
机械识图基础培训精选课件.ppt

天马****23


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

机械识图基础培训精选课件.ppt
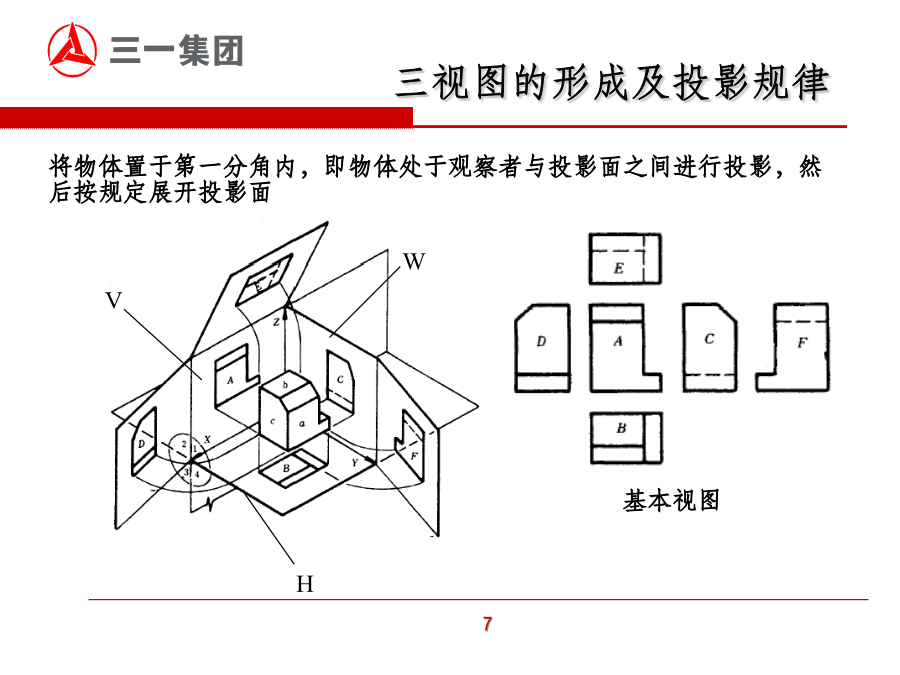
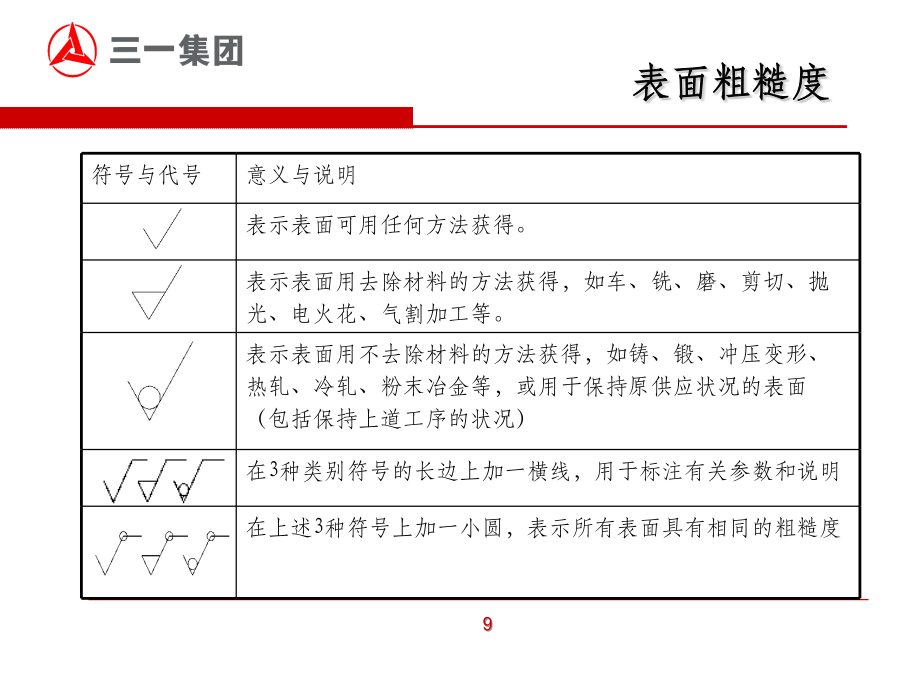
机械识图基础培训课程目录三视图的形成及投影规律三视图的形成及投影规律三视图的形成及投影规律三视图的形成及投影规律V符号与代号表面特征加工面公差带几何特征符号几何特征符号图样标注机加件符号说明示例粗点画线:限定范围表示线倒角注法:45°倒角的注法:1×45°→C1非45°倒角标注旧的标准用“均布”,新的标准用英文缩写字母EQS表示“深度、沉孔或锪平、埋头孔、正方形、弧长、展开长、旋向等”符号新制图标准启用了表示“深”“沉孔或锪平”“埋头孔”“展开长”的符号一般的退刀槽可按“槽宽×直径”或“槽宽×槽深”的形式
机械识图培训课件精选课件.ppt
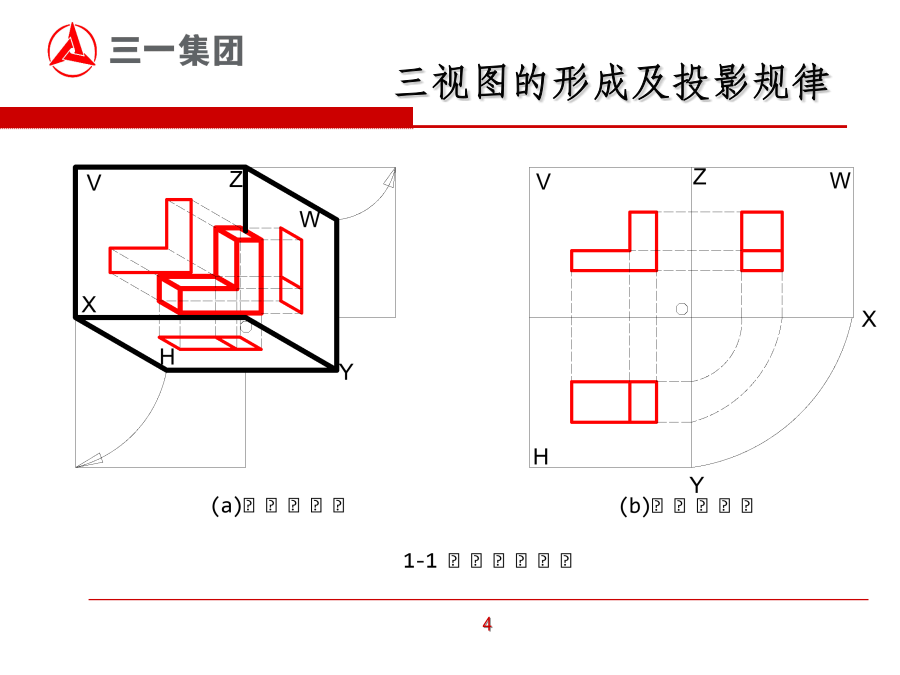
机械知识培训之目录前言一、培训目的二、机械图的重要性1.1机械图样1.2识图基础图纸幅面及格式比例、字体、图线尺寸注法1.3斜度和锥度1.4投影规律二、投影的分类根据投射中心到投影面的距离,投影分为中心投影法和平行投影法;平行投影根据投射线与投影面是否垂直的位置关系又分为正投影和斜投影。如下图所示。三、正投影的基本性质正投影的性质见表所示。四、三面投影体系五、三视图的形成长对正-----主视图与俯视图相应投影长度相等;高平齐-----主视图与左视图相应投影高度相等;宽相等-----俯视图与左视图相应投影宽
机械识图基础精选课件.ppt
机械识图基础长方体立体图形和平面图形的转化:利用骰子,摆成下面的图形,分别从正面、左面、上面观察这个图形,各能得到什么平面图形?下面是一个组合图形的三视图,请描述物体形状投影视图与我们前面看的视图是一样的,表达方式不一样而以。圆柱体的投影面我前看、上看二看就可以确定圆锥体外形了!!球体的所有在投影都一个样哦!!三角体投影视图从你所在的位置看这组几何体,看到的是什么样子?能否把你所看到的样子画下来?俯视图这三个前视图是一样的还需要其它的视图才能区分开来!那个视图区别最大呢?视图的形成如图1-10所示,三视图
机械识图培训课件.ppt
机械知识培训之目录前言一、培训目的二、机械图的重要性1.1机械图样1.2识图基础图纸幅面及格式比例、字体、图线尺寸注法1.3斜度和锥度1.4投影规律二、投影的分类根据投射中心到投影面的距离,投影分为中心投影法和平行投影法;平行投影根据投射线与投影面是否垂直的位置关系又分为正投影和斜投影。如下图所示。三、正投影的基本性质正投影的性质见表所示。四、三面投影体系五、三视图的形成长对正-----主视图与俯视图相应投影长度相等;高平齐-----主视图与左视图相应投影高度相等;宽相等-----俯视图与左视图相应投影宽

机械识图培训课件.ppt
机械知识培训之目录前言一、培训目的二、机械图的重要性1.1机械图样1.2识图基础图纸幅面及格式比例、字体、图线尺寸注法1.3斜度和锥度1.4投影规律二、投影的分类根据投射中心到投影面的距离,投影分为中心投影法和平行投影法;平行投影根据投射线与投影面是否垂直的位置关系又分为正投影和斜投影。如下图所示。三、正投影的基本性质正投影的性质见表所示。四、三面投影体系五、三视图的形成长对正-----主视图与俯视图相应投影长度相等;高平齐-----主视图与左视图相应投影高度相等;宽相等-----俯视图与左视图相应投影宽