
双模式无匙孔搅拌摩擦点焊设备.pdf

小长****6淑


1/10
2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双模式无匙孔搅拌摩擦点焊设备.pdf
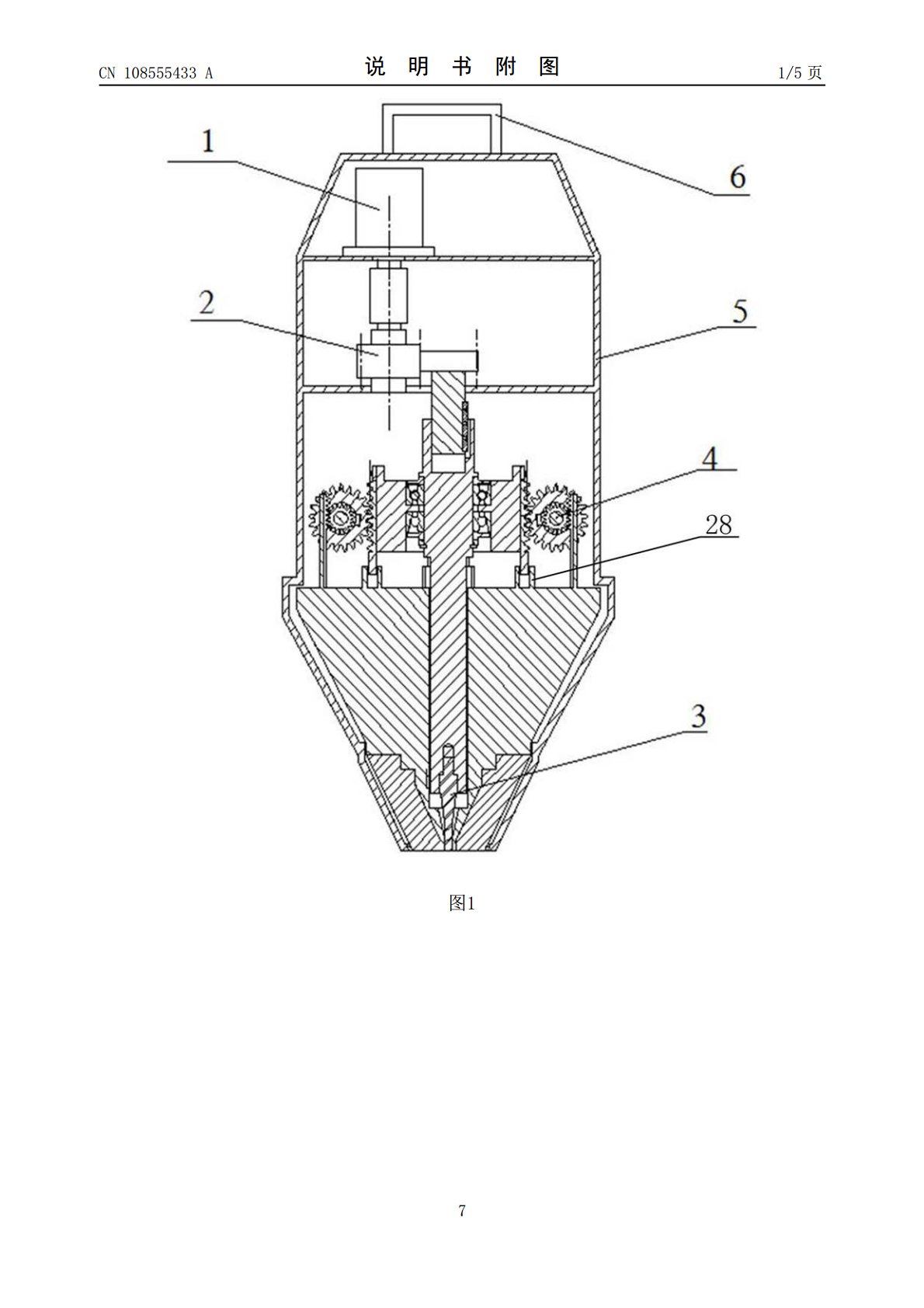
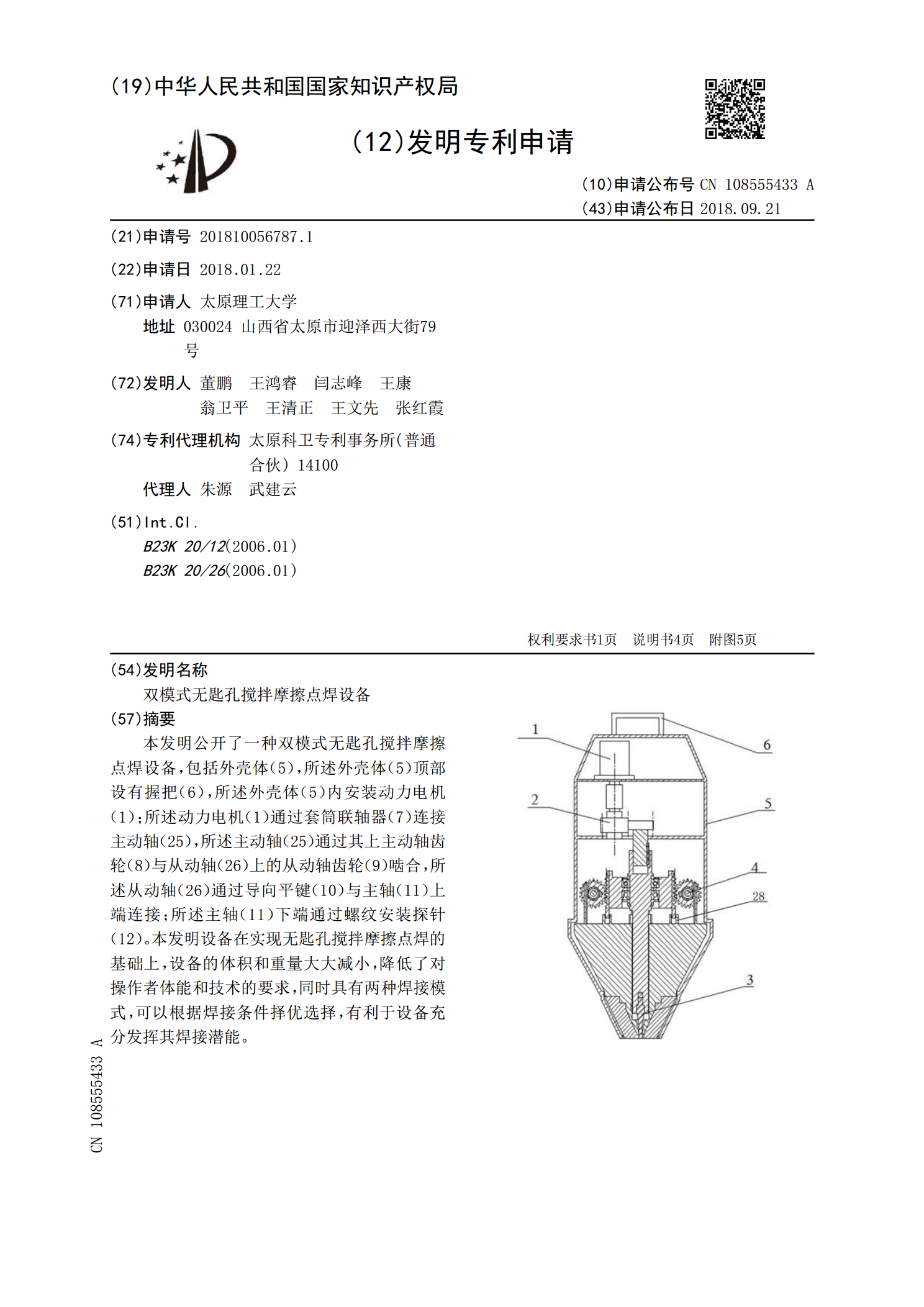
本发明公开了一种双模式无匙孔搅拌摩擦点焊设备,包括外壳体(5),所述外壳体(5)顶部设有握把(6),所述外壳体(5)内安装动力电机(1);所述动力电机(1)通过套筒联轴器(7)连接主动轴(25),所述主动轴(25)通过其上主动轴齿轮(8)与从动轴(26)上的从动轴齿轮(9)啮合,所述从动轴(26)通过导向平键(10)与主轴(11)上端连接;所述主轴(11)下端通过螺纹安装探针(12)。本发明设备在实现无匙孔搅拌摩擦点焊的基础上,设备的体积和重量大大减小,降低了对操作者体能和技术的要求,同时具有两种焊接模式

无匙孔搅拌摩擦点焊组织及剥离性能研究.docx
无匙孔搅拌摩擦点焊组织及剥离性能研究随着科技的不断发展和进步,无匙孔搅拌摩擦点焊技术作为一种新型的焊接技术逐渐应用到各个领域中。该技术的特点是不需要使用传统焊接中常用的焊接材料,也不需要进行预热和后处理,同时还能保持较高的焊接质量和强度。本文以无匙孔搅拌摩擦点焊的组织和剥离性能为研究对象,从焊缝形貌、组织结构以及剥离实验等方面进行探究。一、焊缝形貌1.焊接温度对焊缝形貌的影响无匙孔搅拌摩擦点焊的焊接温度是影响焊缝形貌的主要因素之一。在较低的焊接温度下,焊缝的钝化层较薄,而焊接颗粒却较大,所以焊缝的形貌呈现

一种无匙孔搅拌摩擦点焊方法.pdf
一种无匙孔搅拌摩擦点焊方法,它涉及一种点焊方法。本发明的目的为消除搅拌摩擦点焊的焊缝表面匙孔的问题。方法:一、利用一体式焊具对被焊工件进行点焊,点焊时,焊具逐渐扎入被焊工件,焊具停止扎入后,继续旋转2~5秒,提起一体式焊具,形成点焊缝,且在点焊缝中心部位存在匙孔;二、利用组合式焊具对步骤一遗留的匙孔进行补焊,补焊时,焊具逐渐扎入匙孔内,焊具停止扎入后,继续旋转3~5秒,提起组合式焊具,在匙孔处形成点焊缝,补焊后,搅拌针上的圆柱部分留在夹持体上的夹持孔中,搅拌针上的锥体部分与匙孔发生塑性变形并遗留在匙孔内,
带有自持功能的便携式无匙孔搅拌摩擦点焊设备.pdf
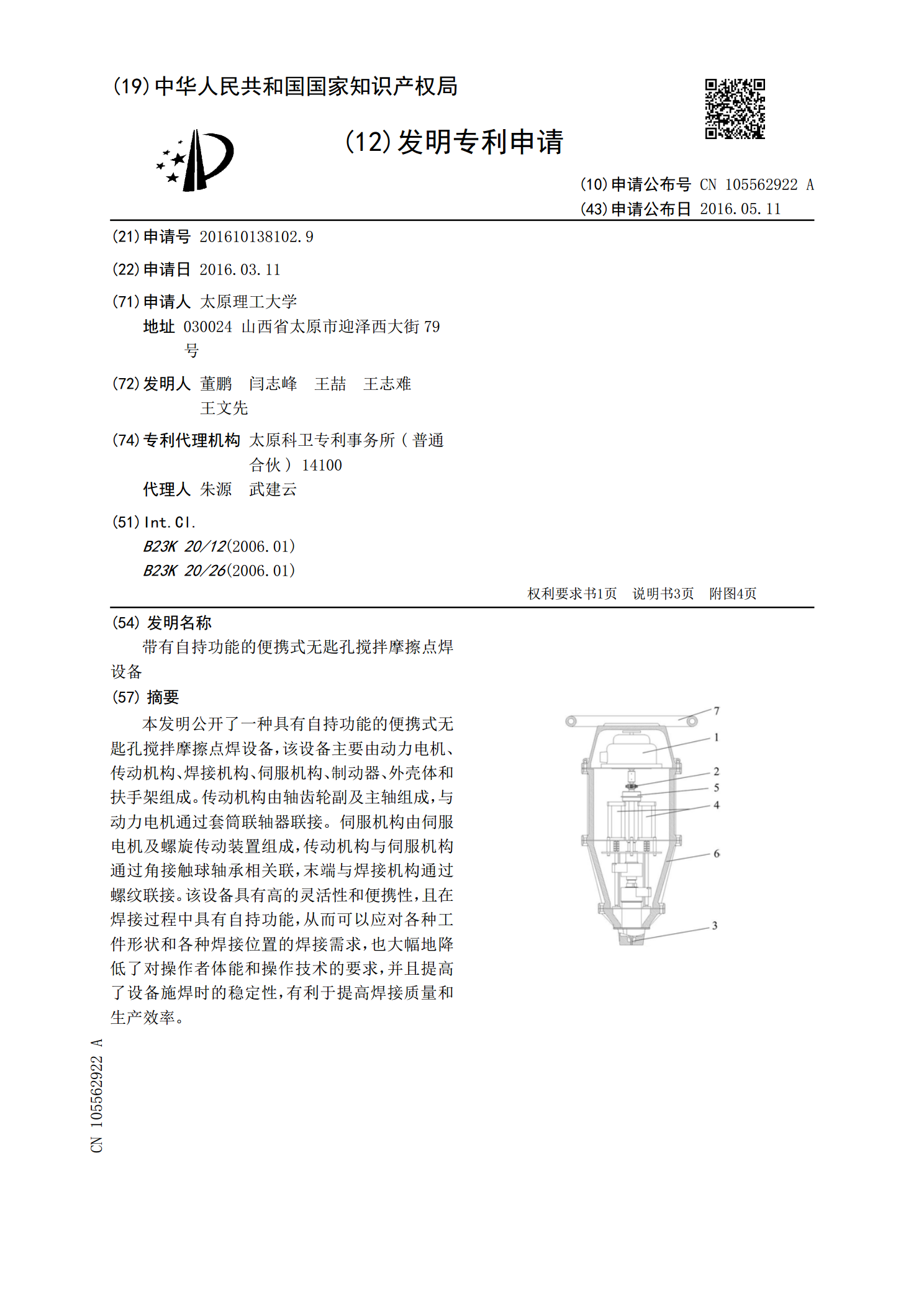
本发明公开了一种具有自持功能的便携式无匙孔搅拌摩擦点焊设备,该设备主要由动力电机、传动机构、焊接机构、伺服机构、制动器、外壳体和扶手架组成。传动机构由轴齿轮副及主轴组成,与动力电机通过套筒联轴器联接。伺服机构由伺服电机及螺旋传动装置组成,传动机构与伺服机构通过角接触球轴承相关联,末端与焊接机构通过螺纹联接。该设备具有高的灵活性和便携性,且在焊接过程中具有自持功能,从而可以应对各种工件形状和各种焊接位置的焊接需求,也大幅地降低了对操作者体能和操作技术的要求,并且提高了设备施焊时的稳定性,有利于提高焊接质量和

工艺参数对填充式搅拌摩擦无匙孔点焊性能的影响.docx
工艺参数对填充式搅拌摩擦无匙孔点焊性能的影响填充式搅拌摩擦无匙孔点焊是一种高效率、高质量的焊接方法,广泛应用于飞行器、航空航天、汽车和船舶等领域。工艺参数对填充式搅拌摩擦无匙孔点焊性能的影响是焊接过程中需要考虑的重要因素,在实践中不断探索和总结工艺参数的合理选择可以优化焊接质量,进一步提高焊接效率。一、工艺参数的介绍工艺参数是指在填充式搅拌摩擦无匙孔点焊过程中对焊接质量、焊接效率产生影响的关键因素。常见的工艺参数包括旋转速度、搅拌头直径、下压力、补偿力、搅拌深度、焊接速度等。二、工艺参数对填充式搅拌摩擦无