
一种加工带阶梯轴齿轮的工艺.pdf

是你****盟主

1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加工带阶梯轴齿轮的工艺.pdf
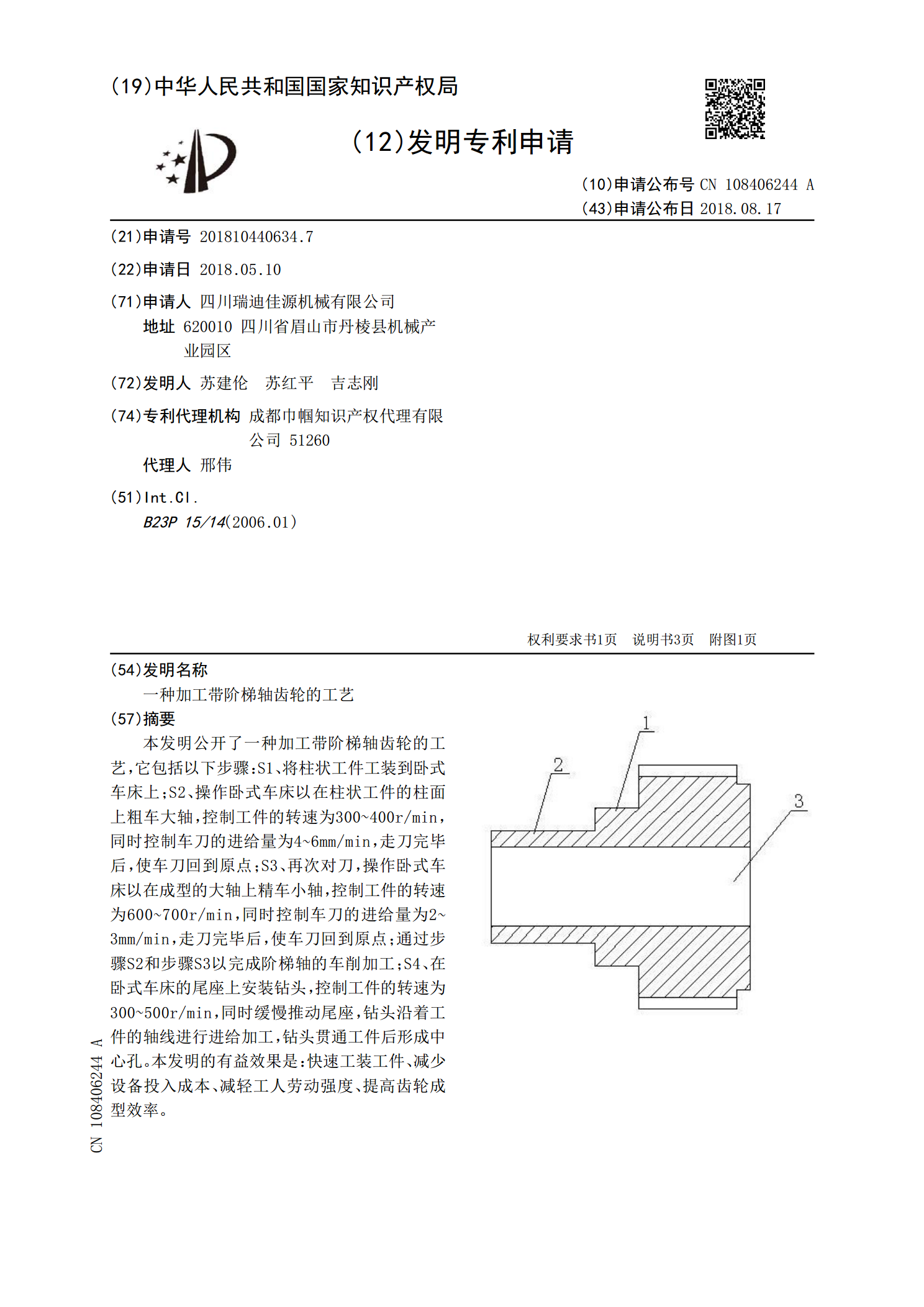
本发明公开了一种加工带阶梯轴齿轮的工艺,它包括以下步骤:S1、将柱状工件工装到卧式车床上;S2、操作卧式车床以在柱状工件的柱面上粗车大轴,控制工件的转速为300~400r/min,同时控制车刀的进给量为4~6mm/min,走刀完毕后,使车刀回到原点;S3、再次对刀,操作卧式车床以在成型的大轴上精车小轴,控制工件的转速为600~700r/min,同时控制车刀的进给量为2~3mm/min,走刀完毕后,使车刀回到原点;通过步骤S2和步骤S3以完成阶梯轴的车削加工;S4、在卧式车床的尾座上安装钻头,控制工件的转速

阶梯轴的加工工艺.docx
平顶山工业职业技术学院阶梯轴的加工工艺班级:姓名:学号:成绩:目录一零件的工艺分析·······················6二生产纲领的计算与生产类型的确定······10三确定毛坯、绘制毛坯图·················11四拟定轴的工艺路线·····················12五选择加工设备及工艺装备··············16六加工工序设计·························17七加工后零件的三维图···················24八设计小结······
阶梯轴加工工艺过程.doc
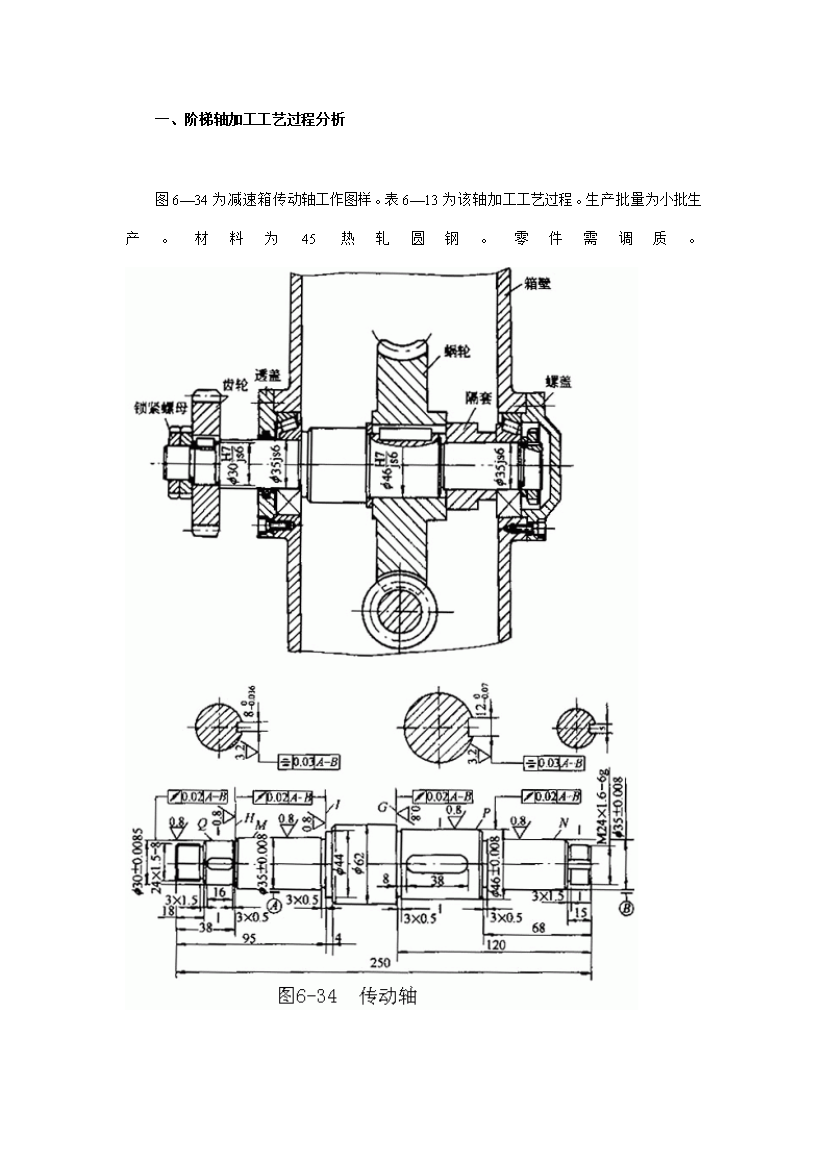
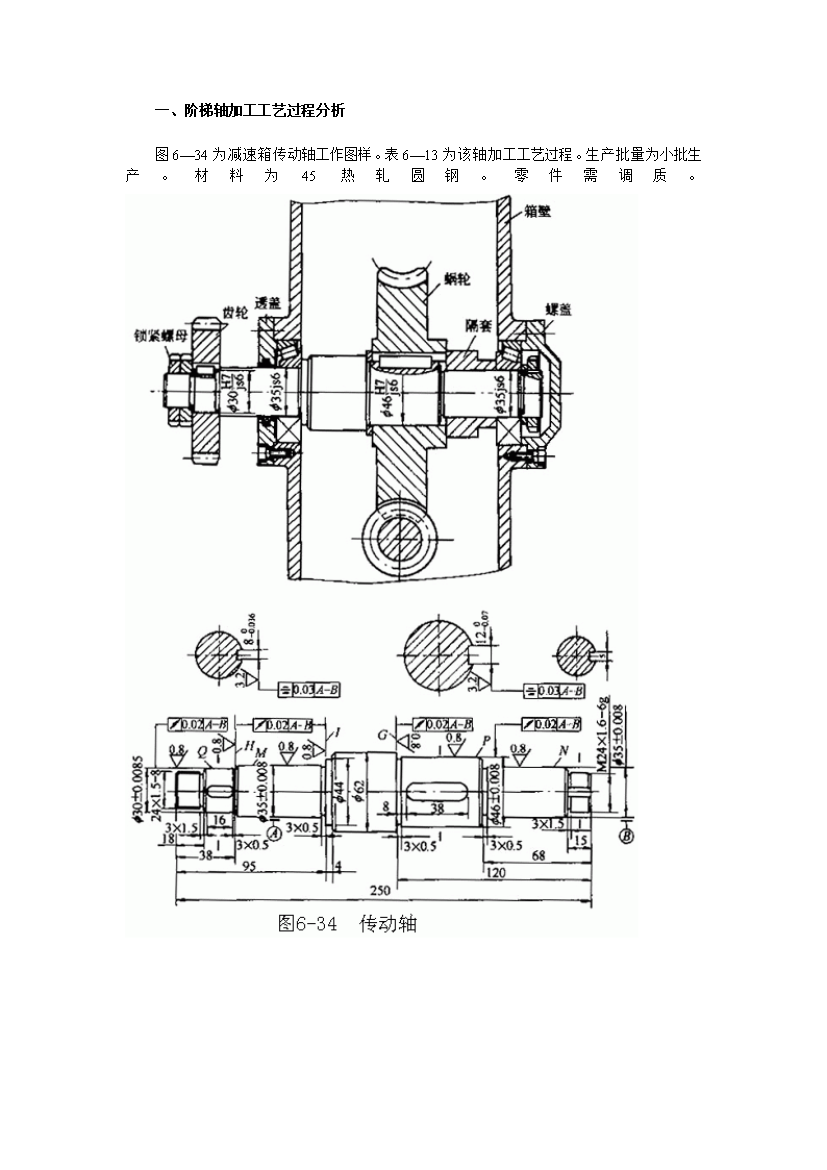
一、阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。(一)构造及技术条件分析该轴为没有中心通孔旳多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高旳尺寸精度和形状位置精度,并有较小旳表面粗糙度值,该轴有调质热处理规定。(二)加工工艺过程分析1.确定重要表面加工措施和加工方案。传动轴大多是回转表面,重要是采用车削和外圆磨削。由于该轴重要表面M,N,P,Q旳公差等级较高(IT6),表面粗糙度值较小
阶梯轴加工工艺过程.doc
一、阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。(一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小

阶梯轴加工工艺过程-.doc
一、阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。〔一〕结构及技术条件分析该轴为没有中心通孔的多阶梯轴。依据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。〔二〕加工工艺过程分析1.确定主要表面加工方法和加工方案。传动轴大多是回转表面,主要是采纳车削和外圆磨削。由于该轴主要表面M,N,P,Q的公差等级较高〔IT6〕,表面粗糙度值较小