
管状带式输送机成圆段胶带自动调偏装置及其调偏方法.pdf

An****99


1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

管状带式输送机成圆段胶带自动调偏装置及其调偏方法.pdf
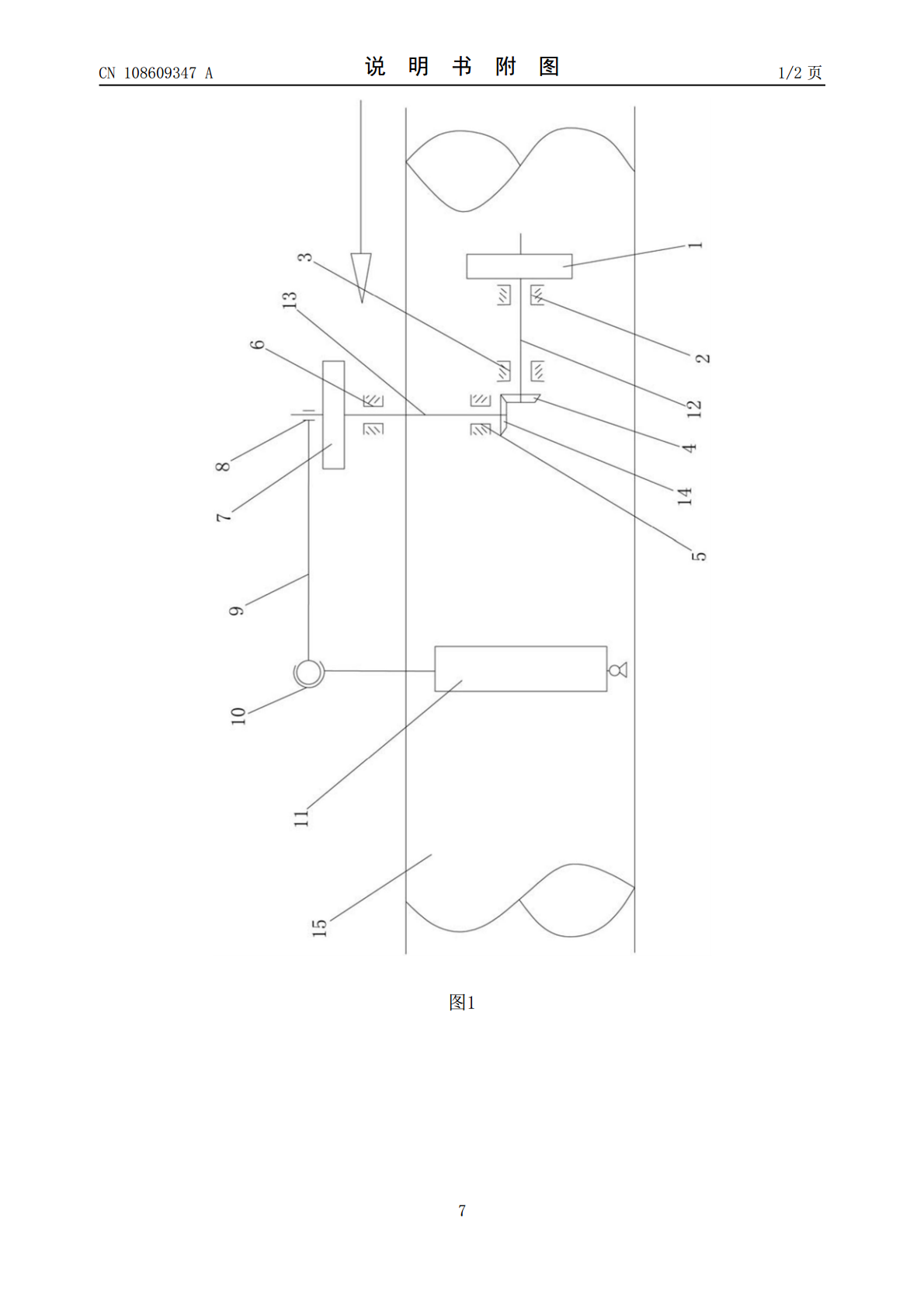
本发明公开了管状带式输送机成圆段胶带自动调偏装置及其调偏方法,包括托辊、第一横向轴承、第二横向轴承、第一纵向轴承、第二纵向轴承;第一横向轴承和第二横向轴承之间连接有横向转轴;横向转轴的左右两端连接有主动圆锥齿轮和主动圆盘;第一纵向轴承和第二纵向轴承之间连接有纵向转轴;纵向转轴的上下两端连接有从动圆盘和从动圆锥齿轮;从动圆锥齿轮与主动圆锥齿轮相啮合;托辊与连杆通过球面副连接,连杆偏心安装于从动圆盘上,当胶带成圆段向一侧跑偏时,胶带成圆段的跑偏移动将促使主动圆盘转动,通过装置使托辊自动产生相应的倾斜角度,实现
管带机成圆段传送带自动调偏装置.pdf
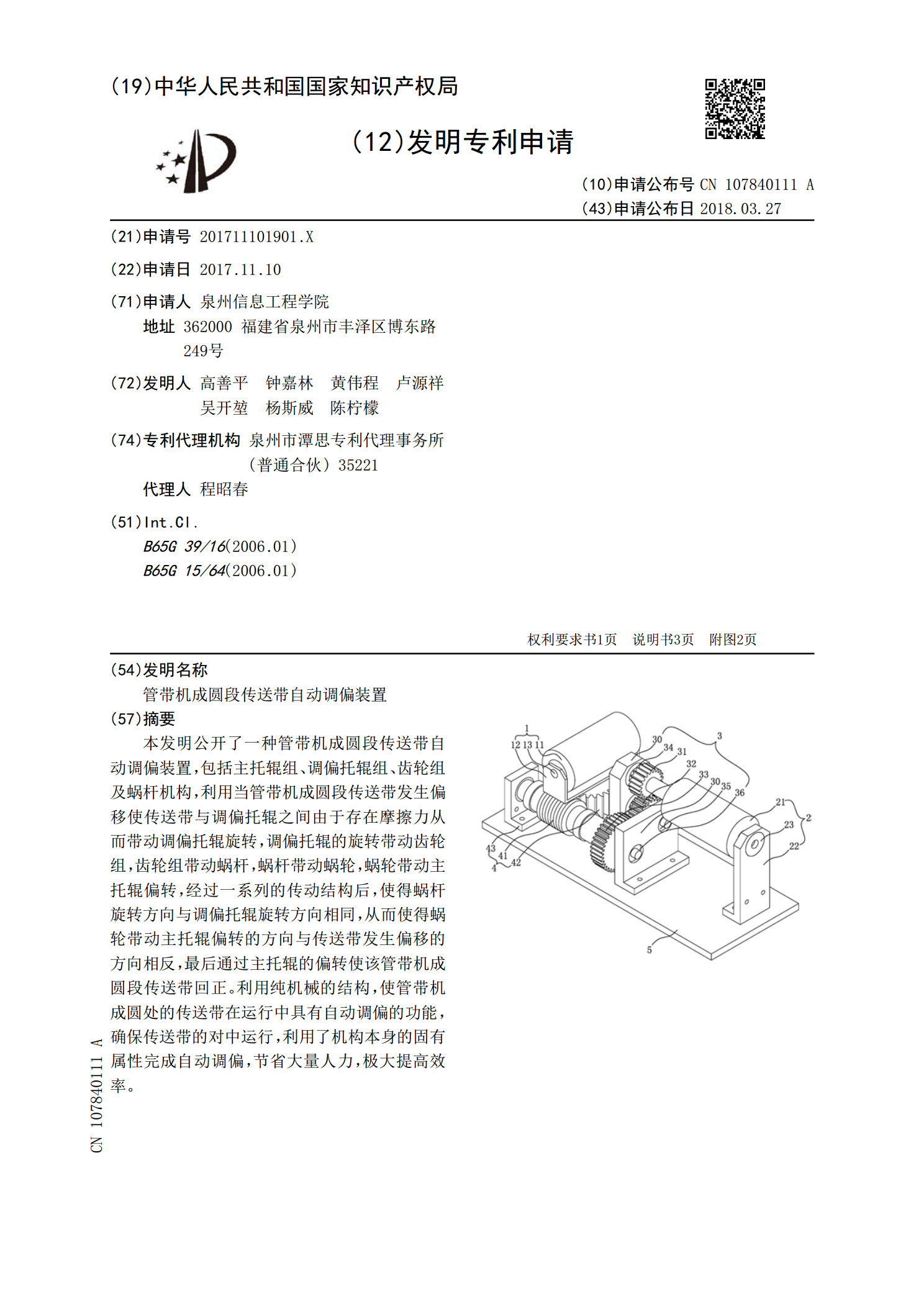
本发明公开了一种管带机成圆段传送带自动调偏装置,包括主托辊组、调偏托辊组、齿轮组及蜗杆机构,利用当管带机成圆段传送带发生偏移使传送带与调偏托辊之间由于存在摩擦力从而带动调偏托辊旋转,调偏托辊的旋转带动齿轮组,齿轮组带动蜗杆,蜗杆带动蜗轮,蜗轮带动主托辊偏转,经过一系列的传动结构后,使得蜗杆旋转方向与调偏托辊旋转方向相同,从而使得蜗轮带动主托辊偏转的方向与传送带发生偏移的方向相反,最后通过主托辊的偏转使该管带机成圆段传送带回正。利用纯机械的结构,使管带机成圆处的传送带在运行中具有自动调偏的功能,确保传送带的

胶带可逆自动调偏装置.pdf
本发明一种胶带可逆自动调偏装置。包括支架,设在支架上的皮带托辊组,设在支架下方的支架底座,其特征在于在所述的支架上设有减速机构,在皮带托辊的端部设有感应辊,所述的支架与支架底座之间设有支撑板,支撑板一端与支架底座连接,另一端与齿条连接,其齿条与齿轮啮合,其齿轮与减速机的从动轴连接,减速机的主动轴通过接手与从动辊连接,其从动辊轴通过轴套与轴承座连接,在所述的支架底座的两侧设有支架底座立柱,在支架底座立柱的顶部设有轨道,固定在支架上的轴承与轨道滚动连接,在支架底座与支架的中部设有中心轴套。其优点是:结构合理,

调偏装置及带式输送机.pdf
本申请公开了一种调偏装置及带式输送机,属于物料输送技术领域。该调偏装置包括:安装架;托辊支撑架,所述托辊支撑架通过连接组件与所述安装架可转动连接,所述托辊支撑架的第一端和第二端均设有配合件,所述托辊支撑架通过所述配合件与所述安装架可移动地配合;调偏托辊,所述调偏托辊设置于所述托辊支撑架。该方案能够解决目前调偏装置的调偏效果较差的问题。
一种管状带式输送机自适应调偏装置.pdf
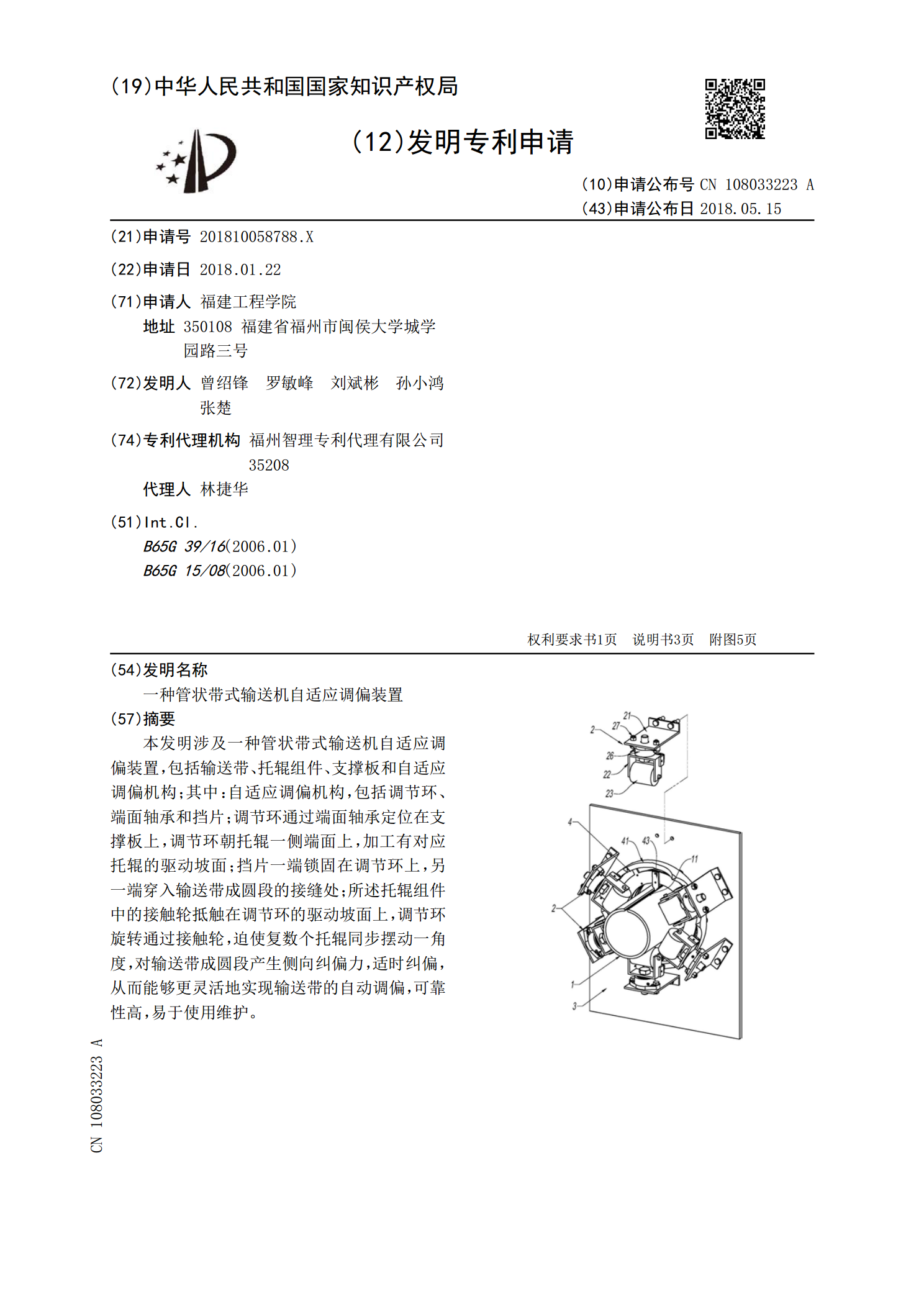
本发明涉及一种管状带式输送机自适应调偏装置,包括输送带、托辊组件、支撑板和自适应调偏机构;其中:自适应调偏机构,包括调节环、端面轴承和挡片;调节环通过端面轴承定位在支撑板上,调节环朝托辊一侧端面上,加工有对应托辊的驱动坡面;挡片一端锁固在调节环上,另一端穿入输送带成圆段的接缝处;所述托辊组件中的接触轮抵触在调节环的驱动坡面上,调节环旋转通过接触轮,迫使复数个托辊同步摆动一角度,对输送带成圆段产生侧向纠偏力,适时纠偏,从而能够更灵活地实现输送带的自动调偏,可靠性高,易于使用维护。