
一种用于齿轮倒棱及滚压的复合刀具.pdf

是来****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于齿轮倒棱及滚压的复合刀具.pdf
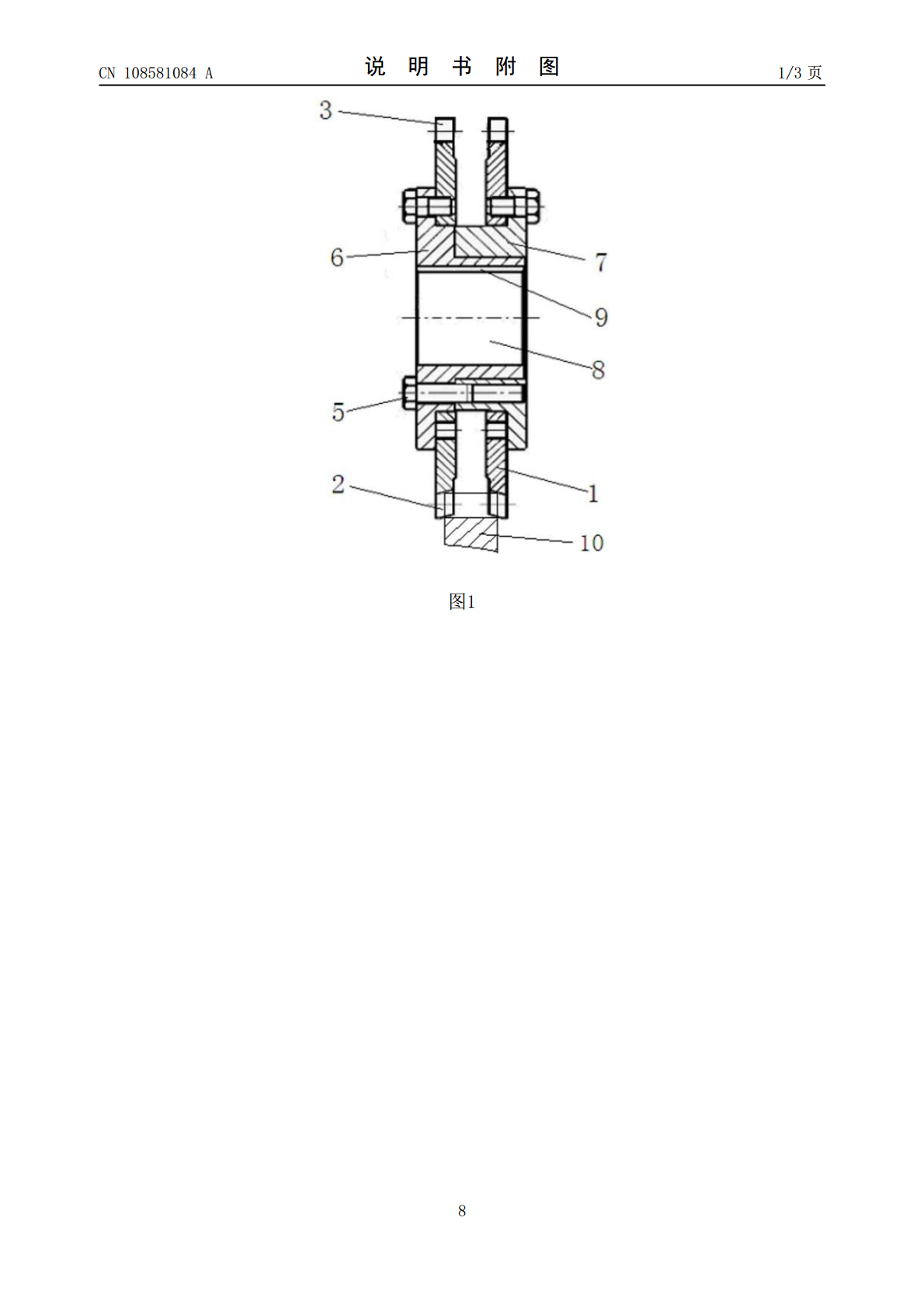
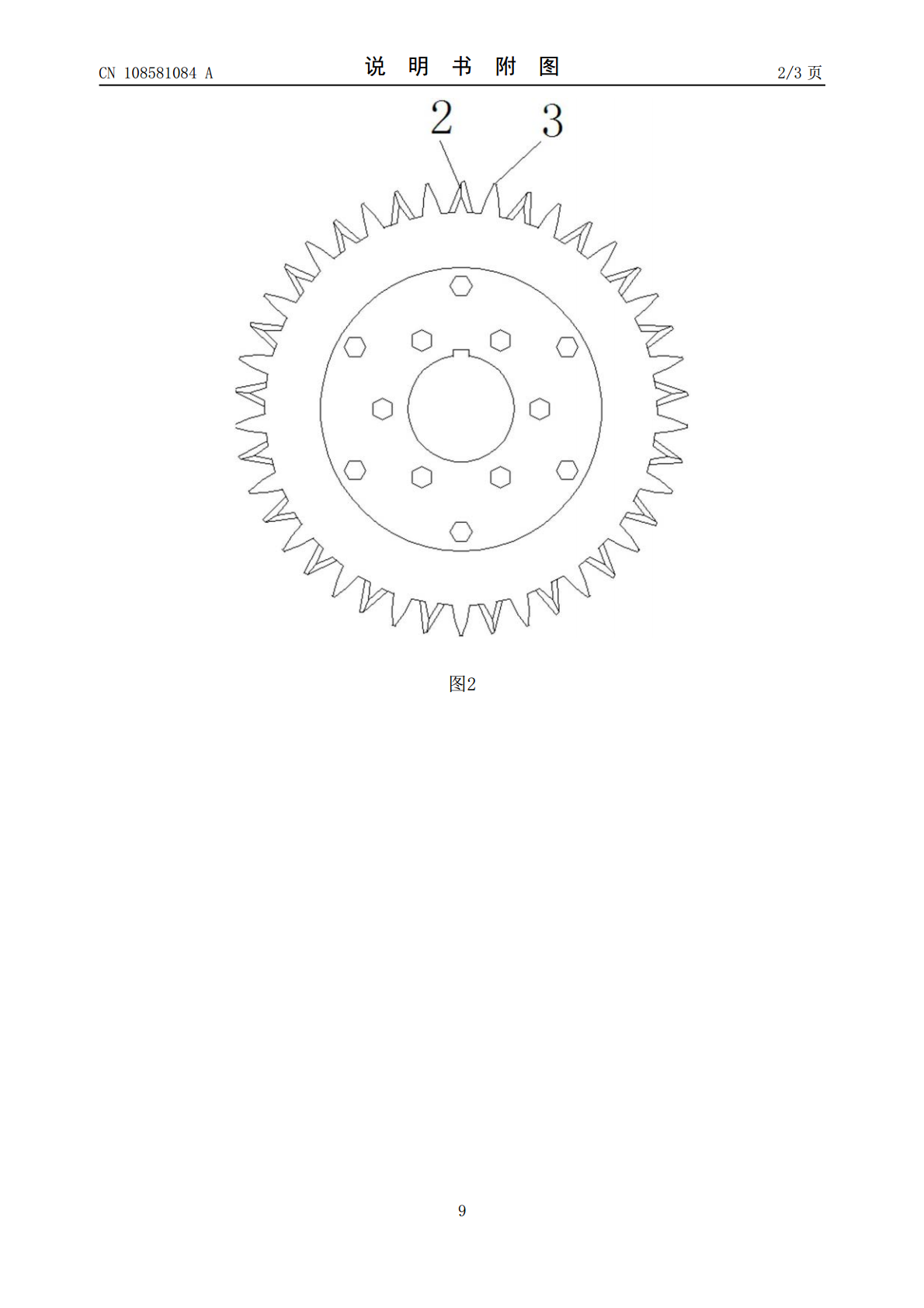
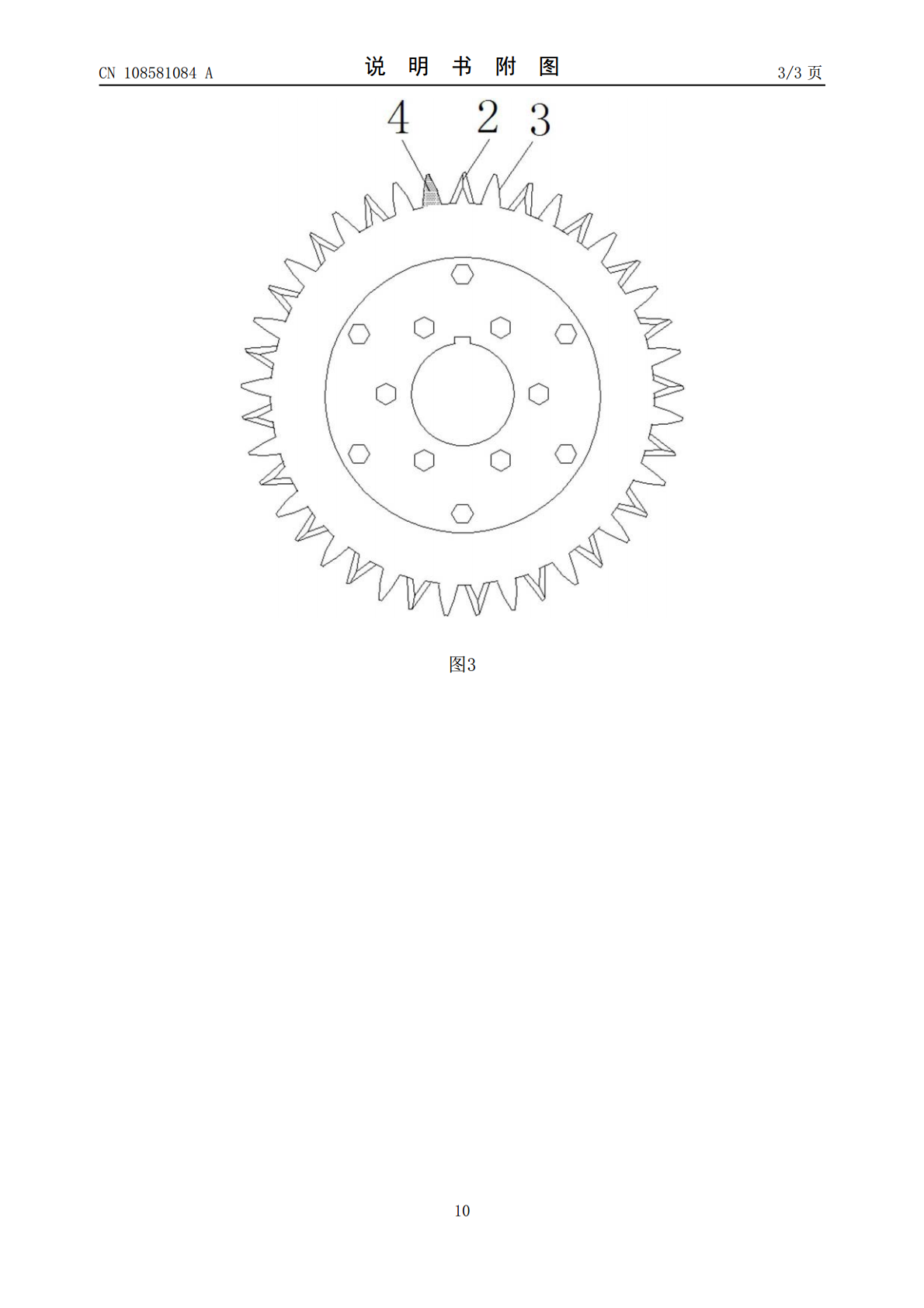
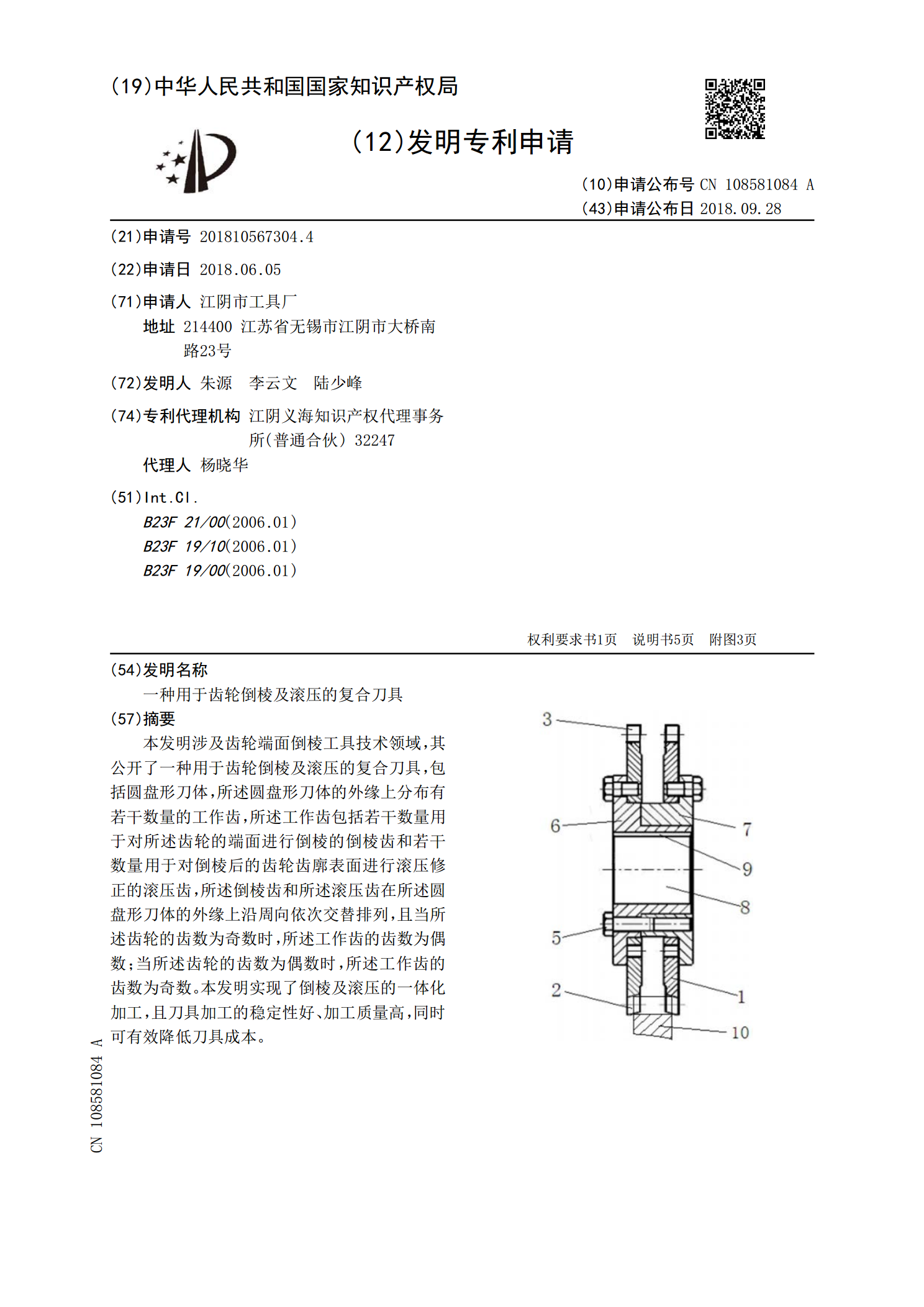
本发明涉及齿轮端面倒棱工具技术领域,其公开了一种用于齿轮倒棱及滚压的复合刀具,包括圆盘形刀体,所述圆盘形刀体的外缘上分布有若干数量的工作齿,所述工作齿包括若干数量用于对所述齿轮的端面进行倒棱的倒棱齿和若干数量用于对倒棱后的齿轮齿廓表面进行滚压修正的滚压齿,所述倒棱齿和所述滚压齿在所述圆盘形刀体的外缘上沿周向依次交替排列,且当所述齿轮的齿数为奇数时,所述工作齿的齿数为偶数;当所述齿轮的齿数为偶数时,所述工作齿的齿数为奇数。本发明实现了倒棱及滚压的一体化加工,且刀具加工的稳定性好、加工质量高,同时可有效降低刀
倒棱刀齿、倒棱刀、倒棱刀具及倒棱机.pdf
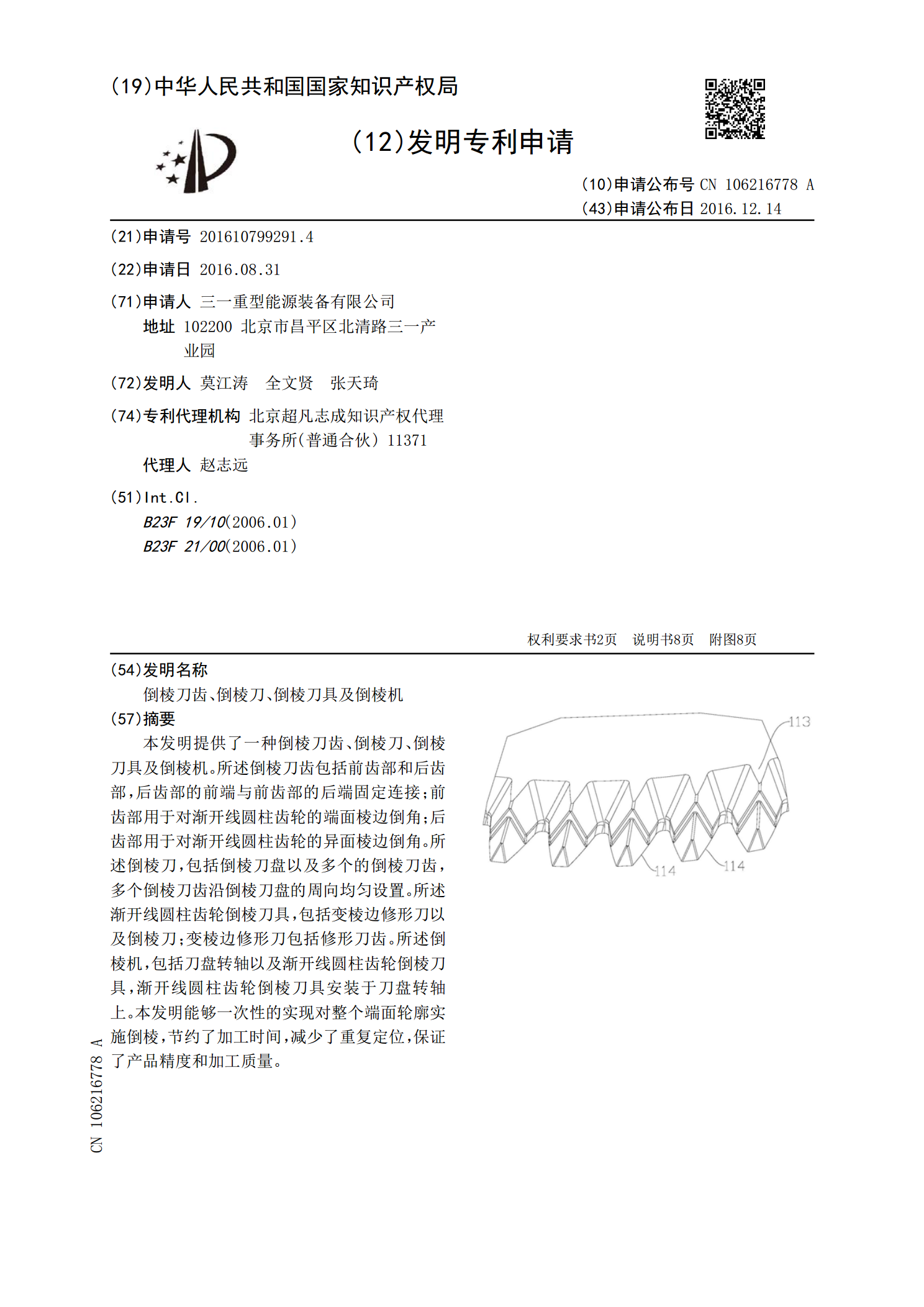
本发明提供了一种倒棱刀齿、倒棱刀、倒棱刀具及倒棱机。所述倒棱刀齿包括前齿部和后齿部,后齿部的前端与前齿部的后端固定连接;前齿部用于对渐开线圆柱齿轮的端面棱边倒角;后齿部用于对渐开线圆柱齿轮的异面棱边倒角。所述倒棱刀,包括倒棱刀盘以及多个的倒棱刀齿,多个倒棱刀齿沿倒棱刀盘的周向均匀设置。所述渐开线圆柱齿轮倒棱刀具,包括变棱边修形刀以及倒棱刀;变棱边修形刀包括修形刀齿。所述倒棱机,包括刀盘转轴以及渐开线圆柱齿轮倒棱刀具,渐开线圆柱齿轮倒棱刀具安装于刀盘转轴上。本发明能够一次性的实现对整个端面轮廓实施倒棱,节约
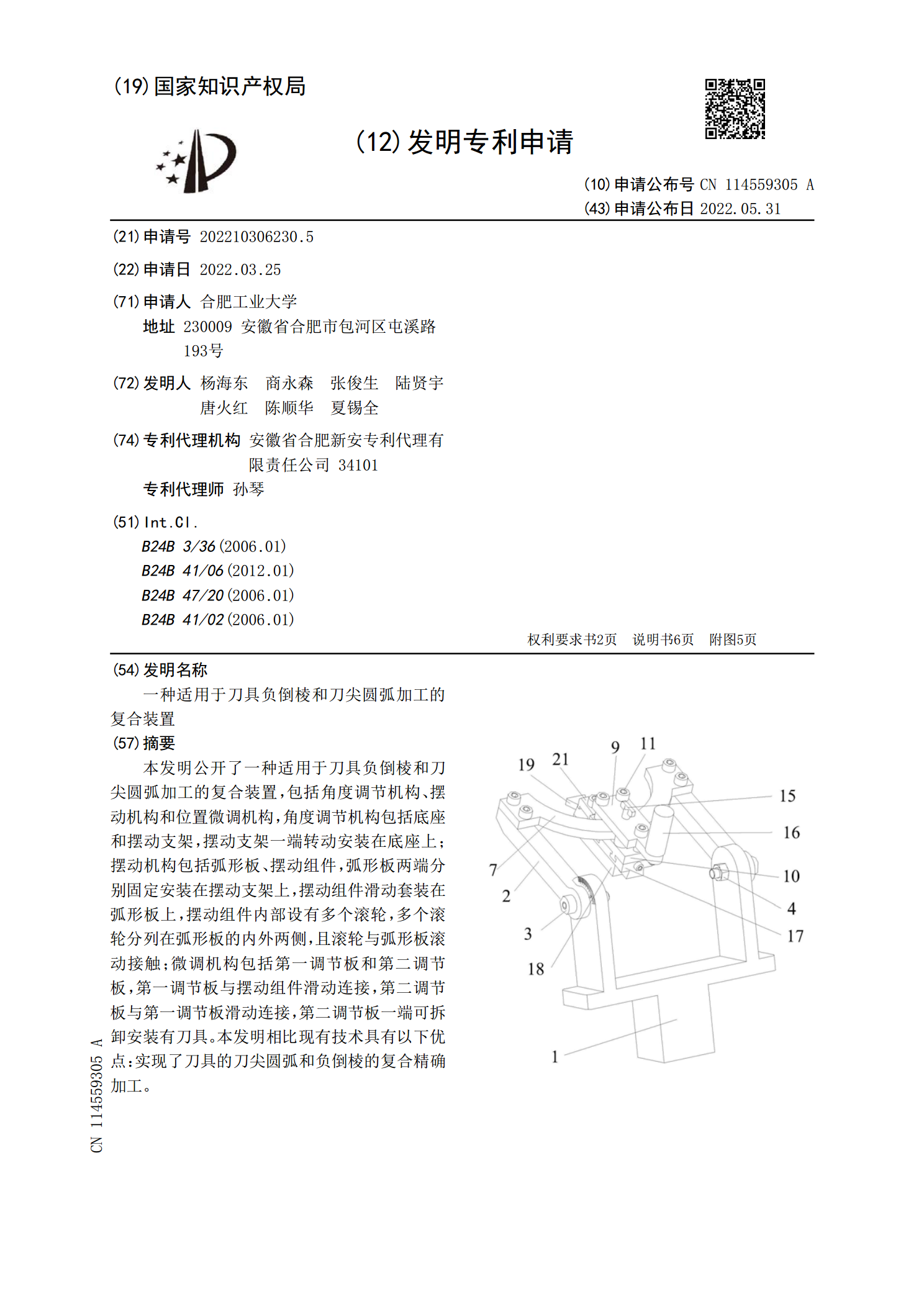
一种适用于刀具负倒棱和刀尖圆弧加工的复合装置.pdf
本发明公开了一种适用于刀具负倒棱和刀尖圆弧加工的复合装置,包括角度调节机构、摆动机构和位置微调机构,角度调节机构包括底座和摆动支架,摆动支架一端转动安装在底座上;摆动机构包括弧形板、摆动组件,弧形板两端分别固定安装在摆动支架上,摆动组件滑动套装在弧形板上,摆动组件内部设有多个滚轮,多个滚轮分列在弧形板的内外两侧,且滚轮与弧形板滚动接触;微调机构包括第一调节板和第二调节板,第一调节板与摆动组件滑动连接,第二调节板与第一调节板滑动连接,第二调节板一端可拆卸安装有刀具。本发明相比现有技术具有以下优点:实现了刀具

一种固定锥形刀具姿态的齿轮倒棱方法研究.docx
一种固定锥形刀具姿态的齿轮倒棱方法研究标题:一种固定锥形刀具姿态的齿轮倒棱方法研究摘要:齿轮是机械传动中常见的元件,其高精度加工对传动效率和稳定性至关重要。目前,齿轮倒棱方法主要采用直线切削刀具,由于其限制了倒棱角度和倒棱位置的可变性,无法满足特殊要求。本文研究一种利用固定锥形刀具姿态的齿轮倒棱方法,该方法具有灵活性和高精度的优势,对提高齿轮倒棱加工效率具有重要意义。关键词:固定锥形刀具;齿轮倒棱方法;倒棱角度;倒棱位置;加工效率1.引言齿轮作为机械传动的核心元件,在工业领域有着广泛的应用。由于齿轮之间的
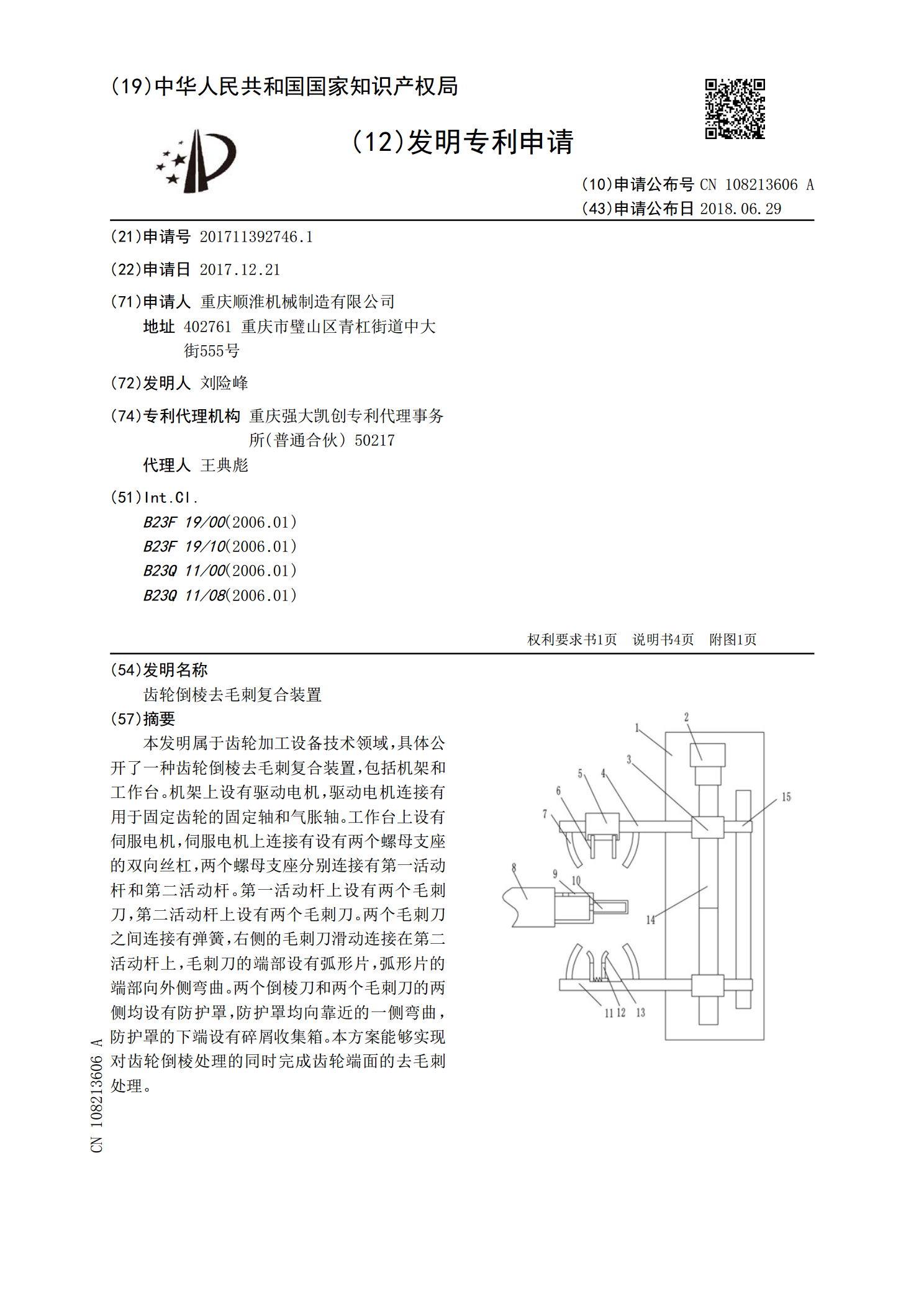
齿轮倒棱去毛刺复合装置.pdf
本发明属于齿轮加工设备技术领域,具体公开了一种齿轮倒棱去毛刺复合装置,包括机架和工作台。机架上设有驱动电机,驱动电机连接有用于固定齿轮的固定轴和气胀轴。工作台上设有伺服电机,伺服电机上连接有设有两个螺母支座的双向丝杠,两个螺母支座分别连接有第一活动杆和第二活动杆。第一活动杆上设有两个毛刺刀,第二活动杆上设有两个毛刺刀。两个毛刺刀之间连接有弹簧,右侧的毛刺刀滑动连接在第二活动杆上,毛刺刀的端部设有弧形片,弧形片的端部向外侧弯曲。两个倒棱刀和两个毛刺刀的两侧均设有防护罩,防护罩均向靠近的一侧弯曲,防护罩的下端