
近等通道多转角连续挤压装置.pdf

一吃****福乾

1/8
2/8

3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
近等通道多转角连续挤压装置.pdf
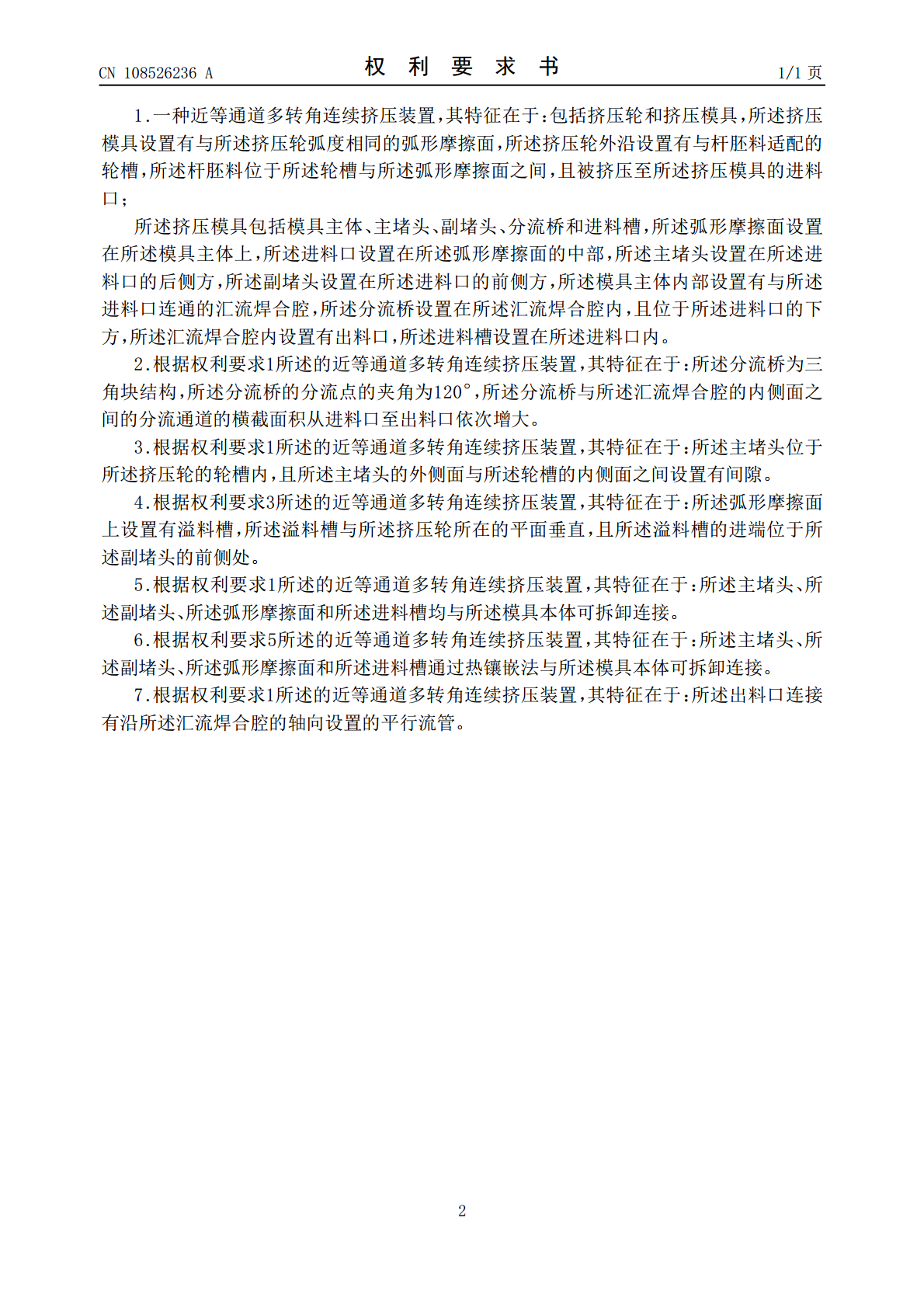
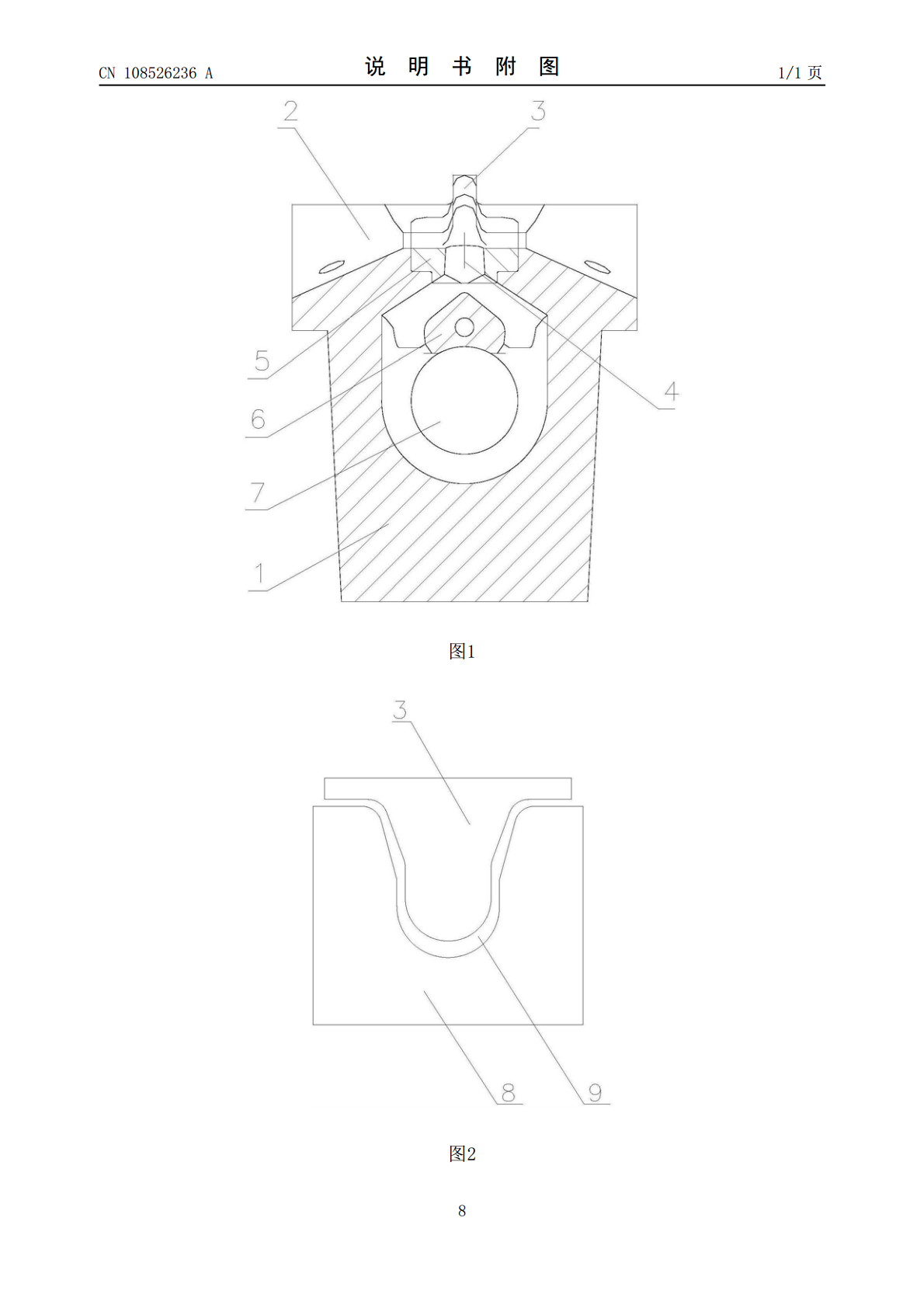
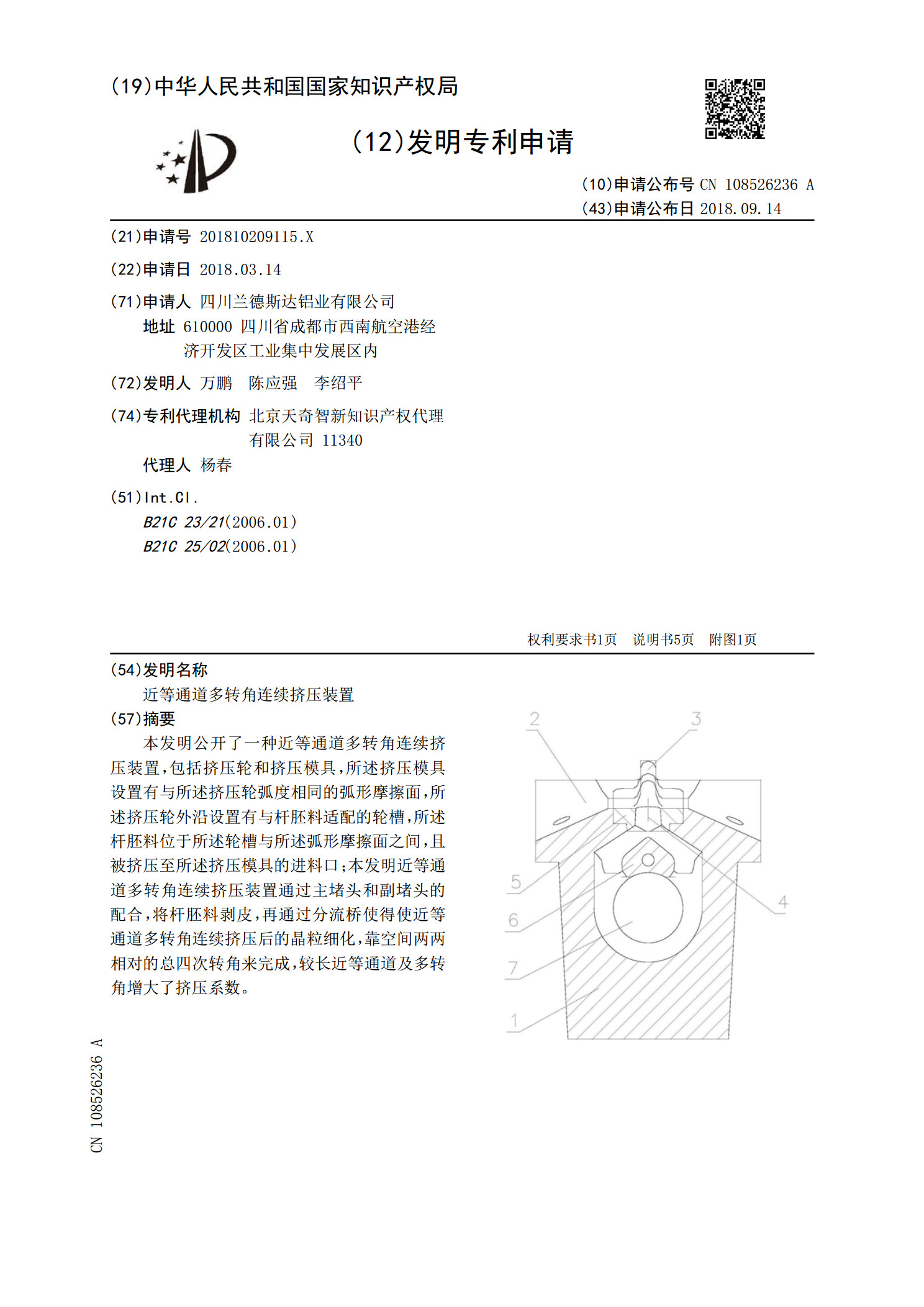
本发明公开了一种近等通道多转角连续挤压装置,包括挤压轮和挤压模具,所述挤压模具设置有与所述挤压轮弧度相同的弧形摩擦面,所述挤压轮外沿设置有与杆胚料适配的轮槽,所述杆胚料位于所述轮槽与所述弧形摩擦面之间,且被挤压至所述挤压模具的进料口;本发明近等通道多转角连续挤压装置通过主堵头和副堵头的配合,将杆胚料剥皮,再通过分流桥使得使近等通道多转角连续挤压后的晶粒细化,靠空间两两相对的总四次转角来完成,较长近等通道及多转角增大了挤压系数。
一种非焊合类径向式近等通道多转角连续挤压装置.pdf
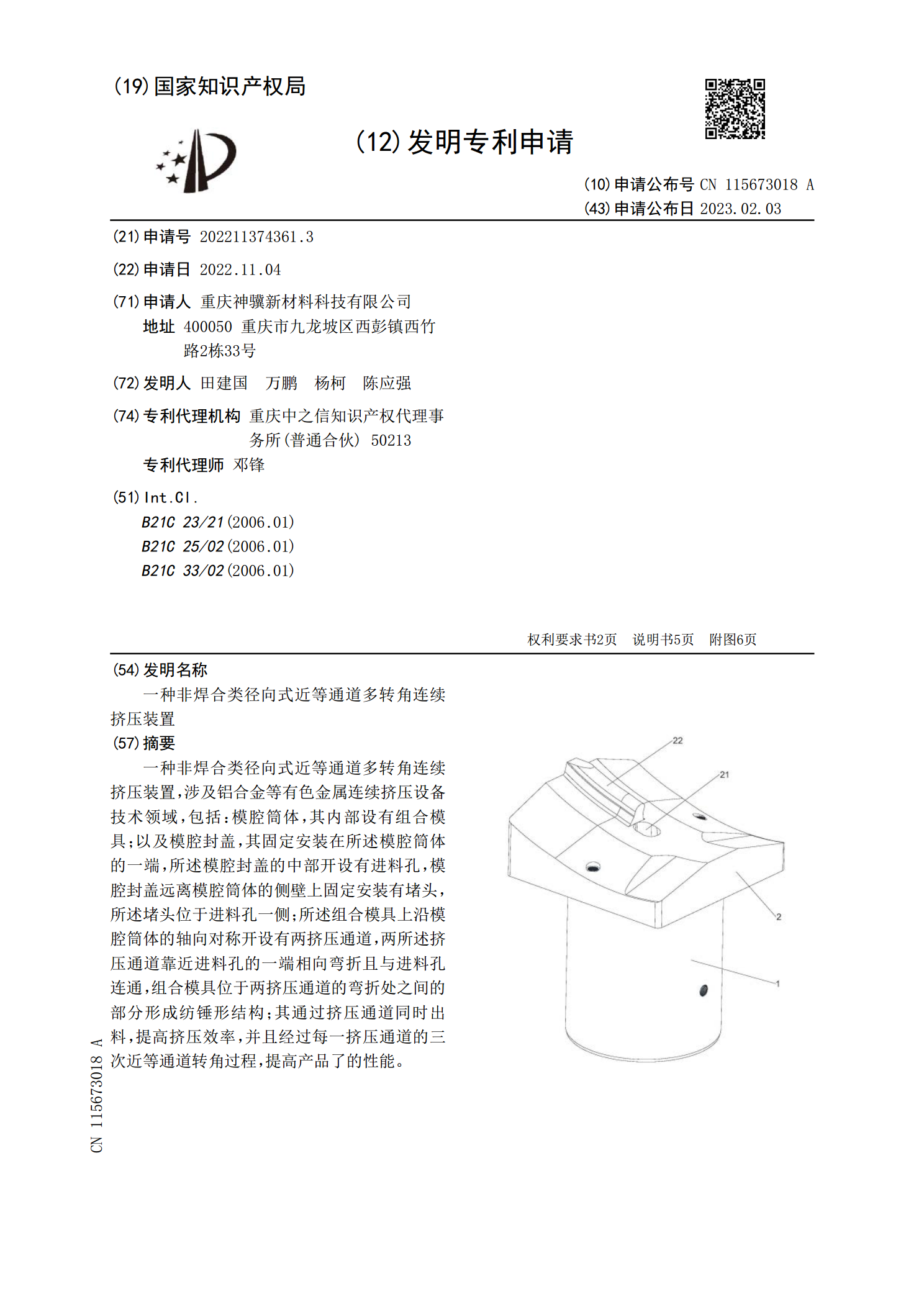
一种非焊合类径向式近等通道多转角连续挤压装置,涉及铝合金等有色金属连续挤压设备技术领域,包括:模腔筒体,其内部设有组合模具;以及模腔封盖,其固定安装在所述模腔筒体的一端,所述模腔封盖的中部开设有进料孔,模腔封盖远离模腔筒体的侧壁上固定安装有堵头,所述堵头位于进料孔一侧;所述组合模具上沿模腔筒体的轴向对称开设有两挤压通道,两所述挤压通道靠近进料孔的一端相向弯折且与进料孔连通,组合模具位于两挤压通道的弯折处之间的部分形成纺锤形结构;其通过挤压通道同时出料,提高挤压效率,并且经过每一挤压通道的三次近等通道转角过
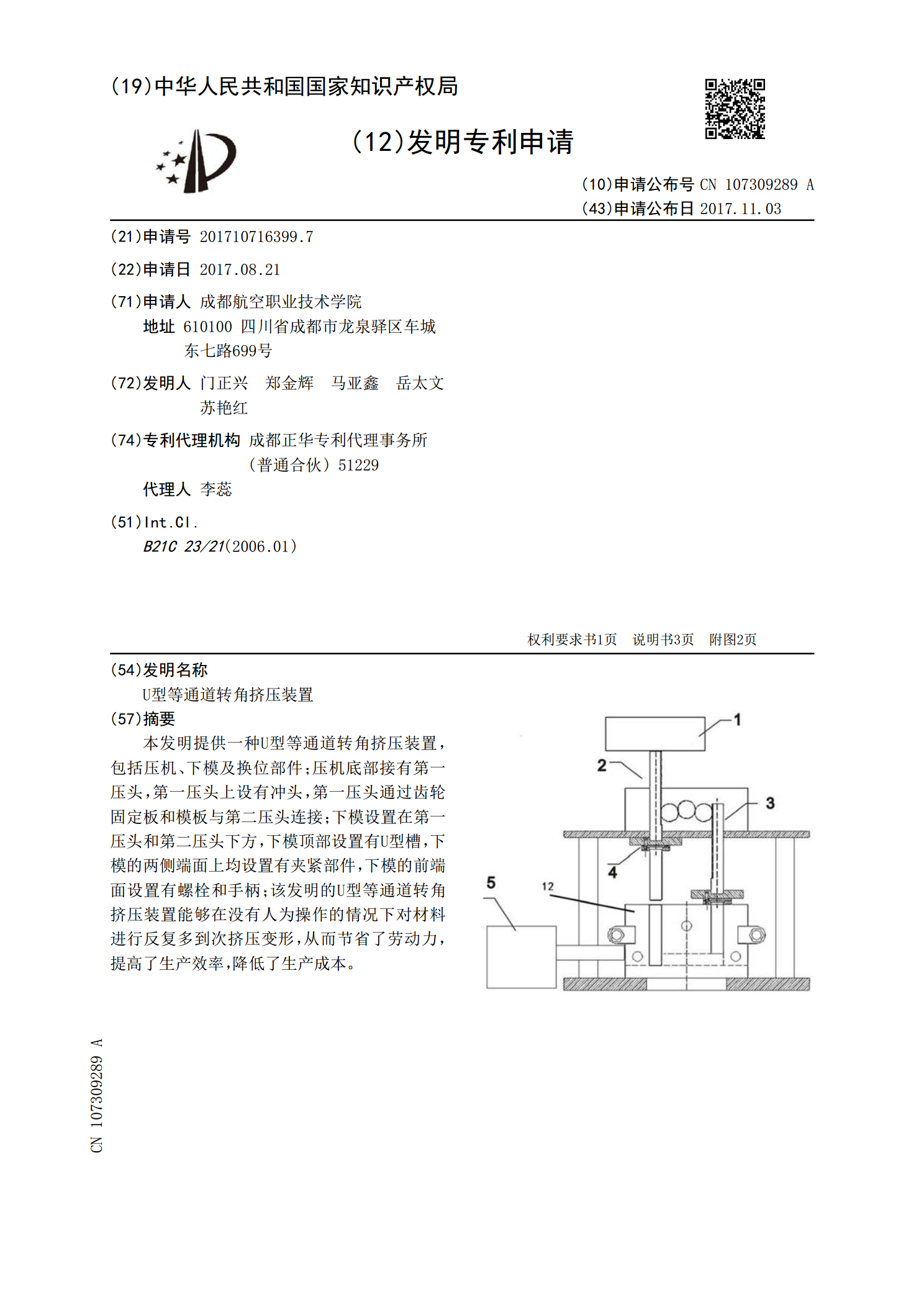
U型等通道转角挤压装置.pdf
本发明提供一种U型等通道转角挤压装置,包括压机、下模及换位部件;压机底部接有第一压头,第一压头上设有冲头,第一压头通过齿轮固定板和模板与第二压头连接;下模设置在第一压头和第二压头下方,下模顶部设置有U型槽,下模的两侧端面上均设置有夹紧部件,下模的前端面设置有螺栓和手柄;该发明的U型等通道转角挤压装置能够在没有人为操作的情况下对材料进行反复多到次挤压变形,从而节省了劳动力,提高了生产效率,降低了生产成本。
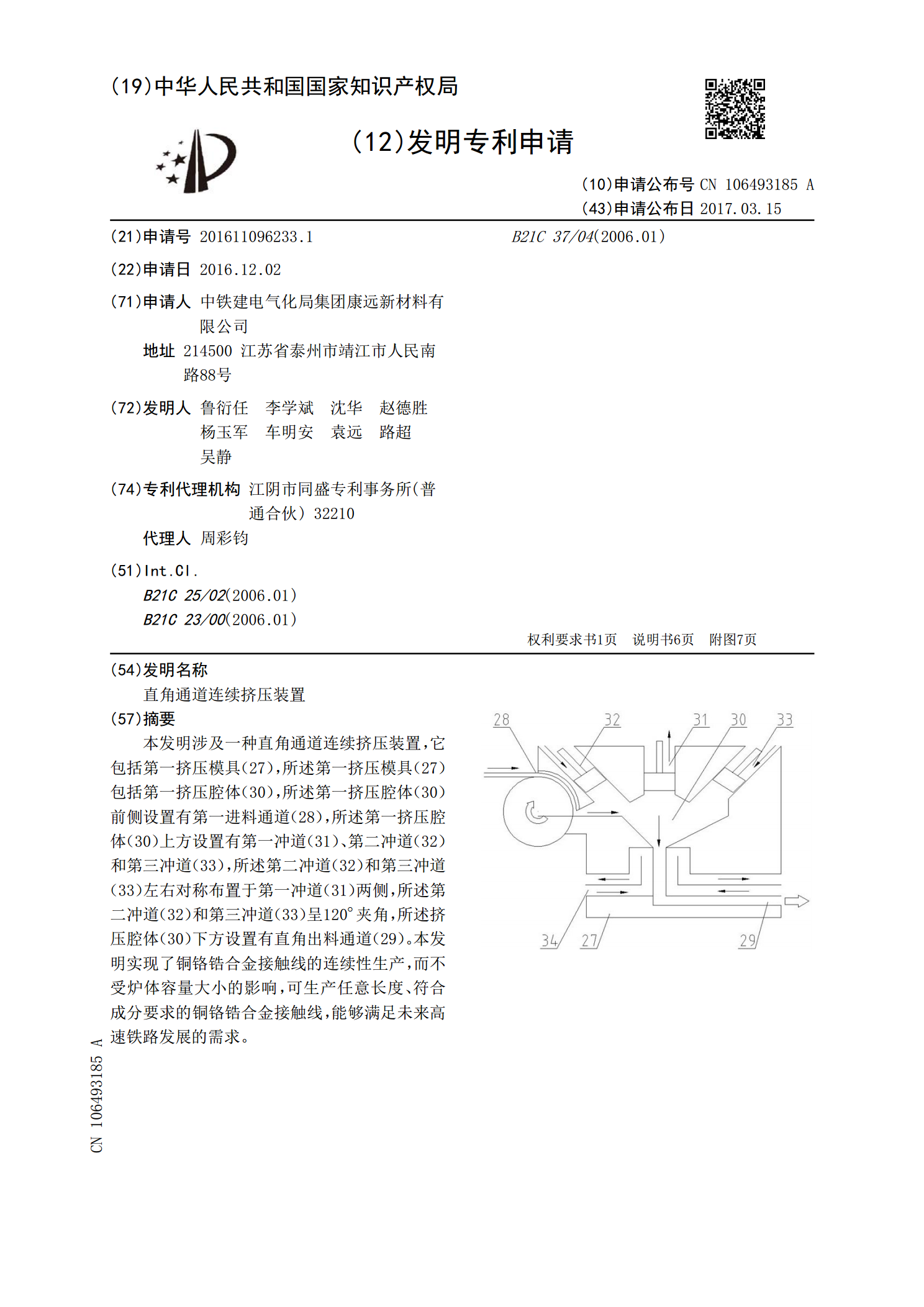
直角通道连续挤压装置.pdf
本发明涉及一种直角通道连续挤压装置,它包括第一挤压模具(27),所述第一挤压模具(27)包括第一挤压腔体(30),所述第一挤压腔体(30)前侧设置有第一进料通道(28),所述第一挤压腔体(30)上方设置有第一冲道(31)、第二冲道(32)和第三冲道(33),所述第二冲道(32)和第三冲道(33)左右对称布置于第一冲道(31)两侧,所述第二冲道(32)和第三冲道(33)呈120°夹角,所述挤压腔体(30)下方设置有直角出料通道(29)。本发明实现了铜铬锆合金接触线的连续性生产,而不受炉体容量大小的影响,可生

连续驱动式等通道转角挤压变形加工设备.pdf
一种连续驱动式等通道转角挤压变形加工设备,包括箱体(1)、进料托架(2)、出料托架(3)和等通道转角挤压模具(4),进料托架(2)和出料托架(3)安装在箱体(1)两侧,等通道转角挤压模具(4)安装在箱体(1)中靠近出料托架(3)的一侧处;其特征是在箱体(1)中安装有多组滚压轮对(5),其中第一对滚压轮对(5)靠近进料托架(2),最后一对滚压轮对(5)紧贴等通道转角挤压模具(4),所述的滚压轮对(5)分别安装在对应的五级驱动轴(7)和四级驱动轴(8)上,所述的四级驱动轴(8)通过齿轮传动装置与作