
基于DSP的线阵CCD可吸收缝合线线径在线检测装置.pdf

Ch****91

1/9

2/9
3/9
4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于DSP的线阵CCD可吸收缝合线线径在线检测装置.pdf
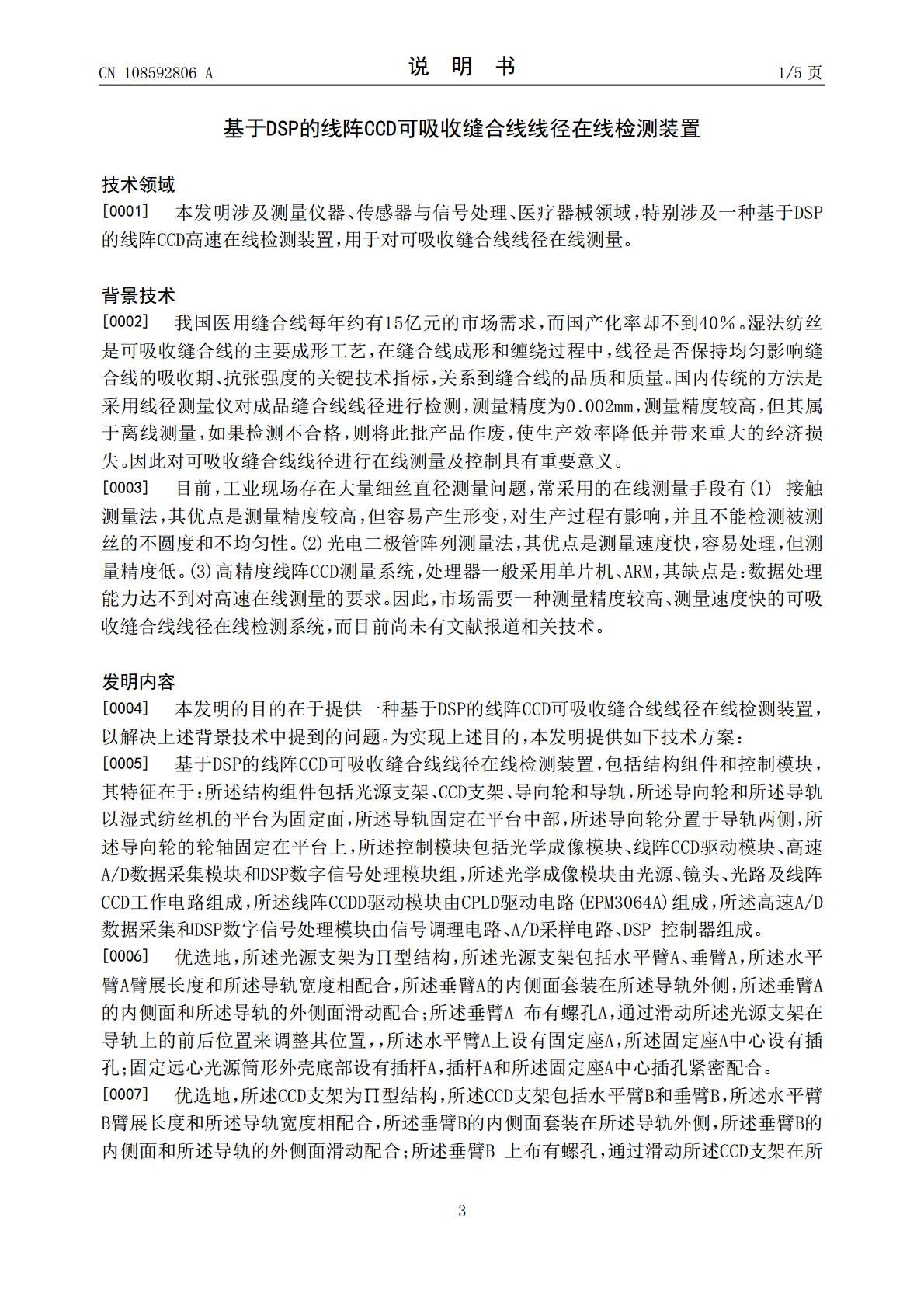
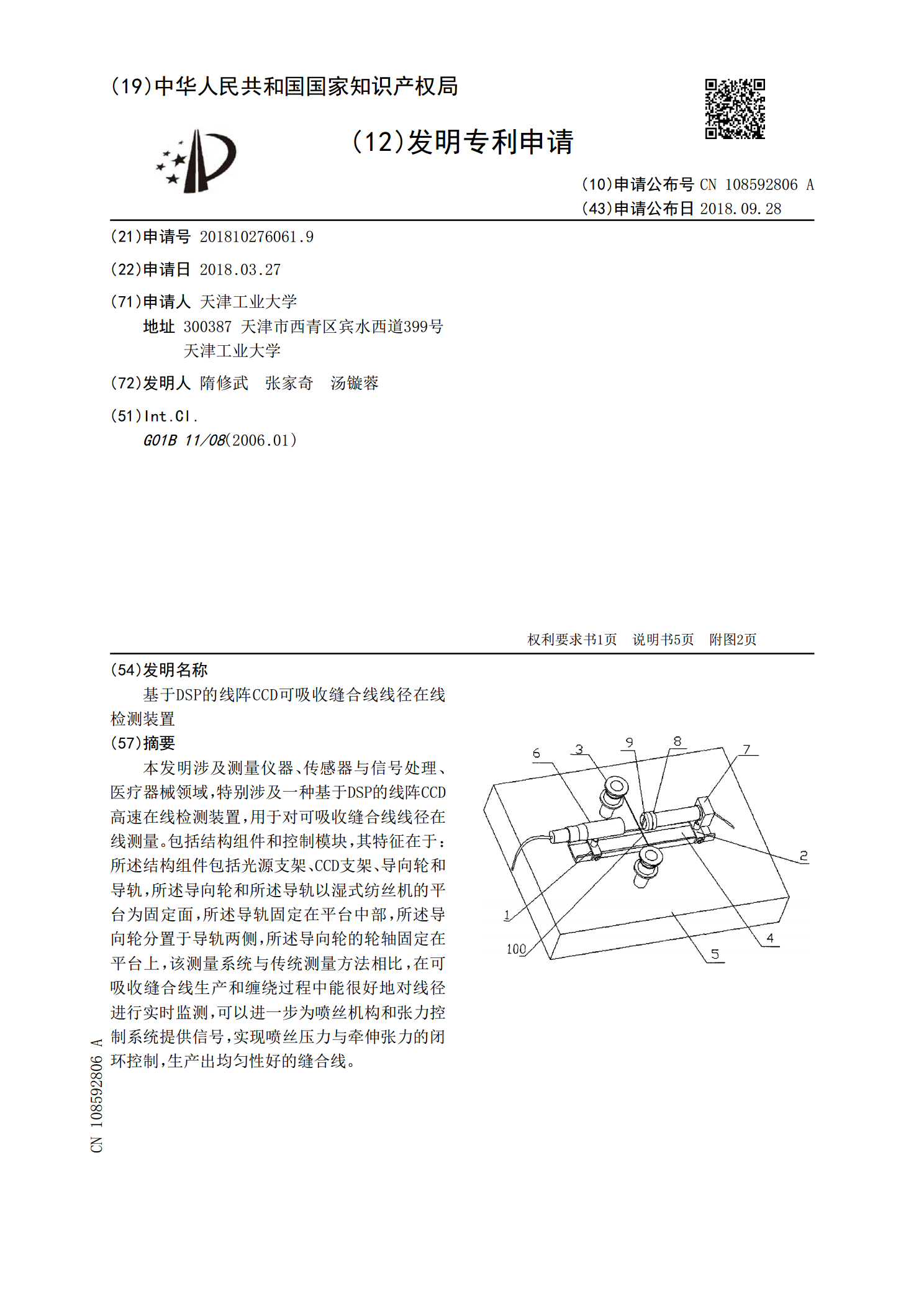
本发明涉及测量仪器、传感器与信号处理、医疗器械领域,特别涉及一种基于DSP的线阵CCD高速在线检测装置,用于对可吸收缝合线线径在线测量。包括结构组件和控制模块,其特征在于:所述结构组件包括光源支架、CCD支架、导向轮和导轨,所述导向轮和所述导轨以湿式纺丝机的平台为固定面,所述导轨固定在平台中部,所述导向轮分置于导轨两侧,所述导向轮的轮轴固定在平台上,该测量系统与传统测量方法相比,在可吸收缝合线生产和缠绕过程中能很好地对线径进行实时监测,可以进一步为喷丝机构和张力控制系统提供信号,实现喷丝压力与牵伸张力的闭

基于线阵CCD的可吸收缝合线线径在线检测系统.docx
基于线阵CCD的可吸收缝合线线径在线检测系统一、引言在医疗领域,可吸收缝合线的使用已成为一种常见的方法。但是,缝合线的线径对于医疗手术的成功与否至关重要。因此,开发一种基于线阵CCD的可吸收缝合线线径在线检测系统势在必行。本文将介绍这种系统的原理、构造、算法等方面。二、系统原理可吸收缝合线线径在线检测系统的基本原理是通过线阵CCD对缝合线进行图像采集和处理,通过计算缝合线的宽度,实现在线检测。具体过程如下:1.使用白色布料作为背景,缝合线放在布料上进行拍摄;2.线阵CCD采集到缝合线和背景的图像;3.将图

基于线阵CCD的可吸收缝合线线径的在线监测综述报告.docx
基于线阵CCD的可吸收缝合线线径的在线监测综述报告随着手术技术的不断发展,外科手术逐渐向微创领域发展。可吸收缝合线是一种常用的缝合材料,其在手术中的应用越来越广泛。但是,可吸收缝合线的线径对手术结果有很大的影响。因此,对可吸收线径的在线监测越来越重要。本文将介绍一种基于线阵CCD的可吸收缝合线线径在线监测技术。一、可吸收缝合线的特点和应用可吸收缝合线是一种有机高分子材料,具有可吸收且无毒副作用的特点。使用可吸收缝合线缝合创口的好处在于,由于线材本身可以被吸收,手术后可以避免线材残留。此外,它们的强度足以在

可吸收缝合线的线径在线检测及控制技术的任务书.docx
可吸收缝合线的线径在线检测及控制技术的任务书一、任务背景随着医学技术的不断发展,可吸收缝合线在外科手术中得到了广泛的应用,成为了手术中不可或缺的重要工具。可吸收缝合线的线径大小与手术的效果有着密不可分的关系,线径过粗或者过细都会影响到手术的质量和安全,因此需要对可吸收缝合线的线径进行精确的检测和控制。目前,市场上有一些线径检测设备,但是由于线径检测的要求较高,检测结果通常存在一定的误差,而这种误差在手术中会直接影响到手术的效果和安全。因此,需要对可吸收缝合线的线径在线进行检测和控制,以确保手术的质量和安全

基于DSP的线阵CCD图像采集系统.docx
基于DSP的线阵CCD图像采集系统一、绪论目前,图像采集技术在自动检测、医学影像、视频监控等领域都得到广泛应用。随着计算机技术的不断发展和进步,图像采集系统的性能已经越来越高。其中,基于DSP的线阵CCD图像采集系统因其高速、高精度等特点得到了广泛的关注和应用。二、系统介绍基于DSP的线阵CCD图像采集系统是由CCD线阵、DSP芯片、外设接口板、电源等组成的。其中,CCD线阵是主要的图像采集源,其将物体的光信号转换成电信号后通过数据线传输给ADC,最终经过DSP芯片处理得到数字图像。1.CCD线阵CCD线