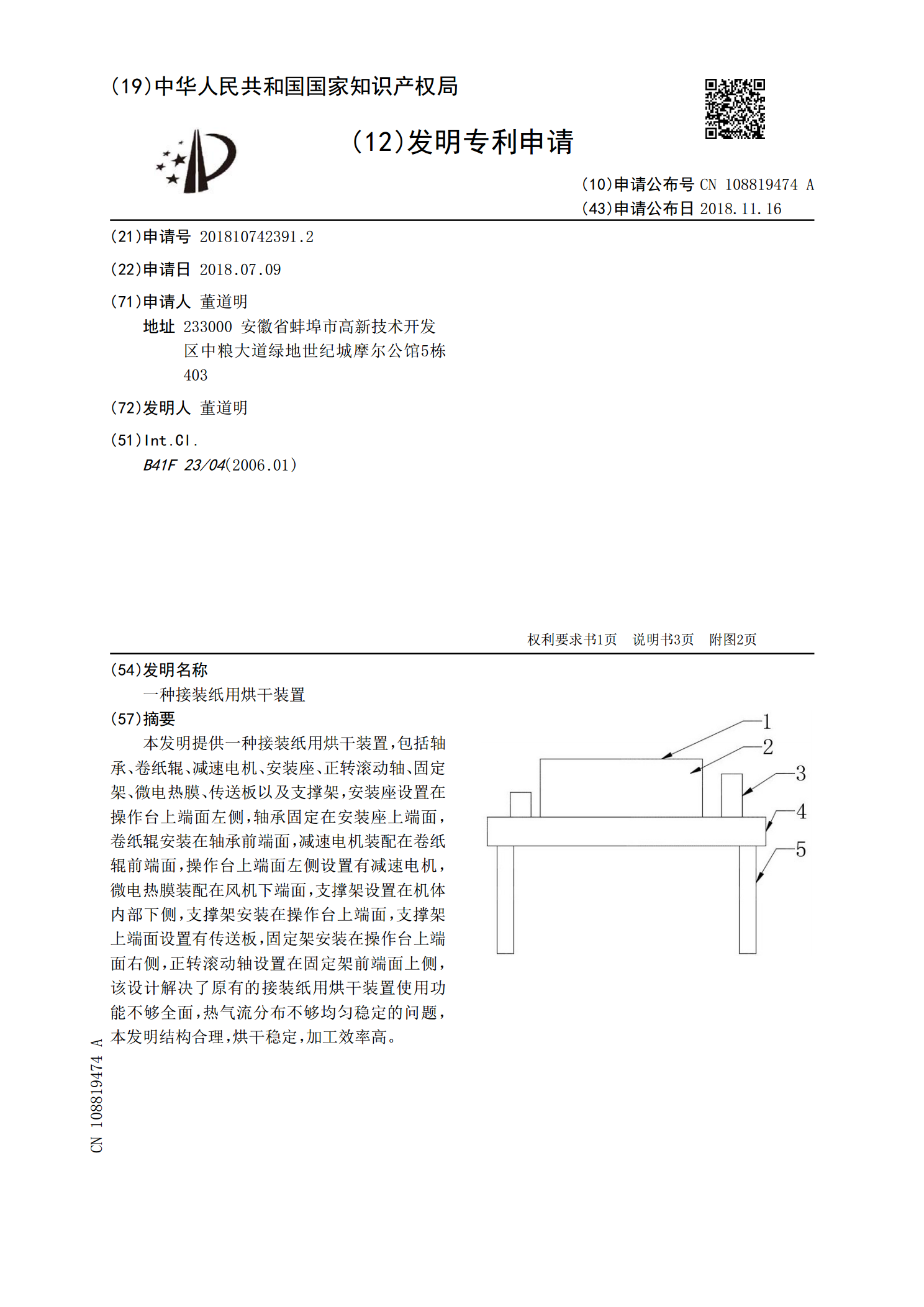
一种接装纸用烘干装置.pdf
本发明提供一种接装纸用烘干装置,包括轴承、卷纸辊、减速电机、安装座、正转滚动轴、固定架、微电热膜、传送板以及支撑架,安装座设置在操作台上端面左侧,轴承固定在安装座上端面,卷纸辊安装在轴承前端面,减速电机装配在卷纸辊前端面,操作台上端面左侧设置有减速电机,微电热膜装配在风机下端面,支撑架设置在机体内部下侧,支撑架安装在操作台上端面,支撑架上端面设置有传送板,固定架安装在操作台上端面右侧,正转滚动轴设置在固定架前端面上侧,该设计解决了原有的接装纸用烘干装置使用功能不够全面,热气流分布不够均匀稳定的问题,本发明