
一种平面光学元件磨削加工方法.pdf

论文****可爱

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种平面光学元件磨削加工方法.pdf
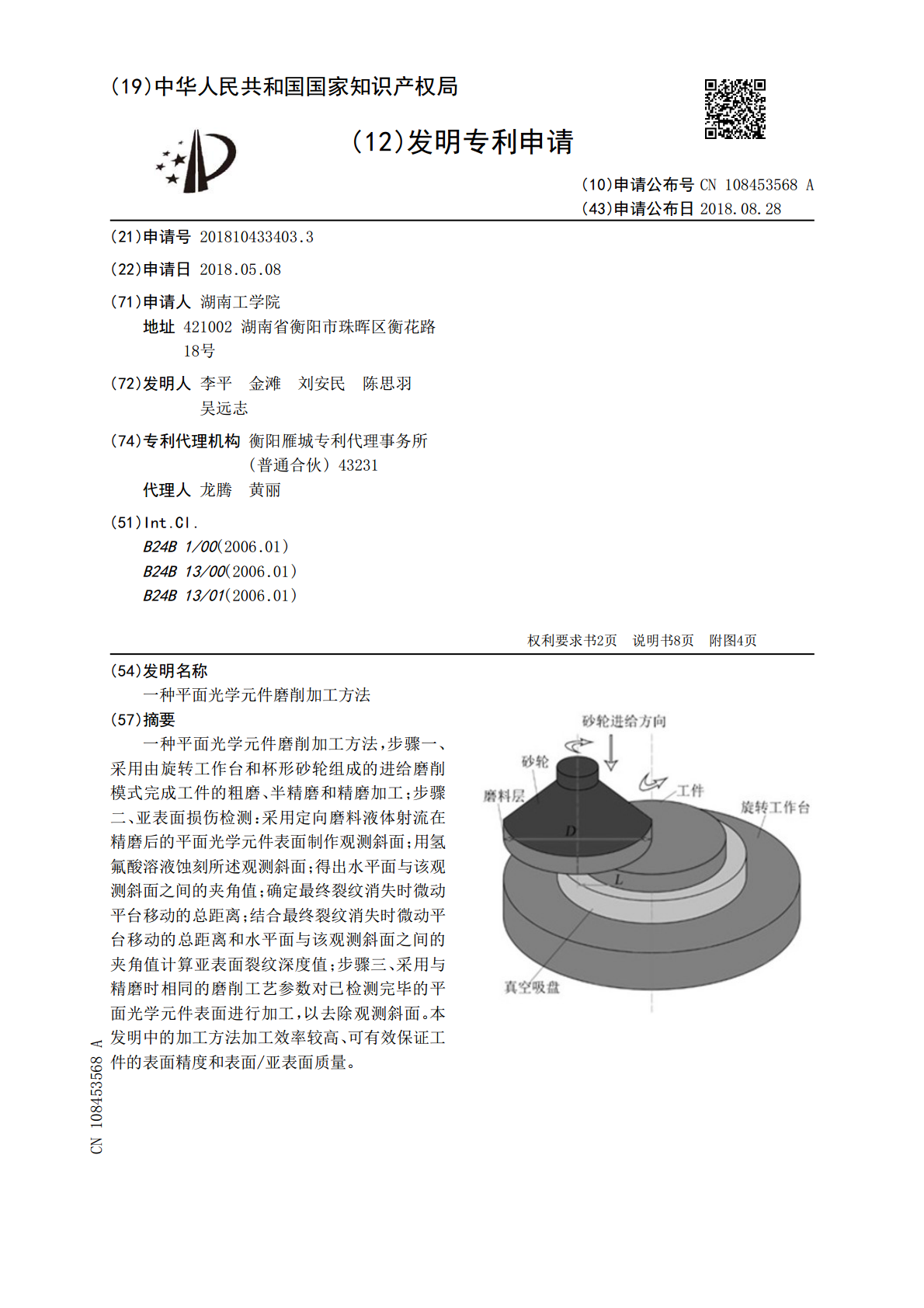
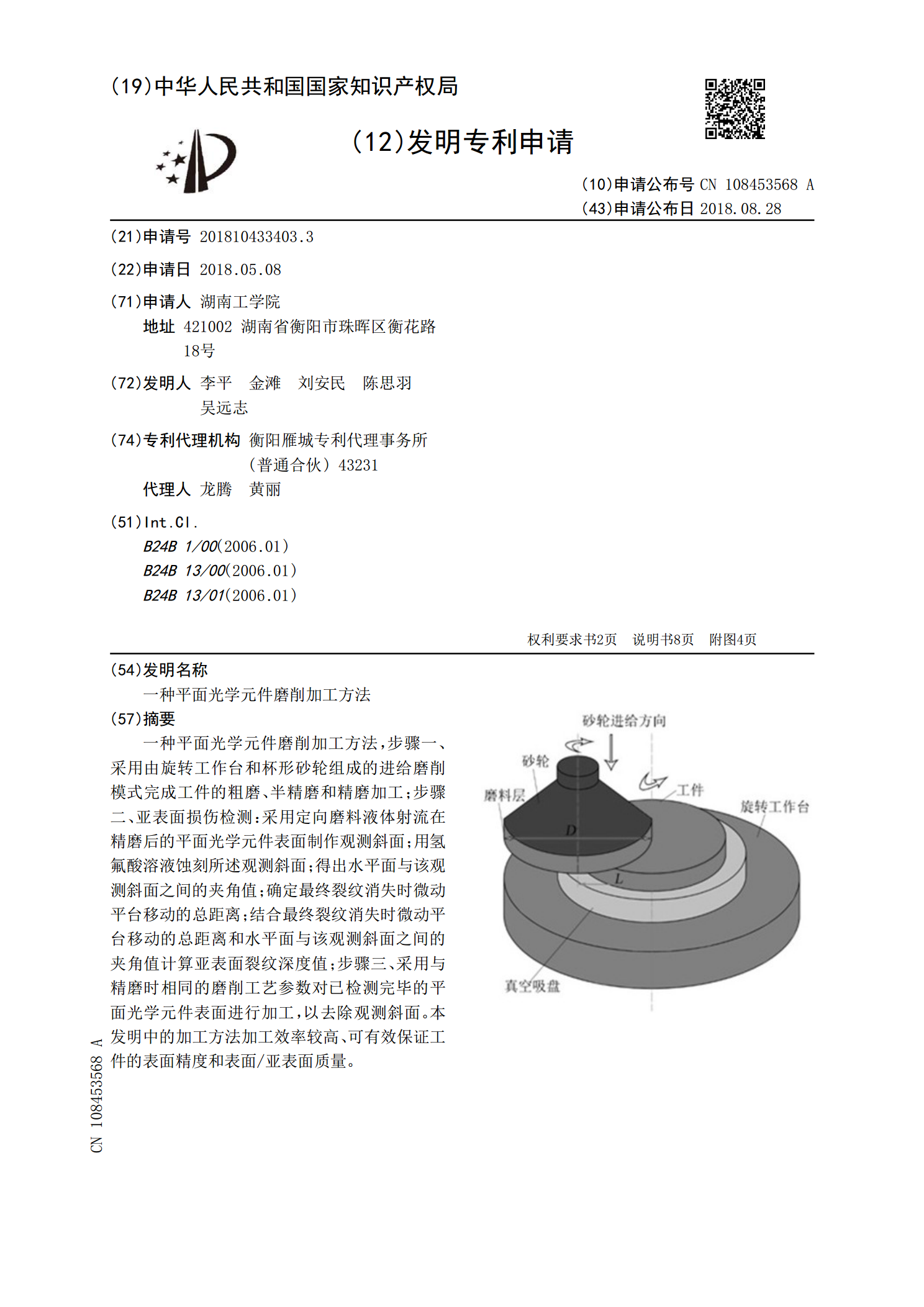
一种平面光学元件磨削加工方法,步骤一、采用由旋转工作台和杯形砂轮组成的进给磨削模式完成工件的粗磨、半精磨和精磨加工;步骤二、亚表面损伤检测:采用定向磨料液体射流在精磨后的平面光学元件表面制作观测斜面;用氢氟酸溶液蚀刻所述观测斜面;得出水平面与该观测斜面之间的夹角值;确定最终裂纹消失时微动平台移动的总距离;结合最终裂纹消失时微动平台移动的总距离和水平面与该观测斜面之间的夹角值计算亚表面裂纹深度值;步骤三、采用与精磨时相同的磨削工艺参数对已检测完毕的平面光学元件表面进行加工,以去除观测斜面。本发明中的加工方法
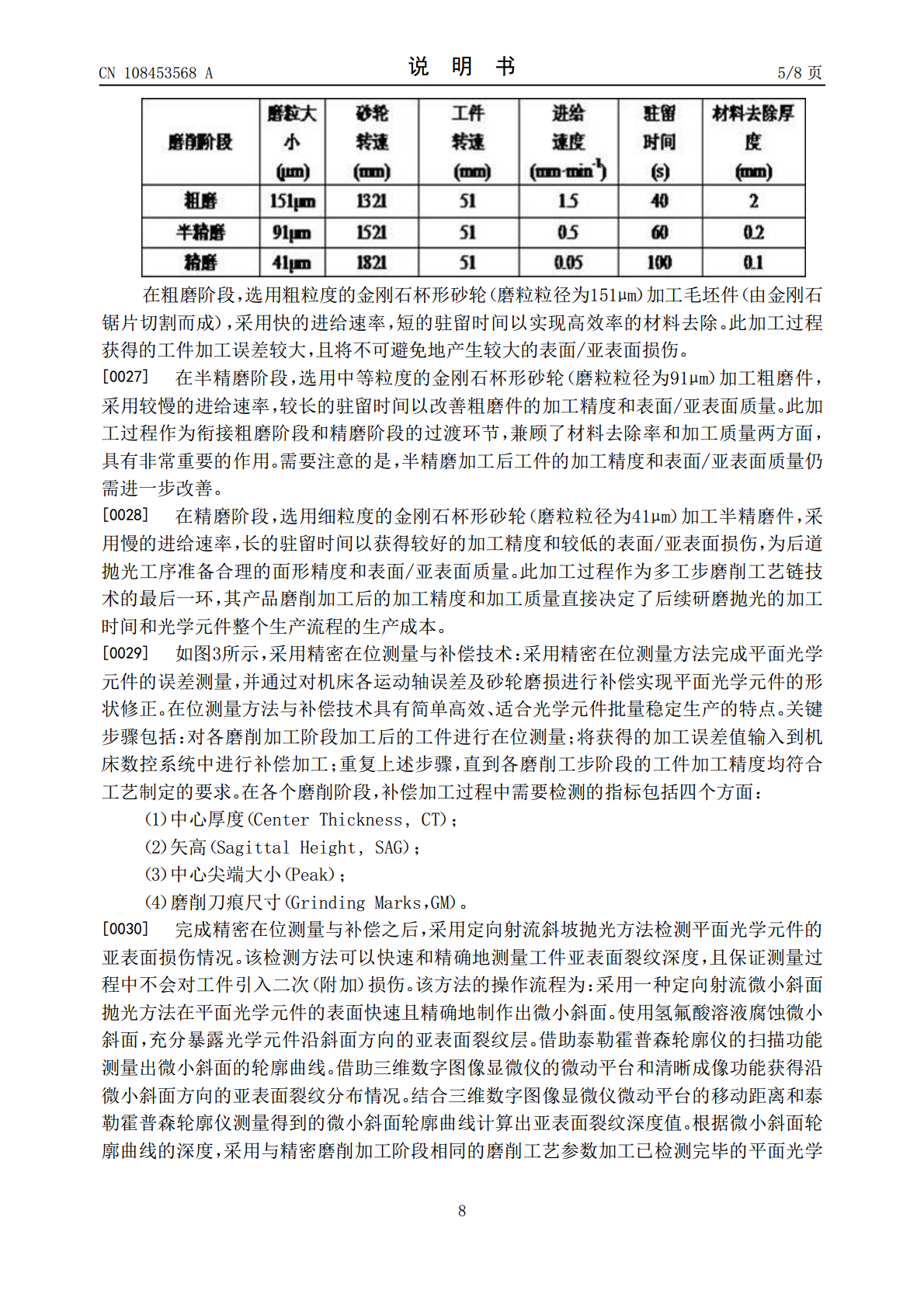
大口径异形平面元件光学加工夹具及加工方法.pdf
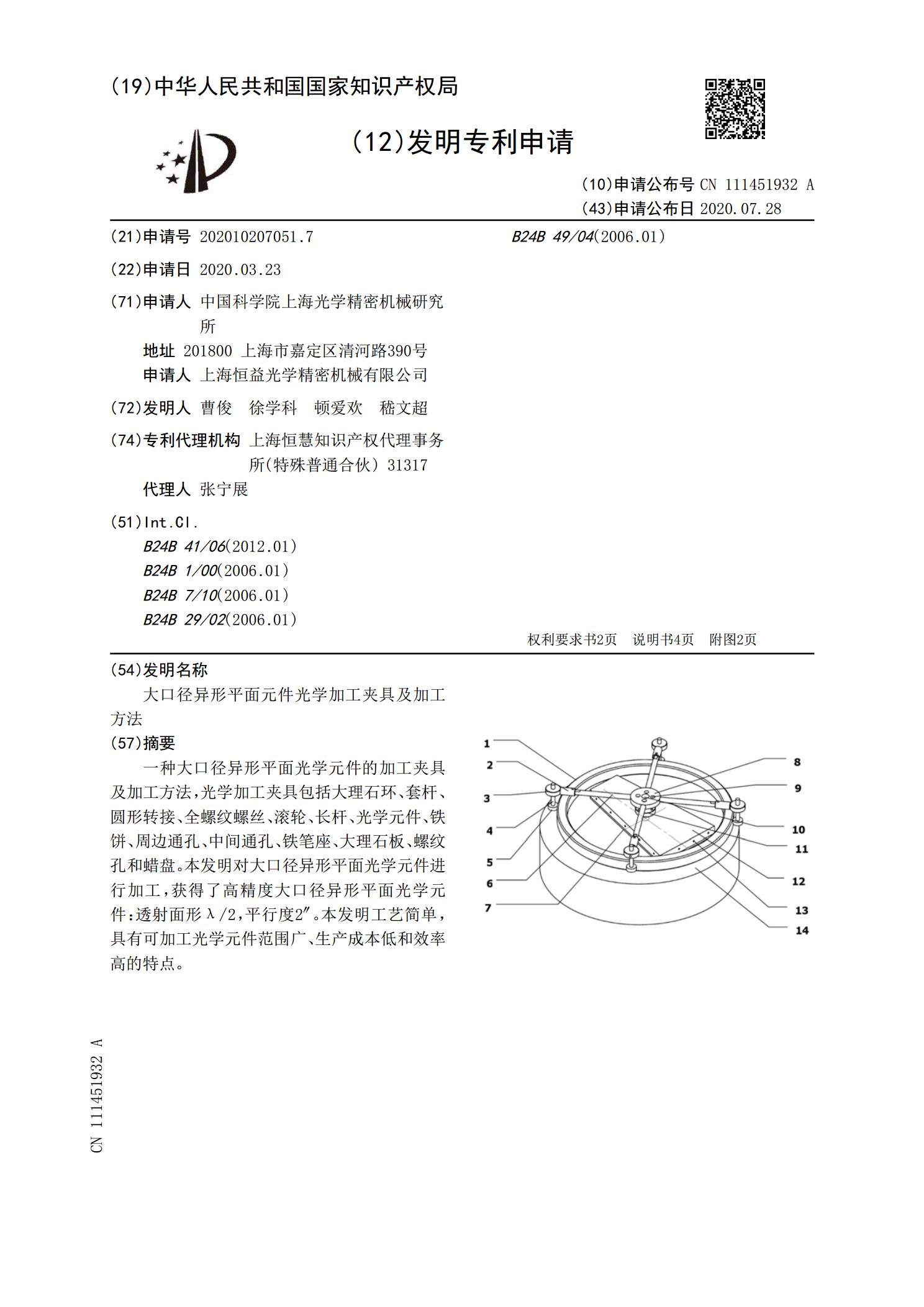
一种大口径异形平面光学元件的加工夹具及加工方法,光学加工夹具包括大理石环、套杆、圆形转接、全螺纹螺丝、滚轮、长杆、光学元件、铁饼、周边通孔、中间通孔、铁笔座、大理石板、螺纹孔和蜡盘。本发明对大口径异形平面光学元件进行加工,获得了高精度大口径异形平面光学元件:透射面形λ/2,平行度2″。本发明工艺简单,具有可加工光学元件范围广、生产成本低和效率高的特点。
四平面磨削加工磨床及其交叉同步磨削方法.pdf
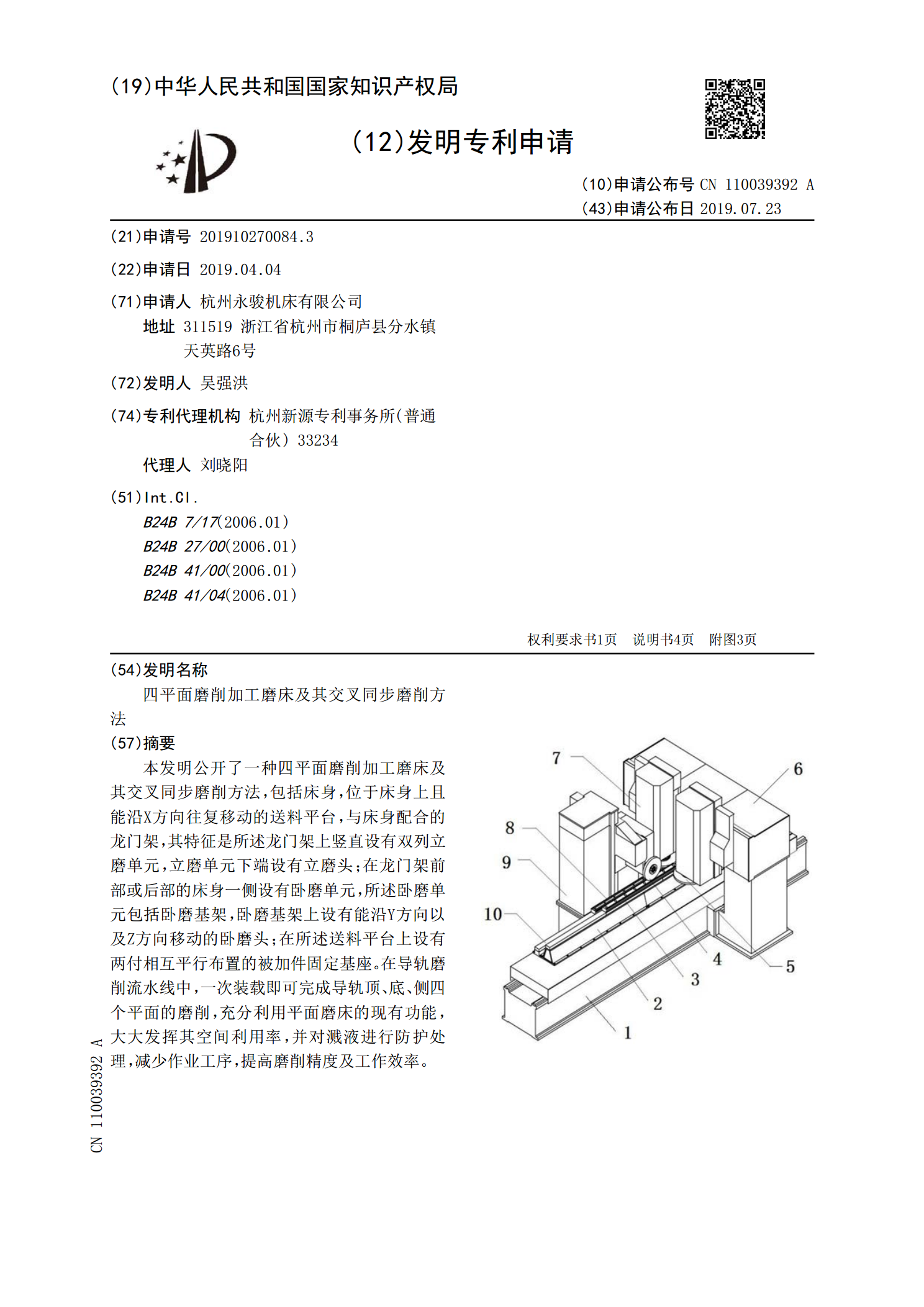
本发明公开了一种四平面磨削加工磨床及其交叉同步磨削方法,包括床身,位于床身上且能沿X方向往复移动的送料平台,与床身配合的龙门架,其特征是所述龙门架上竖直设有双列立磨单元,立磨单元下端设有立磨头;在龙门架前部或后部的床身一侧设有卧磨单元,所述卧磨单元包括卧磨基架,卧磨基架上设有能沿Y方向以及Z方向移动的卧磨头;在所述送料平台上设有两付相互平行布置的被加件固定基座。在导轨磨削流水线中,一次装载即可完成导轨顶、底、侧四个平面的磨削,充分利用平面磨床的现有功能,大大发挥其空间利用率,并对溅液进行防护处理,减少作业

平面光学元件的加工技术.pdf
平面光学元件的加工技术浙江大学光电信息工程系曹天宁宁波华光精密仪器有限公司周柳云光学平面零件包括棱镜、平行平面板、平面反光镜、平晶、光楔、光盘片基、滤光片、波片、倍频器、液晶光屏平面等等。其大小从φ1mm到φ1000mm或更大,材料主要是光学玻璃,有时是光学晶体,为了达到高精度与高效率,采用技术方法很多,有铣磨、精磨、研磨、抛光、分离器抛光、环抛、水中抛光(BFP)、单点金刚石飞切(SPDFC)、计算机机控制小工具抛修(CCP)、离子抛光等等。从机理上考察,可以归纳为三类基本方法一、范成法形成平面特点是依

一种磨削加工方法.pdf
本发明涉及磨削加工领域,具体为一种磨削加工方法。将控制机构的输入端连接砂轮驱动电机,控制机构的输出端连接X轴驱动电机,电机转矩检测部位的输入端与砂轮驱动电机连接,电机转矩检测部位的输出端与转矩稳定判定组件连接,转矩稳定判定组件的输出端与切入进给控制部件连接,切入进给控制部件的输出端连接驱动回路,驱动回路的输出端连接X轴驱动电机。采用本发明方法由于粗加工切入进给速度低时,用于粗加工后的精加工目标扭矩设定的较低,为了保证实际的转动扭矩在此精加工扭矩范围内,控制精加工切入进给速度。因此,即使不知道砂轮的快钝,也