
制造轮子的方法.pdf

一条****丹淑


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

制造轮子的方法.pdf
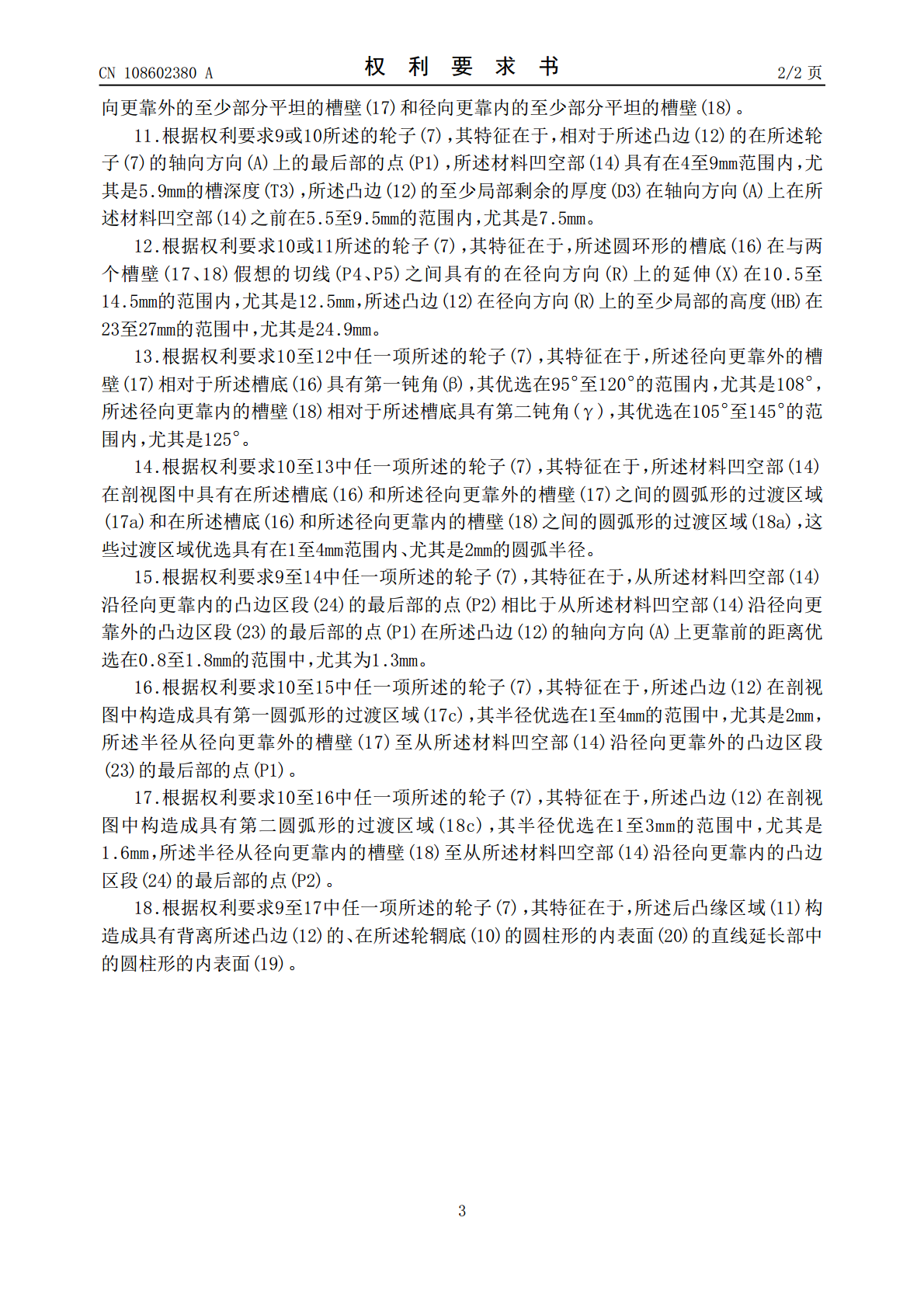
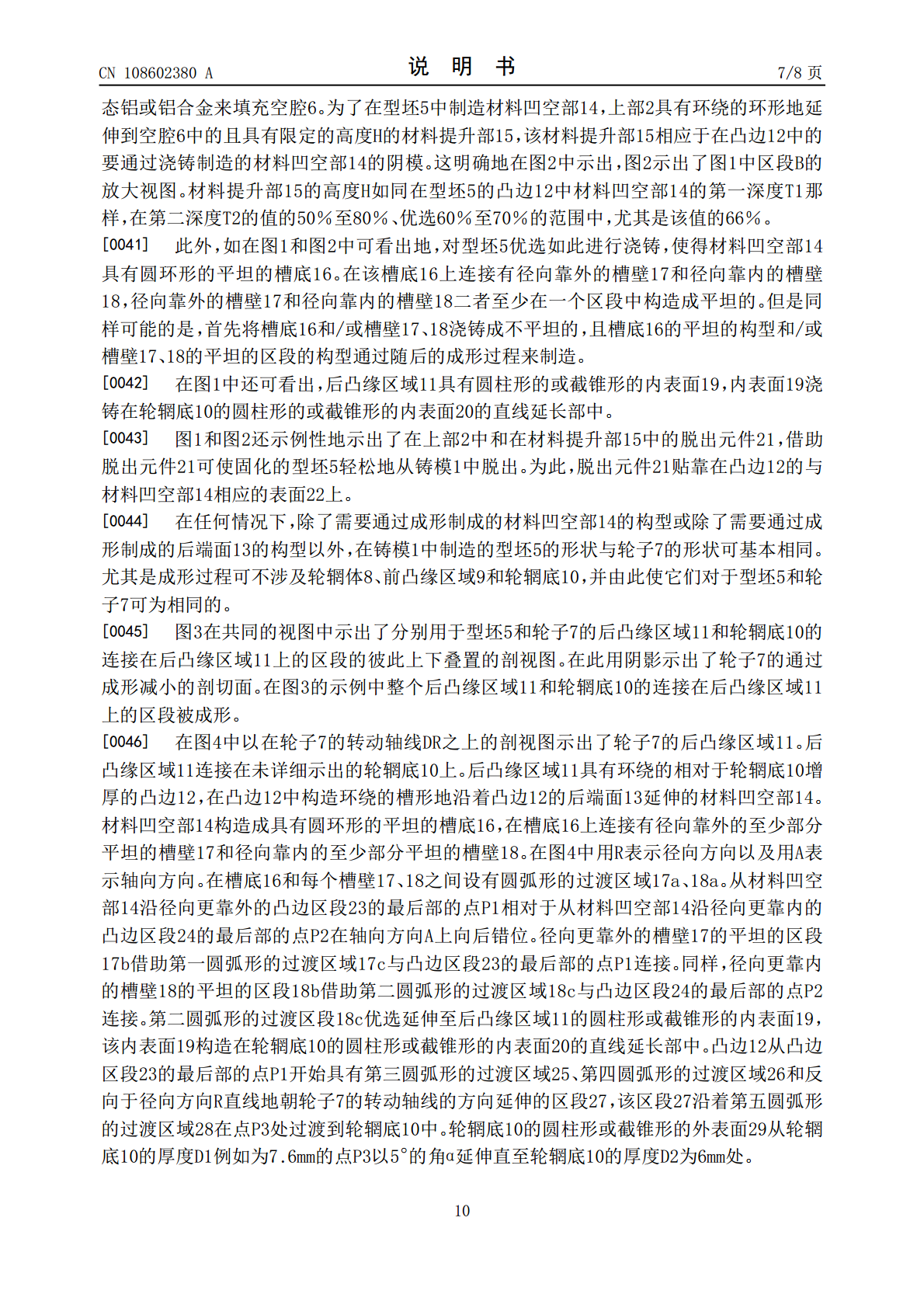
本发明涉及制造轮子(7)的方法,轮子具有轮辋体(8),在其上连接有前凸缘区域(9),前凸缘区域经由轮辋底(10)与相对置的后凸缘区域(11)连接,后凸缘区域具有环绕的相对于轮辋底(10)增厚的凸边(12),其中,借助浇铸形成型坯(5),将该型坯成形为制成的轮子(7),其中,对于制造具有环绕的在凸边(12)中槽形地沿着凸边(12)的后端面延伸且具有限定的槽深度(T3)的材料凹空部(14)的轮子,在浇铸型坯(5)时首先从参考点(Z)以第一深度(T1)制造材料凹空部(14),然后将其成形至形成第二深度(T2),

轮子结构及其制造方法.pdf
本发明公开一种轮子结构及其制造方法,包括一轮子,其具有一用于使该轮子旋转的轴部;一套筒,其一端一体成型或组接地设置于该轴部的一端,并具有一邻靠该轮子一面的第一挡止部,其另一端具有一组接部,该组接部结合在一被载体;及一第二挡止部,其一体成型或组接地设置于该轴部的另一端,并邻靠该轮子的另一面,使该轮子在该第一挡止部与该第二挡止部之间转动。借此,本发明的轮子结构及其制造方法能应用于需要移动的被载体,通过其组合结构及制造方法,达到模块化生产、提高组装效率及结构精简降低成本等效益。

可折叠轮子以及制造可折叠轮子的方法.pdf
本文大体描述了可折叠轮子及制作可折叠轮子的方法的实施方式。可描述其他实施方式且可要求对其他实施方式的专利保护。

可折叠轮子和制造可折叠轮子的方法.pdf
本文一般描述了可折叠的轮子和制造可折叠轮子的方法的实施方案。可描述并请求保护其它实施方案。一些体育器材可能需要轮式车辆以进行运输。描述了一种包括多个轮部分的轮子。每个轮部分具有轮毂,所述轮毂具有中心孔和连接到所述轮毂并连接到轮辋部分的至少一个辐条。所述多个轮部分可相对于彼此从折叠位置旋转到展开位置。
玩具轮子组件及其制造方法.pdf
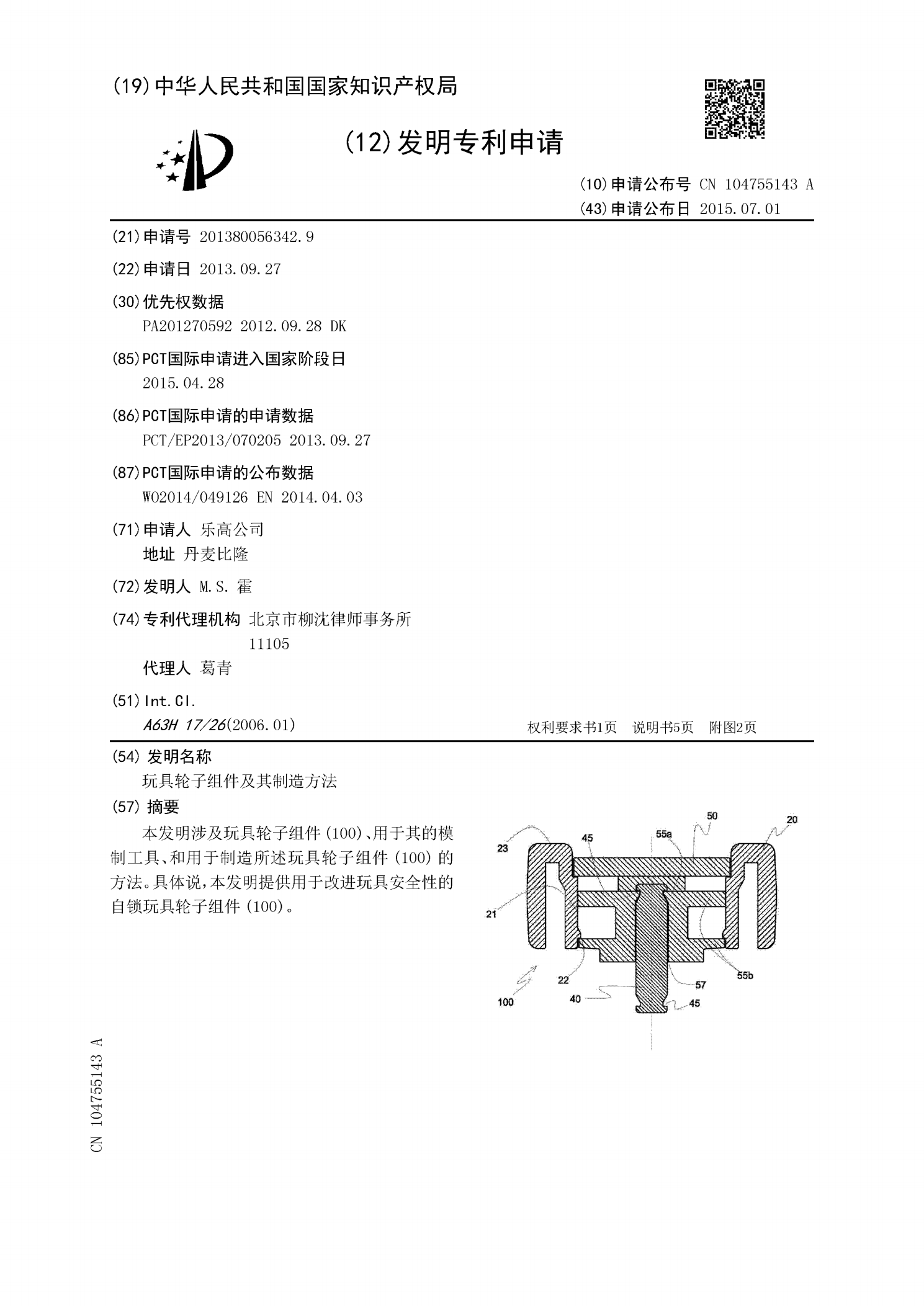
本发明涉及玩具轮子组件(100)、用于其的模制工具、和用于制造所述玩具轮子组件(100)的方法。具体说,本发明提供用于改进玩具安全性的自锁玩具轮子组件(100)。