
一种高精度深孔挤压模具结构.pdf

骊英****bb


1/9

2/9
3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高精度深孔挤压模具结构.pdf
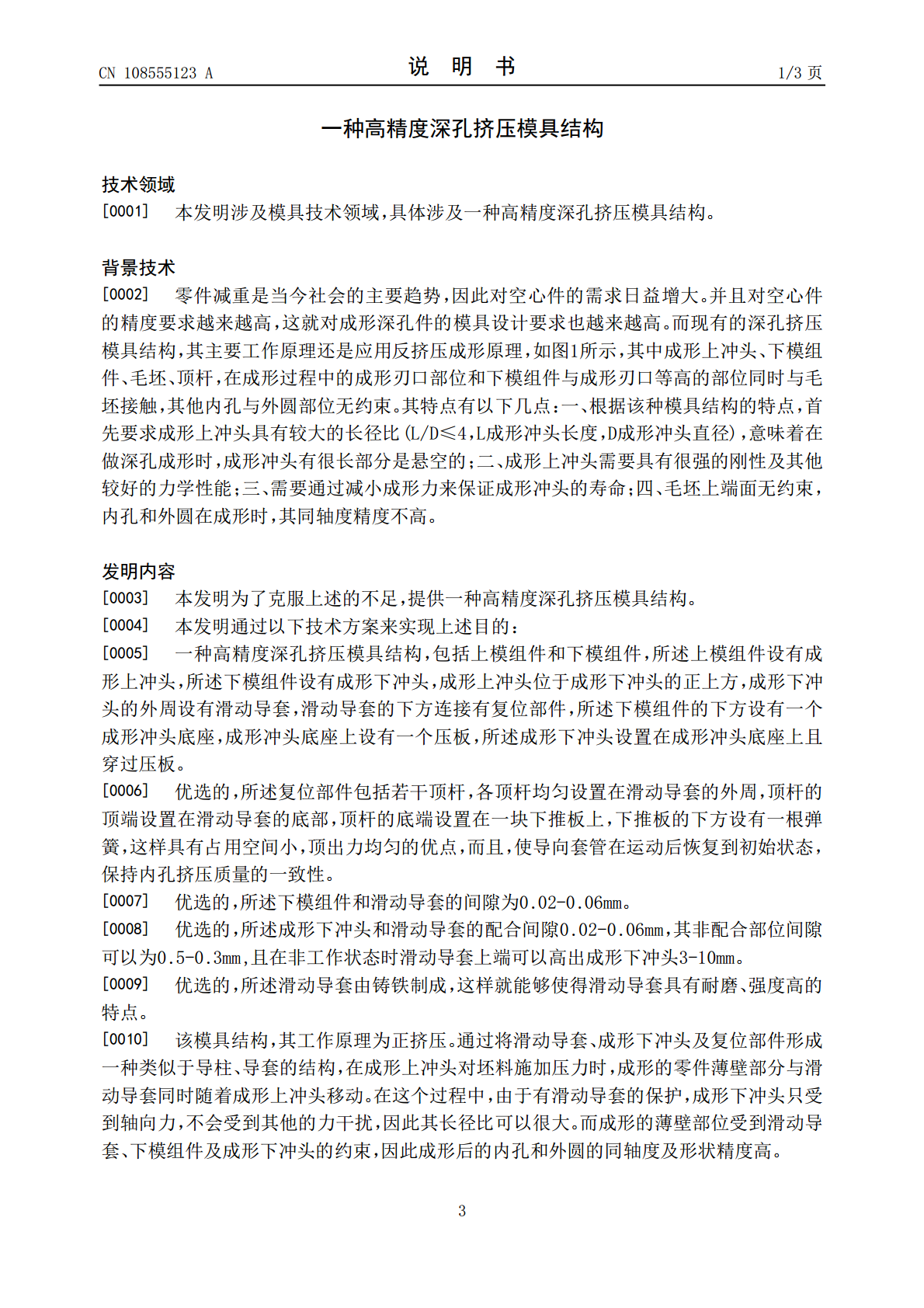
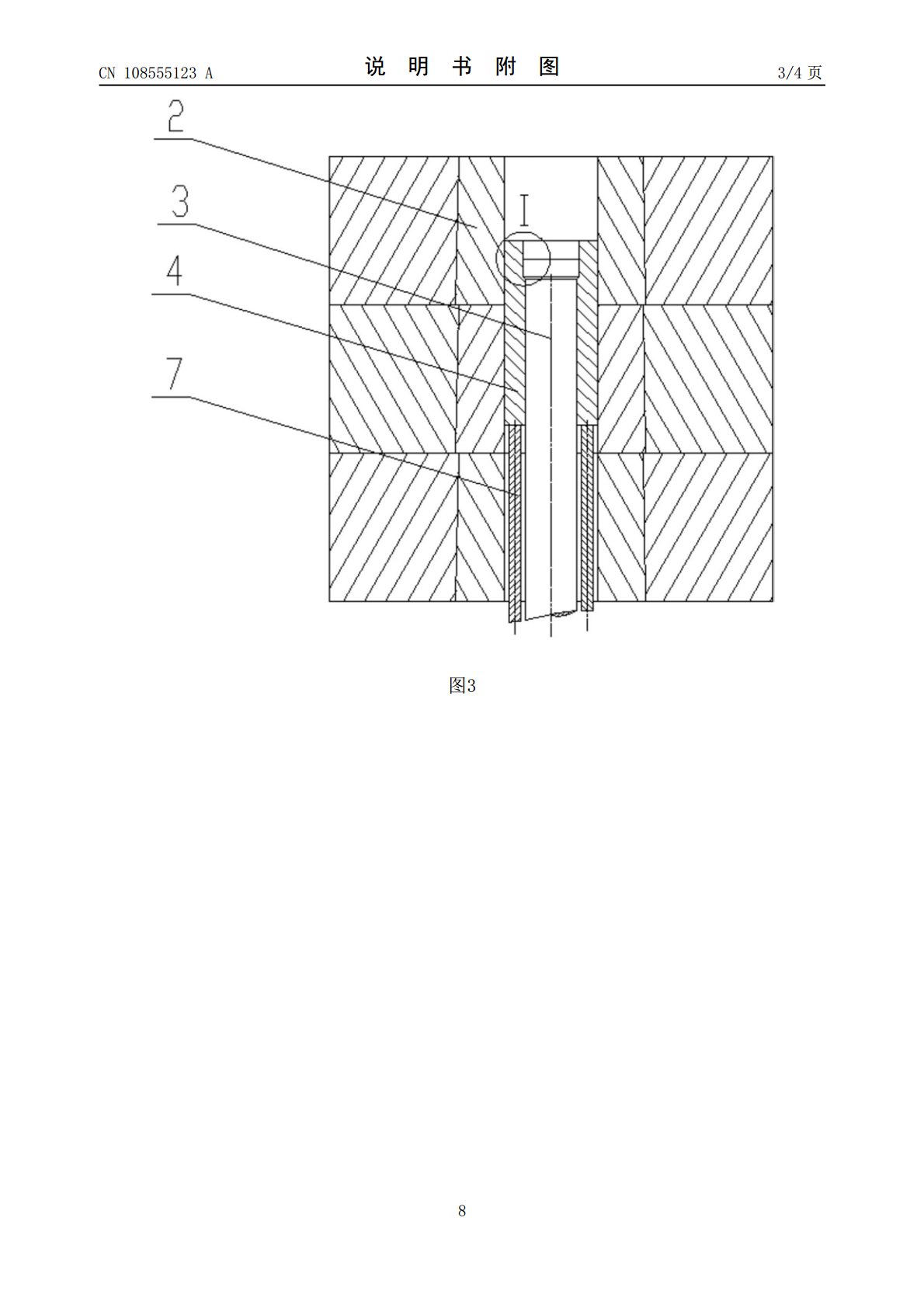
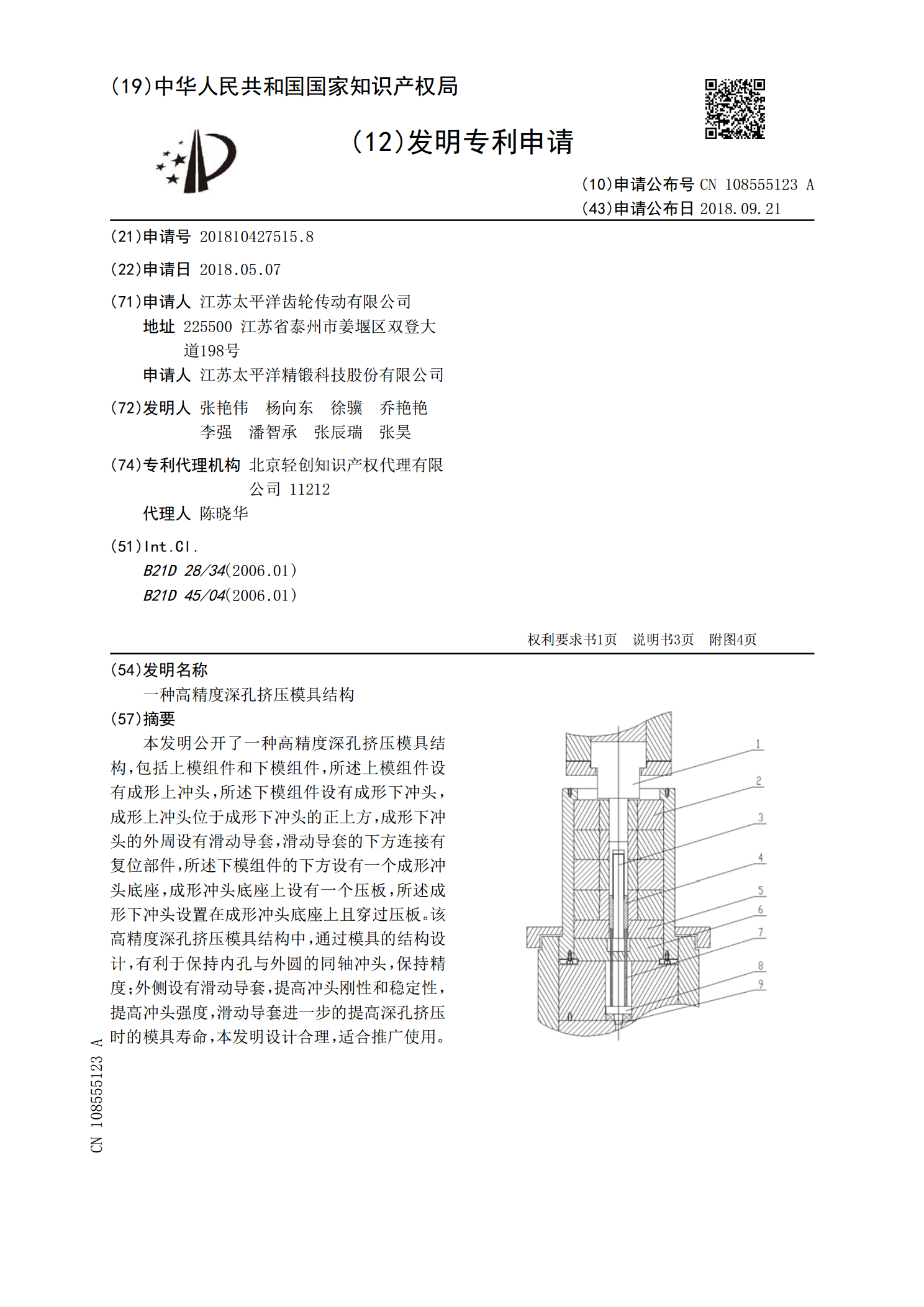
本发明公开了一种高精度深孔挤压模具结构,包括上模组件和下模组件,所述上模组件设有成形上冲头,所述下模组件设有成形下冲头,成形上冲头位于成形下冲头的正上方,成形下冲头的外周设有滑动导套,滑动导套的下方连接有复位部件,所述下模组件的下方设有一个成形冲头底座,成形冲头底座上设有一个压板,所述成形下冲头设置在成形冲头底座上且穿过压板。该高精度深孔挤压模具结构中,通过模具的结构设计,有利于保持内孔与外圆的同轴冲头,保持精度;外侧设有滑动导套,提高冲头刚性和稳定性,提高冲头强度,滑动导套进一步的提高深孔挤压时的模具寿

深孔热挤压工艺与模具结构分析.docx
深孔热挤压工艺与模具结构分析深孔热挤压工艺与模具结构分析摘要:深孔热挤压是一种常用的金属加工工艺,它可以通过加热和挤压的方式将坯料变形成具有复杂形状的产品。本文将介绍深孔热挤压的工艺流程和主要特点,并对模具结构进行分析和优化,以提高产品的制造质量和生产效率。关键词:深孔热挤压;工艺流程;模具结构;制造质量;生产效率一、引言深孔热挤压是一种金属加工工艺,在汽车零部件、航空航天、兵器装备等领域有着广泛的应用。该工艺可以制造出具有复杂形状和高强度的产品,具有材料利用率高、加工精度高、表面质量好等优点。然而,深孔
一种小直径薄壁深盲孔件的挤压成形模具.pdf
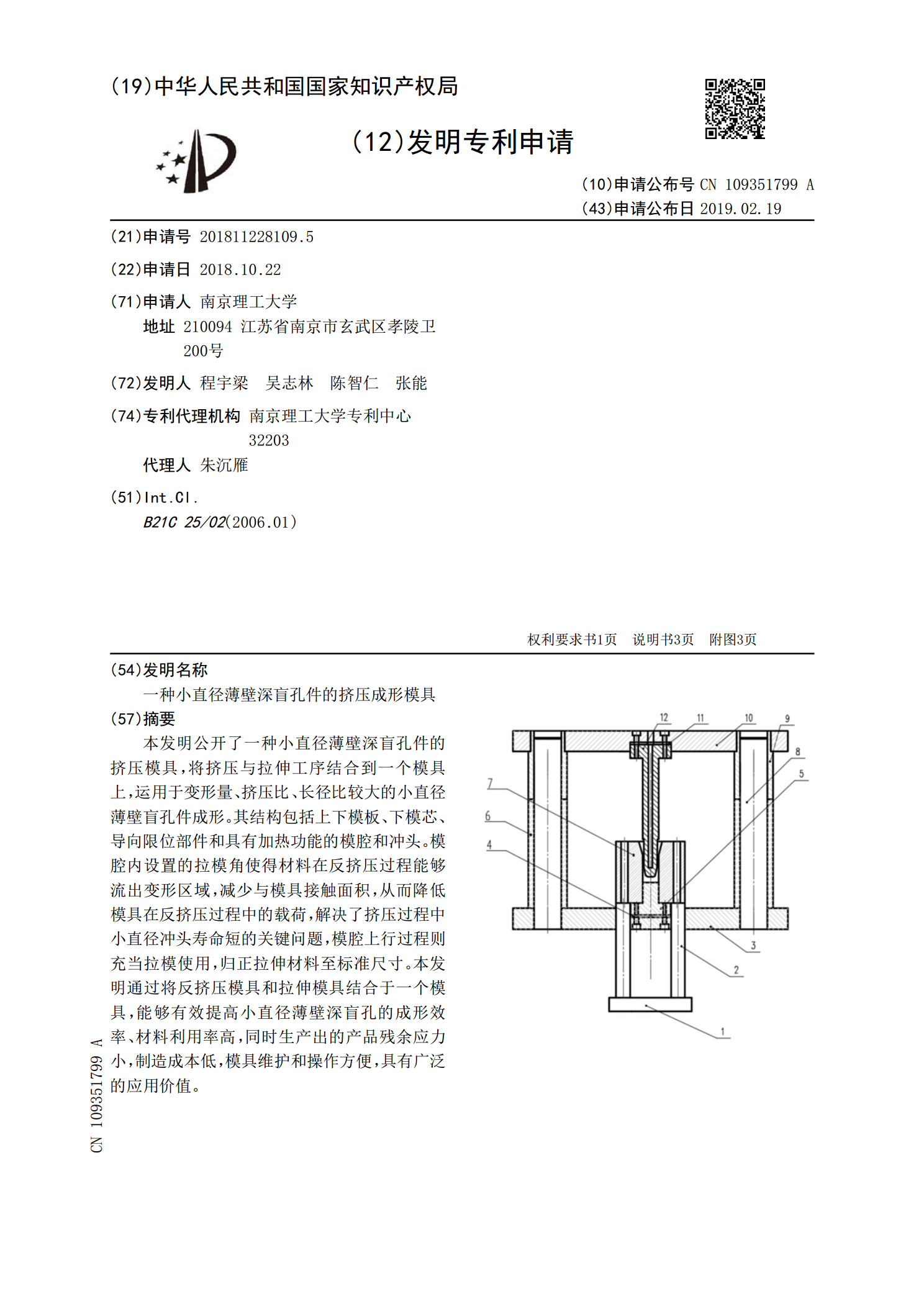
本发明公开了一种小直径薄壁深盲孔件的挤压模具,将挤压与拉伸工序结合到一个模具上,运用于变形量、挤压比、长径比较大的小直径薄壁盲孔件成形。其结构包括上下模板、下模芯、导向限位部件和具有加热功能的模腔和冲头。模腔内设置的拉模角使得材料在反挤压过程能够流出变形区域,减少与模具接触面积,从而降低模具在反挤压过程中的载荷,解决了挤压过程中小直径冲头寿命短的关键问题,模腔上行过程则充当拉模使用,归正拉伸材料至标准尺寸。本发明通过将反挤压模具和拉伸模具结合于一个模具,能够有效提高小直径薄壁深盲孔的成形效率、材料利用率高
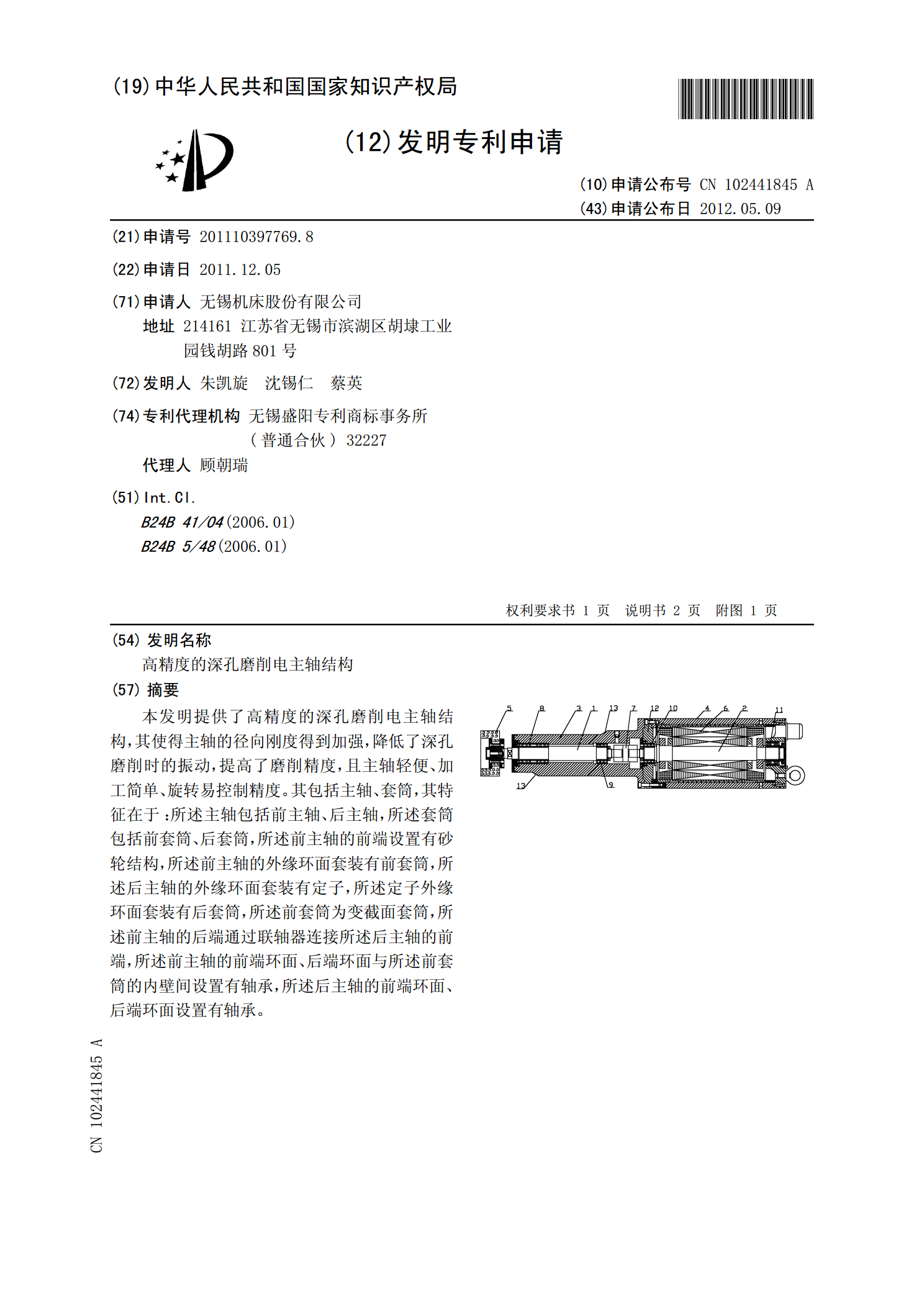
高精度的深孔磨削电主轴结构.pdf
本发明提供了高精度的深孔磨削电主轴结构,其使得主轴的径向刚度得到加强,降低了深孔磨削时的振动,提高了磨削精度,且主轴轻便、加工简单、旋转易控制精度。其包括主轴、套筒,其特征在于:所述主轴包括前主轴、后主轴,所述套筒包括前套筒、后套筒,所述前主轴的前端设置有砂轮结构,所述前主轴的外缘环面套装有前套筒,所述后主轴的外缘环面套装有定子,所述定子外缘环面套装有后套筒,所述前套筒为变截面套筒,所述前主轴的后端通过联轴器连接所述后主轴的前端,所述前主轴的前端环面、后端环面与所述前套筒的内壁间设置有轴承,所述后主轴的前
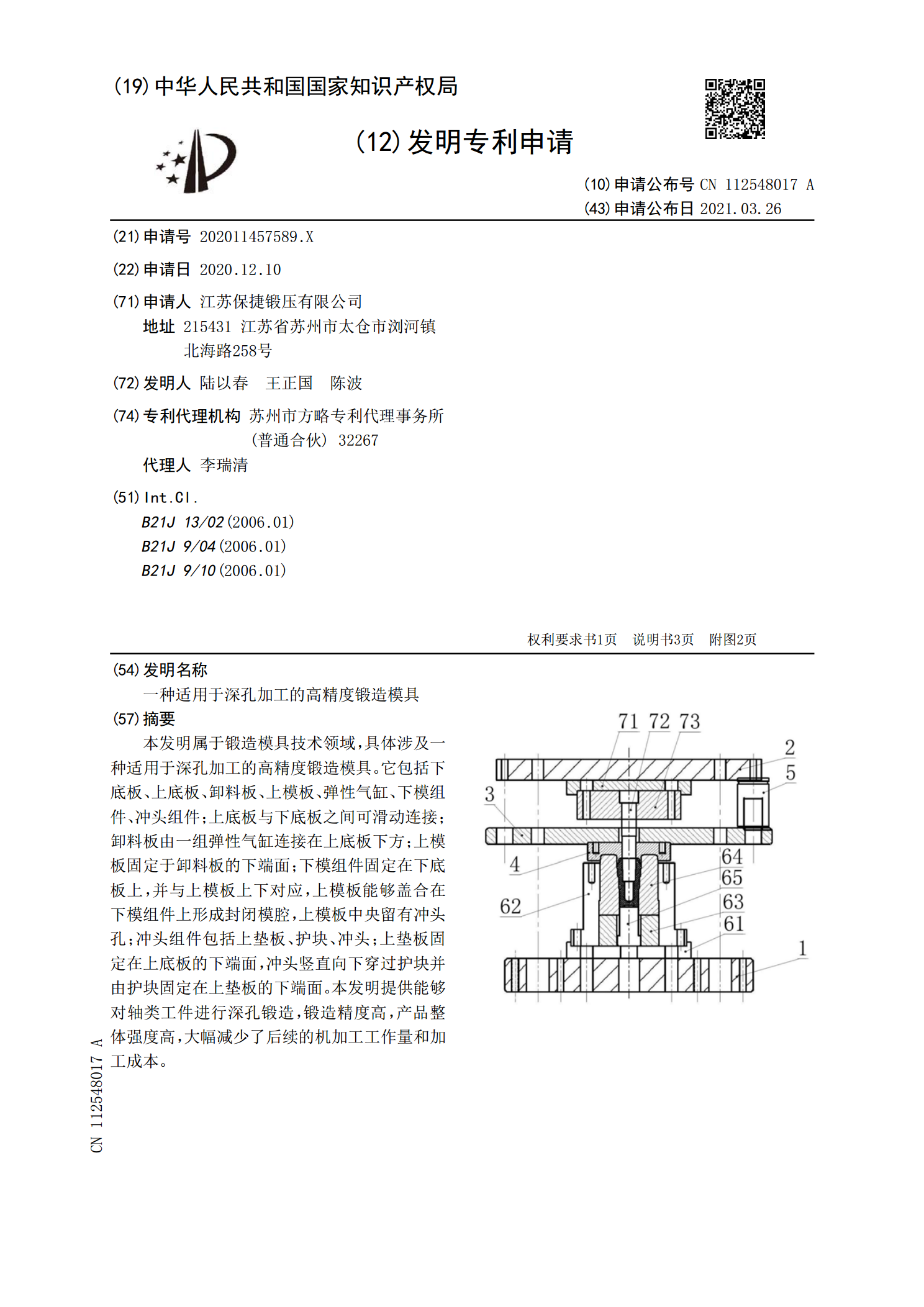
一种适用于深孔加工的高精度锻造模具.pdf
本发明属于锻造模具技术领域,具体涉及一种适用于深孔加工的高精度锻造模具。它包括下底板、上底板、卸料板、上模板、弹性气缸、下模组件、冲头组件;上底板与下底板之间可滑动连接;卸料板由一组弹性气缸连接在上底板下方;上模板固定于卸料板的下端面;下模组件固定在下底板上,并与上模板上下对应,上模板能够盖合在下模组件上形成封闭模腔,上模板中央留有冲头孔;冲头组件包括上垫板、护块、冲头;上垫板固定在上底板的下端面,冲头竖直向下穿过护块并由护块固定在上垫板的下端面。本发明提供能够对轴类工件进行深孔锻造,锻造精度高,产品整体