
一种聚乙烯双壁波纹管生产线及其生产方法.pdf

明钰****甜甜

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种聚乙烯双壁波纹管生产线及其生产方法.pdf
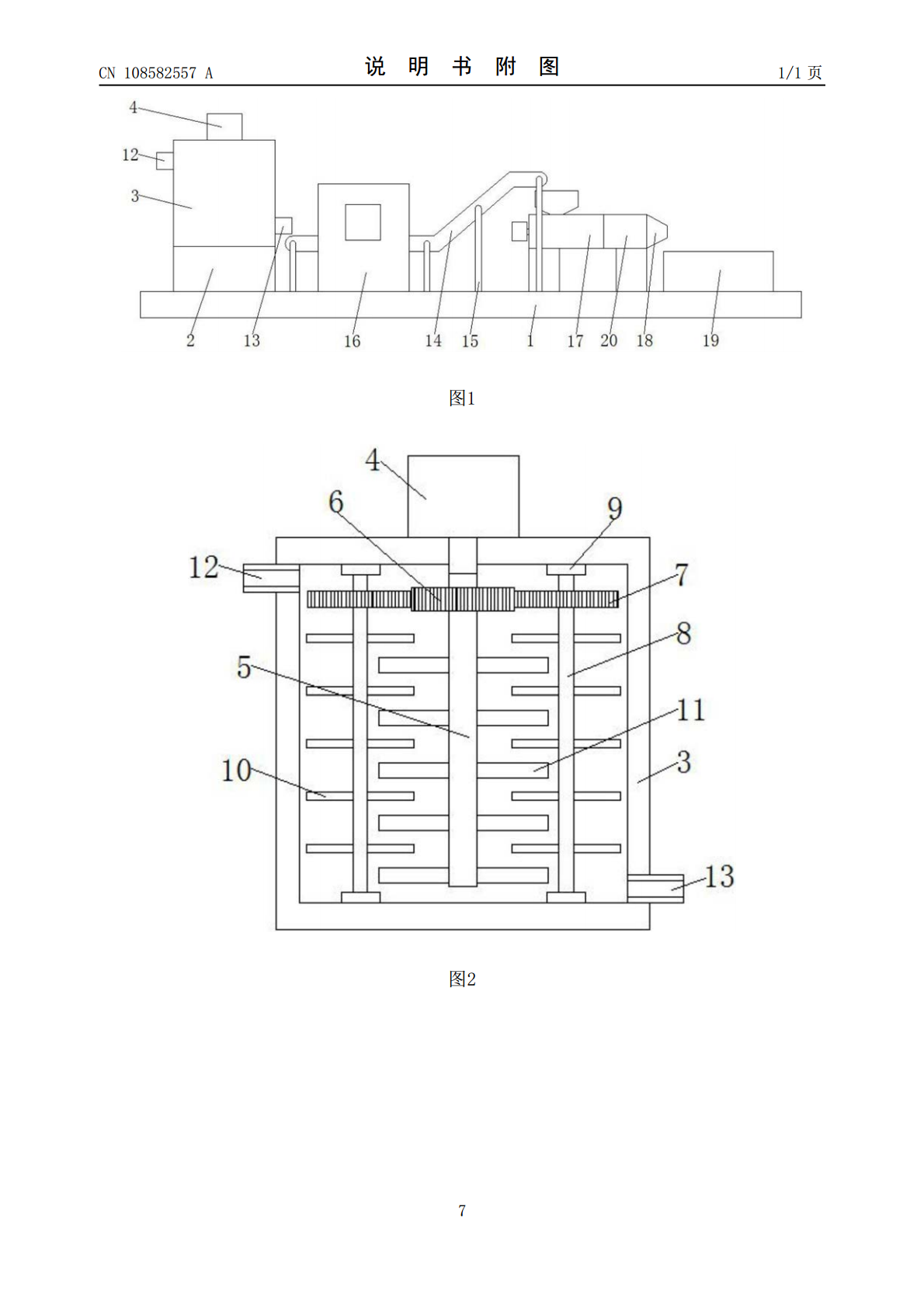
本发明涉及波纹管生产技术领域,且公开了一种聚乙烯双壁波纹管生产线,包括底座,所述底座上表面的左侧通过垫块固定连接有搅拌箱,所述搅拌箱顶部的中部安装有驱动电机,所述驱动电机的输出轴穿过搅拌箱的顶部并与位于搅拌箱内部的搅拌轴的顶端固定连接,所述搅拌轴表面的顶部固定套接有第一齿轮。该聚乙烯双壁波纹管生产线及其生产方法,通过对搅拌箱的限定,利用第一齿轮带动第二齿轮转动,从而实现搅拌轴和搅拌杆的逆向运动,从而防止原料随搅拌轴同步转动,从而达到了搅拌彻底的效果,提高产品的质量,同时,通过原料中的白矿油和硅烷偶联剂等,
一种双壁波纹管生产设备及双壁波纹管的生产方法.pdf
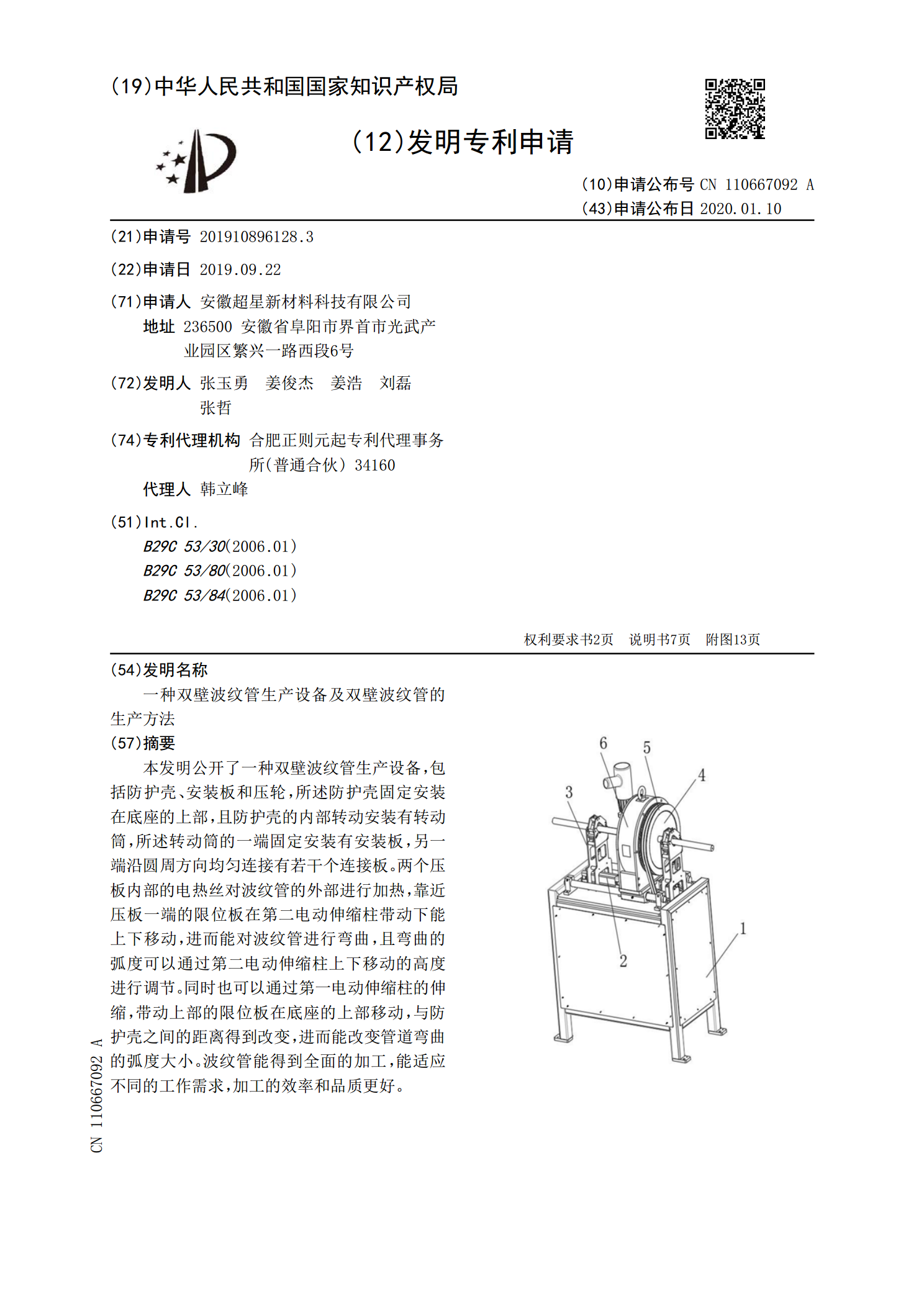
本发明公开了一种双壁波纹管生产设备,包括防护壳、安装板和压轮,所述防护壳固定安装在底座的上部,且防护壳的内部转动安装有转动筒,所述转动筒的一端固定安装有安装板,另一端沿圆周方向均匀连接有若干个连接板。两个压板内部的电热丝对波纹管的外部进行加热,靠近压板一端的限位板在第二电动伸缩柱带动下能上下移动,进而能对波纹管进行弯曲,且弯曲的弧度可以通过第二电动伸缩柱上下移动的高度进行调节。同时也可以通过第一电动伸缩柱的伸缩,带动上部的限位板在底座的上部移动,与防护壳之间的距离得到改变,进而能改变管道弯曲的弧度大小。波

聚乙烯PE双壁波纹管生产技术汇编.doc
聚乙烯(PE)双壁波纹管生产技术汇编一、PE双壁波纹管概述1.定义:所谓PE双壁波管是为了在节省原材料而不致使管材旳环刚度下降旳前提下,对管材截面进行优化设计旳一种内壁光滑平整、外壁为梯形或弧形波纹状肋内外壁波纹间为中空、采用挤出成型工艺制成旳管材。由于其重要原材料为聚乙烯(PE),故简称为PE双壁波纹管。2.PE双壁波纹管旳长处:①节省原材料,用同样旳原材料做同一外径旳管材时,波纹管可经比实壁管节省30%以上旳原材料。②质量轻,比重不不小于铸铁管和水泥管旳50%。③安装便捷、施工进度快,以老式水泥管相比

一种双壁波纹管生产设备及生产方法.pdf
本发明属于波纹管技术领域,且公开了一种双壁波纹管生产设备及生产方法,包括两条移动链,每条移动链的一侧上啮合设有两个转动齿盘,移动链远离转动齿盘的一端连接设有若干成型块,且两条移动链上的成型块在工作中能彼此抵触,成型块内设有对装置进行降温的冷却组件,移动链的一端设有管道成型的挤出装置;通过设置的红外感应装置对凸起环在冷却腔内的位置,以及收纳至冷却腔内的温度进行检测,当凸起环的温度超过设置的安全阈值时,通过冷却管与集气腔连通,使得冷却气体通过冷却管对凸起环表面进行降温,提高凸起环的使用寿命,当凸起环表面的温度
一种聚乙烯双壁波纹管成型设备.pdf
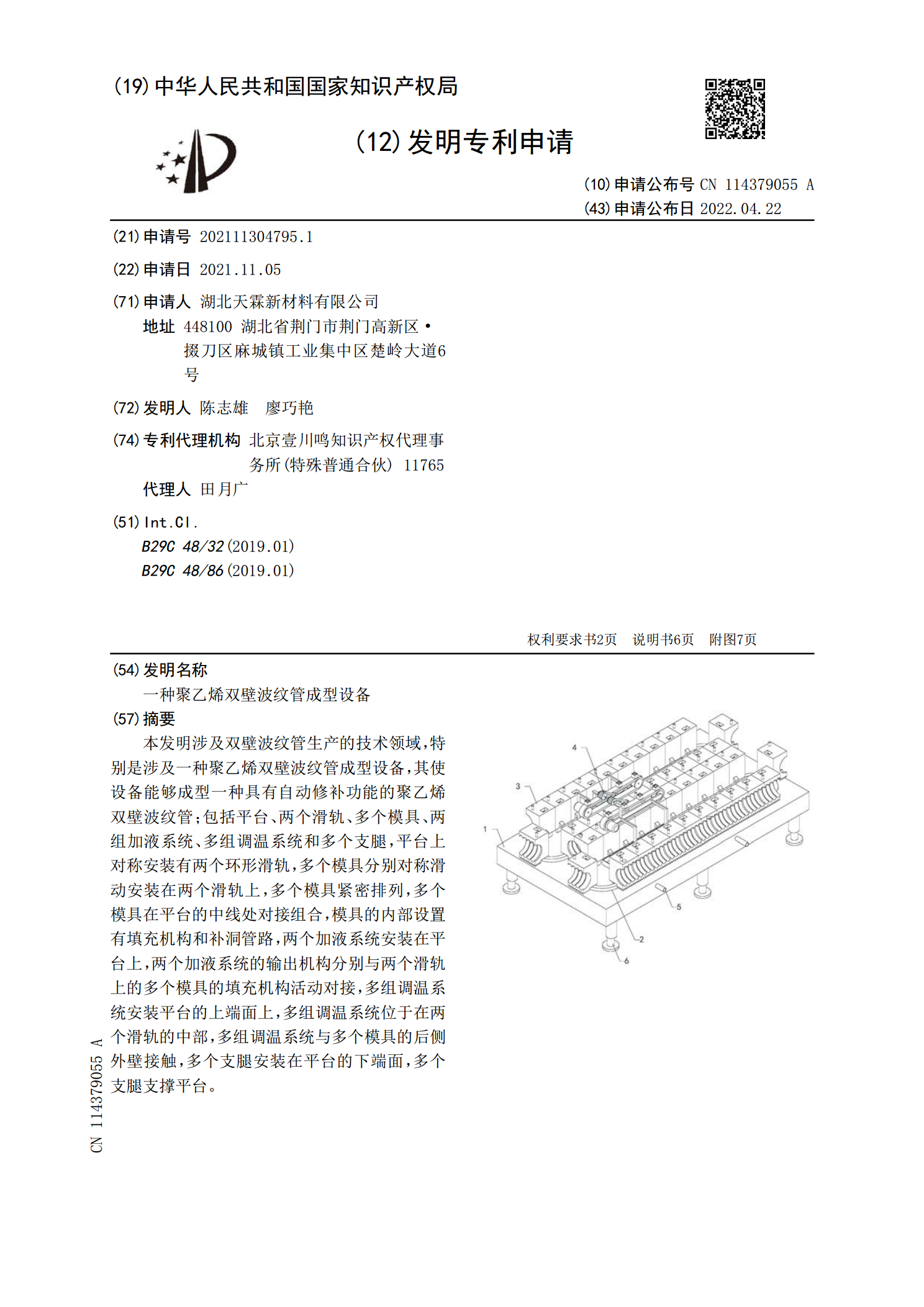
本发明涉及双壁波纹管生产的技术领域,特别是涉及一种聚乙烯双壁波纹管成型设备,其使设备能够成型一种具有自动修补功能的聚乙烯双壁波纹管;包括平台、两个滑轨、多个模具、两组加液系统、多组调温系统和多个支腿,平台上对称安装有两个环形滑轨,多个模具分别对称滑动安装在两个滑轨上,多个模具紧密排列,多个模具在平台的中线处对接组合,模具的内部设置有填充机构和补洞管路,两个加液系统安装在平台上,两个加液系统的输出机构分别与两个滑轨上的多个模具的填充机构活动对接,多组调温系统安装平台的上端面上,多组调温系统位于在两个滑轨的中