
一种铝电池方壳制造工艺专用拉伸设备.pdf

是你****韵呀

1/7
2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝电池方壳制造工艺专用拉伸设备.pdf
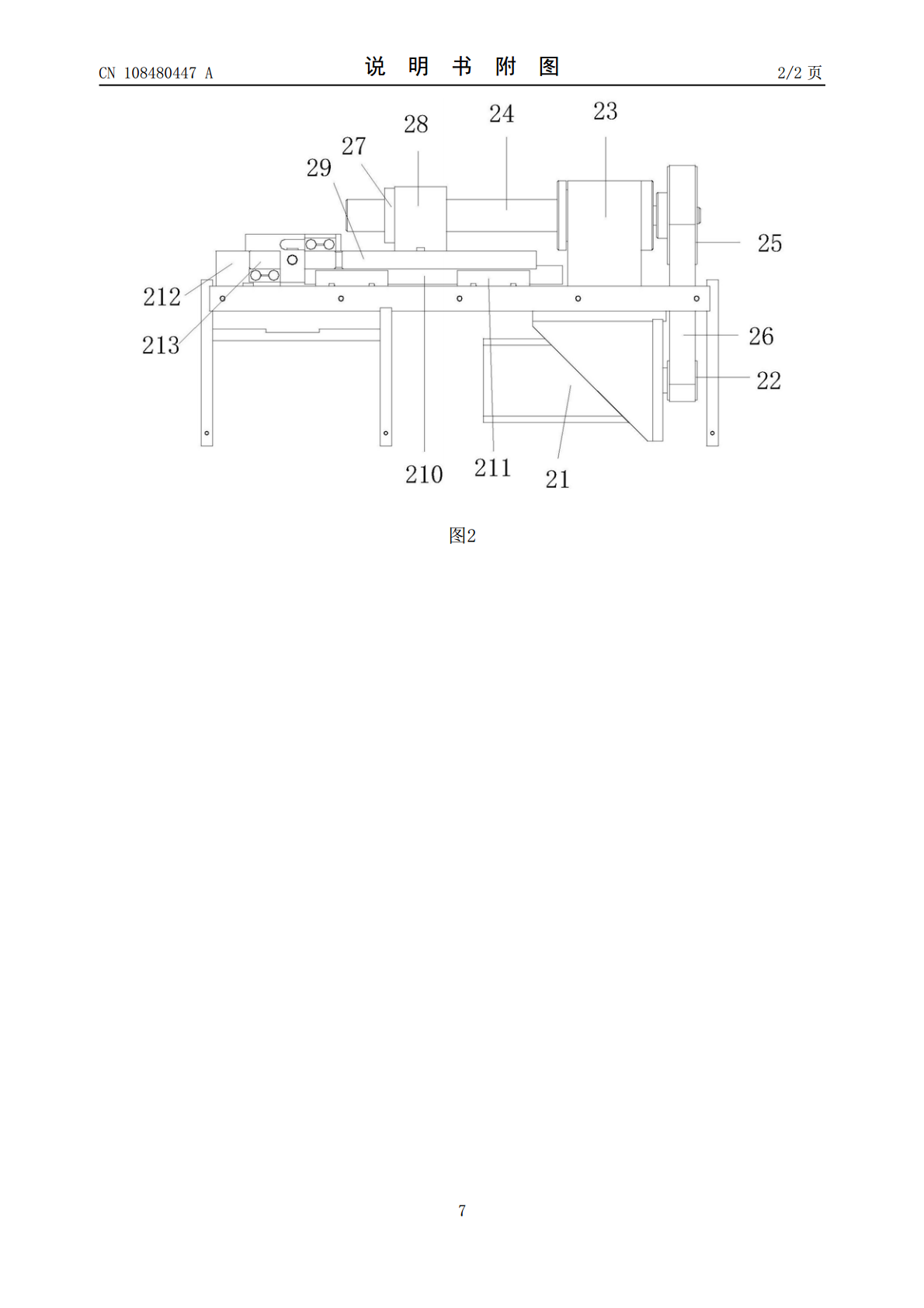
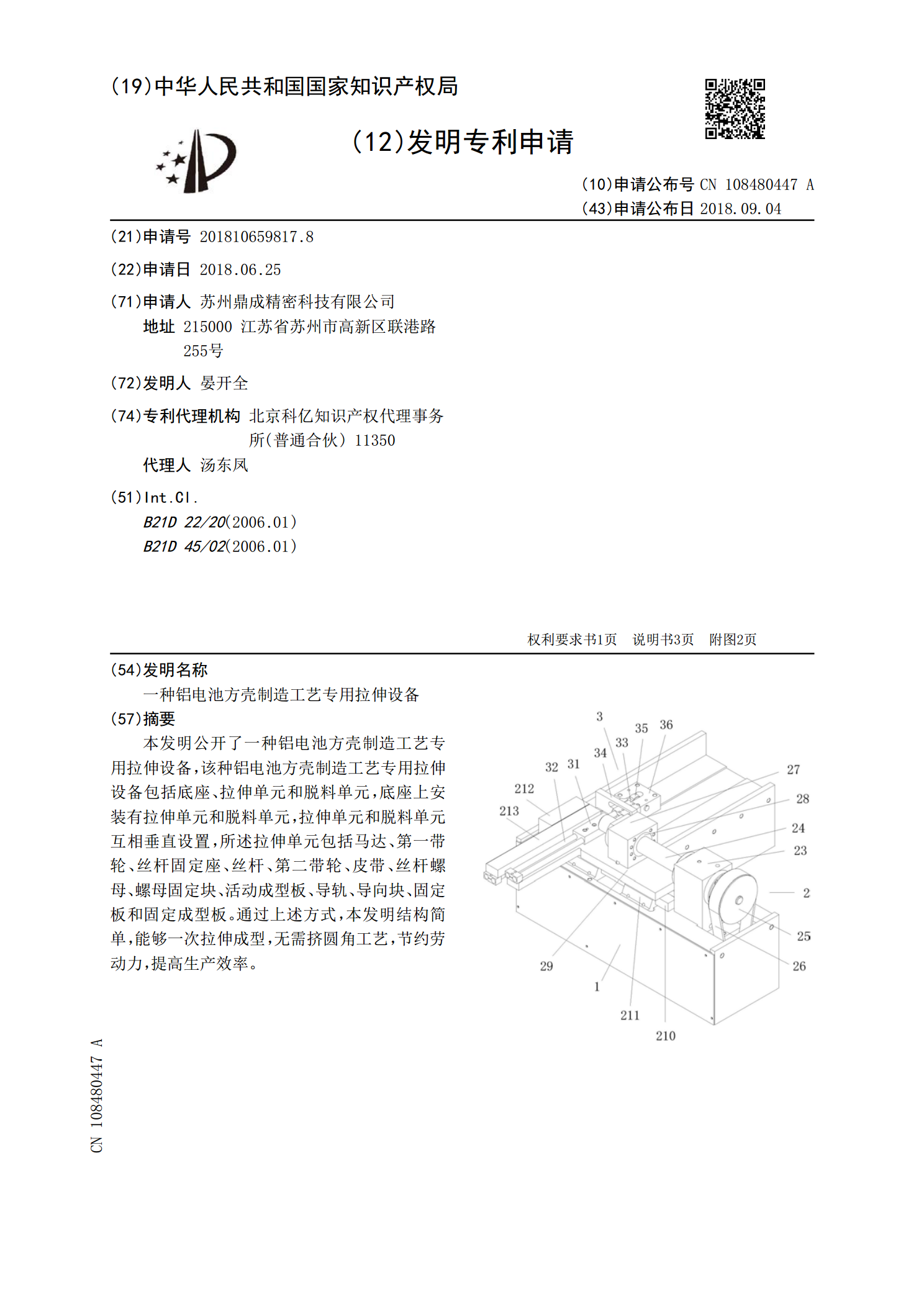
本发明公开了一种铝电池方壳制造工艺专用拉伸设备,该种铝电池方壳制造工艺专用拉伸设备包括底座、拉伸单元和脱料单元,底座上安装有拉伸单元和脱料单元,拉伸单元和脱料单元互相垂直设置,所述拉伸单元包括马达、第一带轮、丝杆固定座、丝杆、第二带轮、皮带、丝杆螺母、螺母固定块、活动成型板、导轨、导向块、固定板和固定成型板。通过上述方式,本发明结构简单,能够一次拉伸成型,无需挤圆角工艺,节约劳动力,提高生产效率。
铝壳电池工艺核算.xls
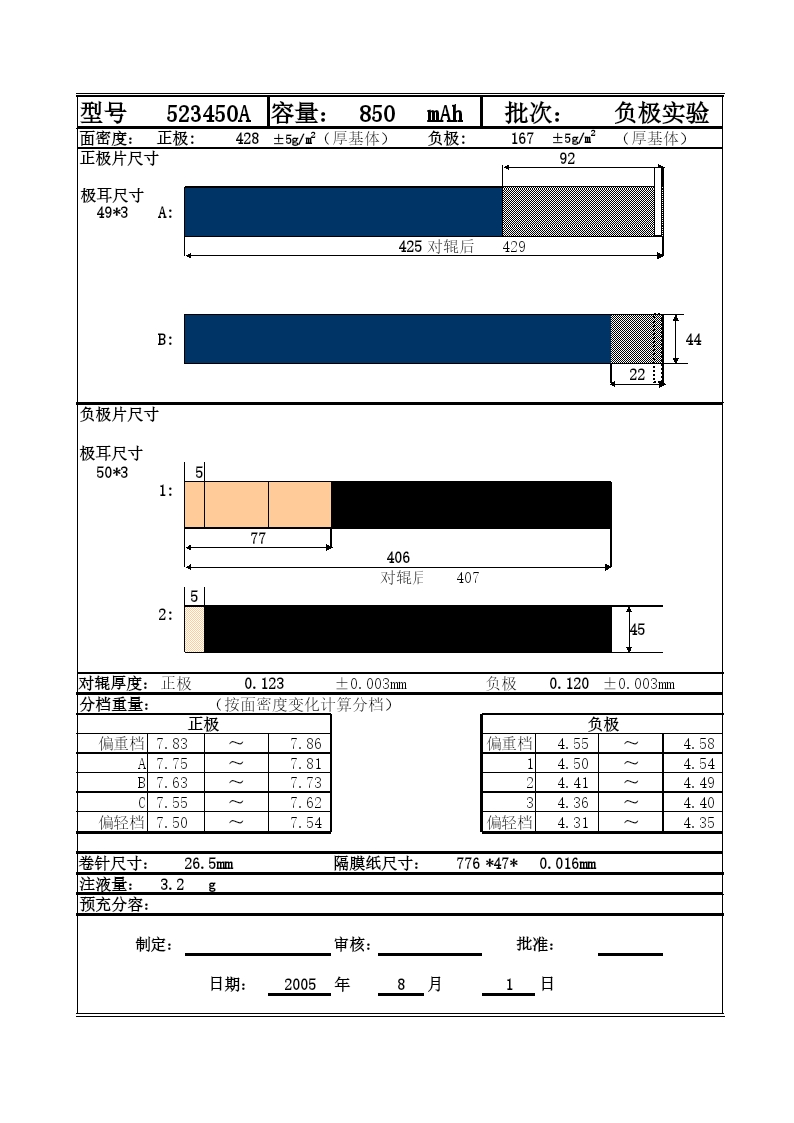
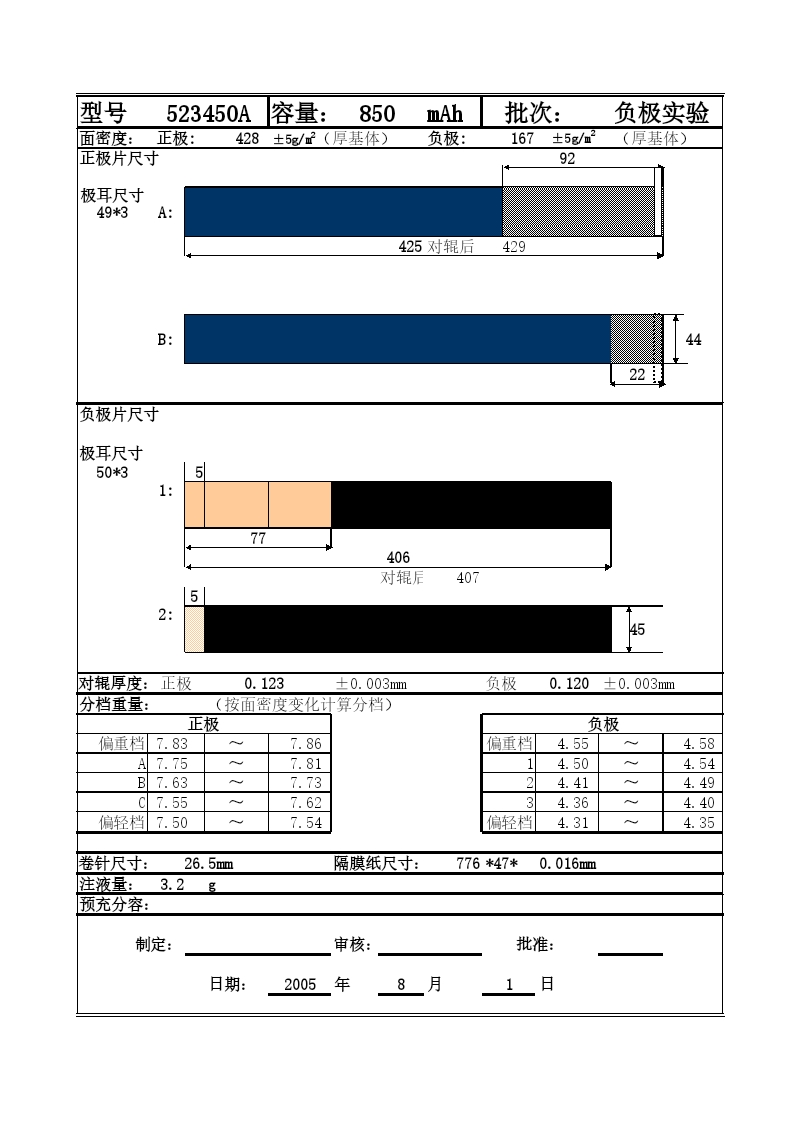
备注:红色字体为填写项目设计容量:正极设计容量型号:423450930正极极片参数设计极性极耳端刮粉定刮末端大刮粉位正极052290片长总双刮粉敷料面积基体面密度基体重量42558.516126430.80负极极片参数设计极性极耳端刮粉极耳折片折片处总刮片宽负极30.555645折后片长总双刮粉敷料面积基体面密度基体重量374.530.516852.5891.622025容量参数设计正极设计比容量(混合物):130负极面密度183正敷料量(B档下线)7.15正极面密度444负极设计比容量(混合物):305
铝壳电池工艺核算 (2).xls
备注:红色字体为填写项目设计容量:正极设计容量型号:423450930正极极片参数设计极性极耳端刮粉定刮末端大刮粉位正极052290片长总双刮粉敷料面积基体面密度基体重量42558.516126430.80负极极片参数设计极性极耳端刮粉极耳折片折片处总刮片宽负极30.555645折后片长总双刮粉敷料面积基体面密度基体重量374.530.516852.5891.622025容量参数设计正极设计比容量(混合物):130负极面密度183正敷料量(B档下线)7.15正极面密度444负极设计比容量(混合物):305
一种圆柱电池钢壳拉伸成型专用凹模装置.pdf
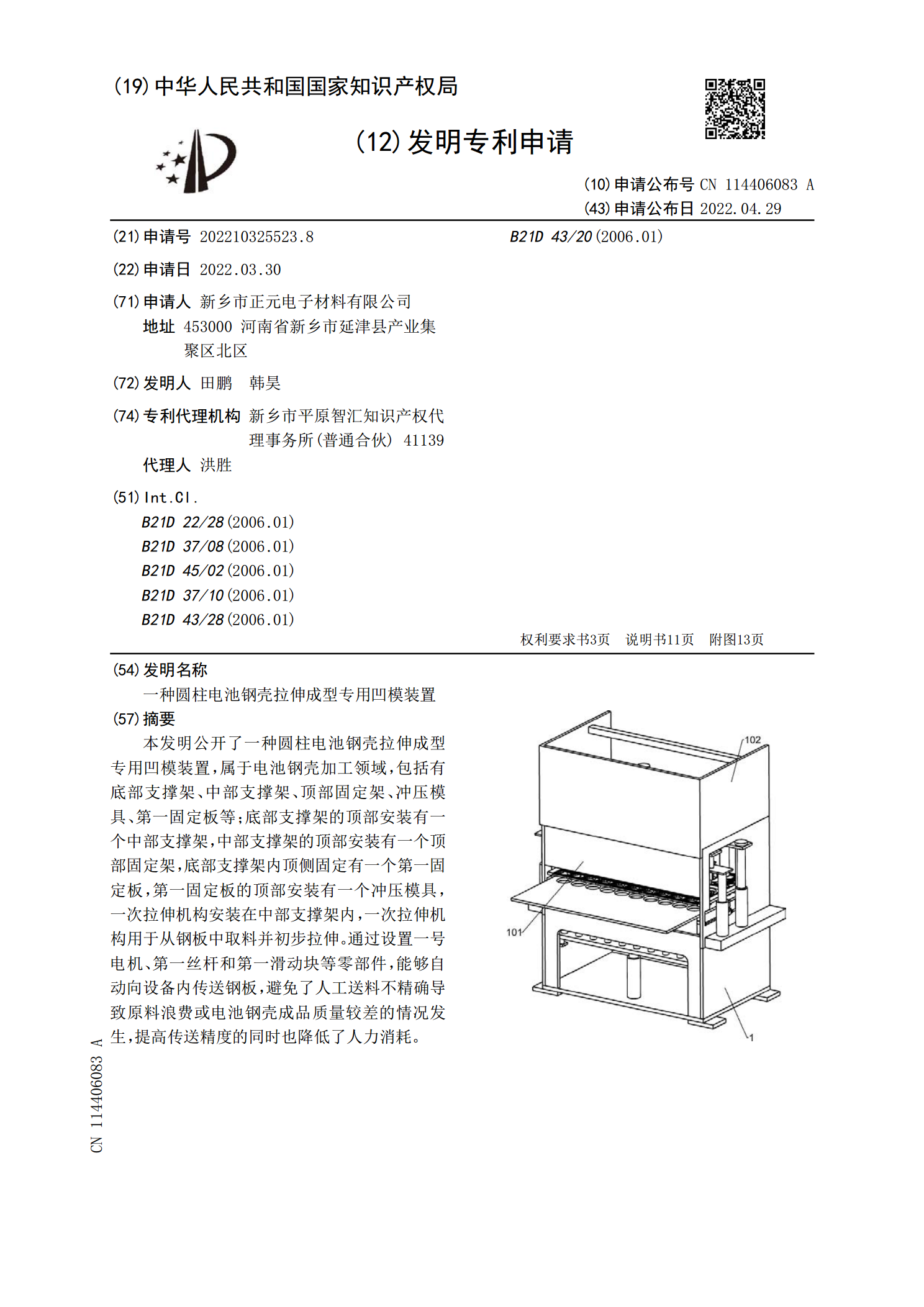
本发明公开了一种圆柱电池钢壳拉伸成型专用凹模装置,属于电池钢壳加工领域,包括有底部支撑架、中部支撑架、顶部固定架、冲压模具、第一固定板等;底部支撑架的顶部安装有一个中部支撑架,中部支撑架的顶部安装有一个顶部固定架,底部支撑架内顶侧固定有一个第一固定板,第一固定板的顶部安装有一个冲压模具,一次拉伸机构安装在中部支撑架内,一次拉伸机构用于从钢板中取料并初步拉伸。通过设置一号电机、第一丝杆和第一滑动块等零部件,能够自动向设备内传送钢板,避免了人工送料不精确导致原料浪费或电池钢壳成品质量较差的情况发生,提高传送精
一种超薄高精度铝壳制造装置及工艺.pdf
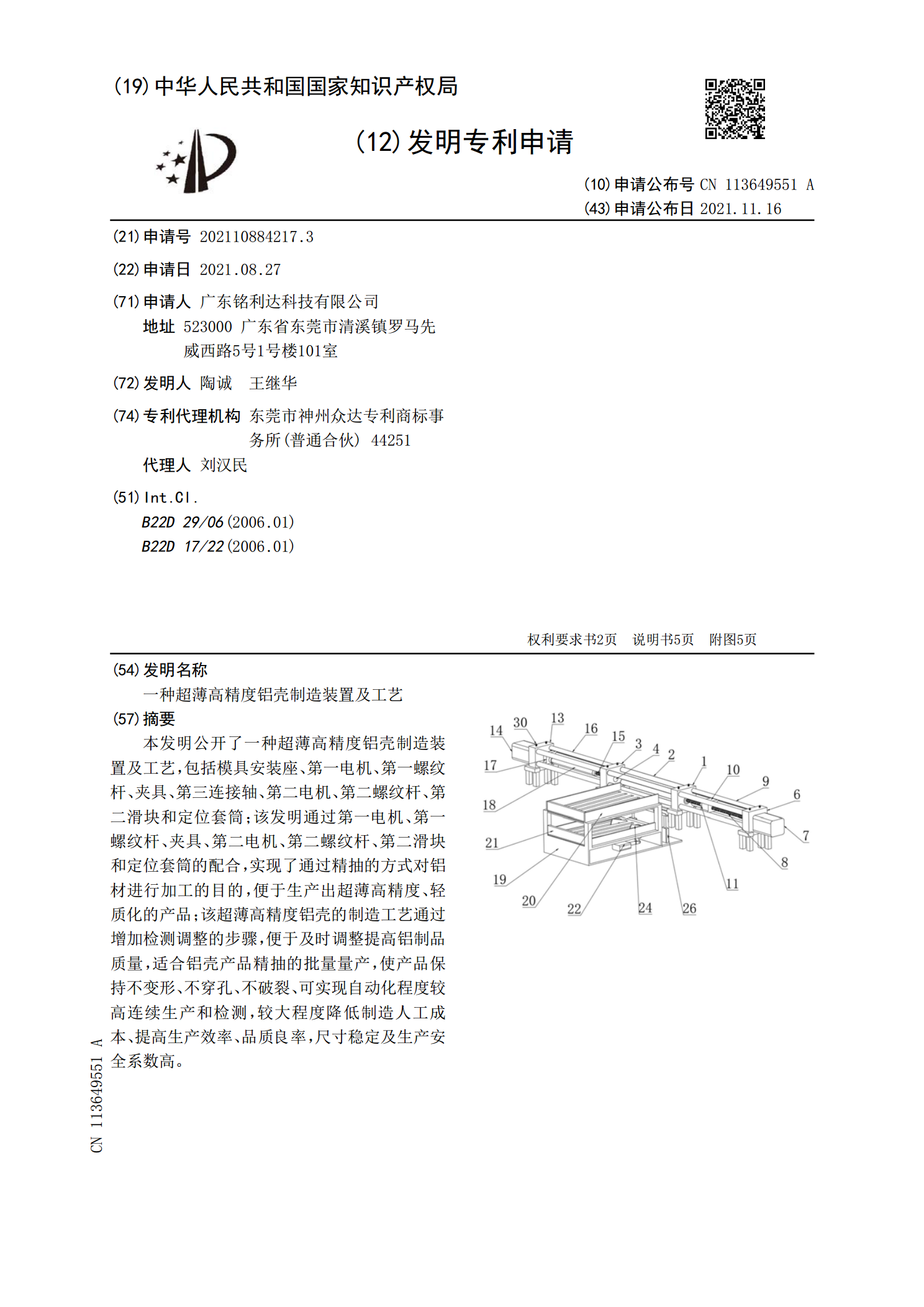
本发明公开了一种超薄高精度铝壳制造装置及工艺,包括模具安装座、第一电机、第一螺纹杆、夹具、第三连接轴、第二电机、第二螺纹杆、第二滑块和定位套筒;该发明通过第一电机、第一螺纹杆、夹具、第二电机、第二螺纹杆、第二滑块和定位套筒的配合,实现了通过精抽的方式对铝材进行加工的目的,便于生产出超薄高精度、轻质化的产品;该超薄高精度铝壳的制造工艺通过增加检测调整的步骤,便于及时调整提高铝制品质量,适合铝壳产品精抽的批量量产,使产品保持不变形、不穿孔、不破裂、可实现自动化程度较高连续生产和检测,较大程度降低制造人工成本、