
全等轴晶金属构件的激光增材制造方法及其装置.pdf

Ro****44

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
全等轴晶金属构件的激光增材制造方法及其装置.pdf
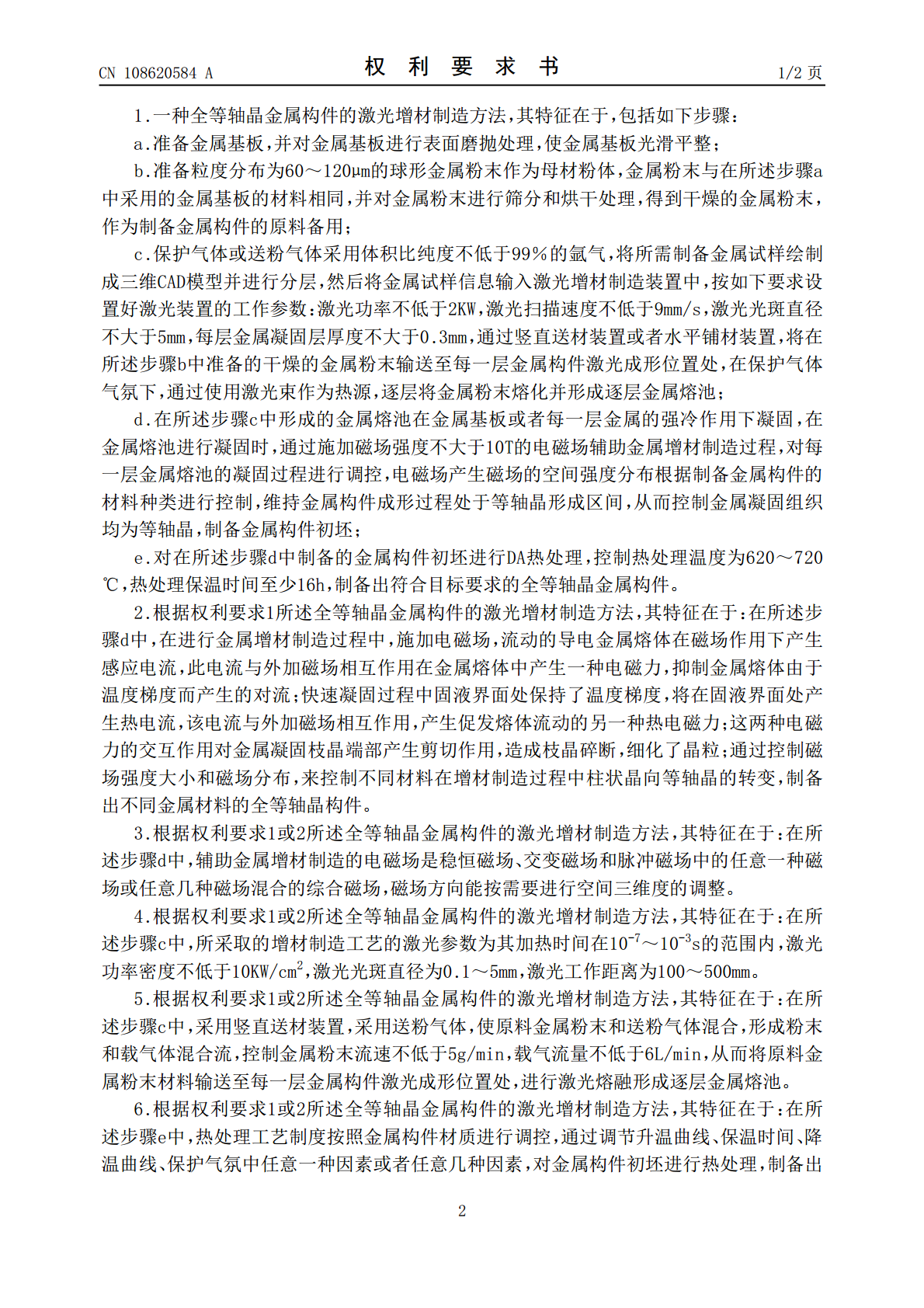
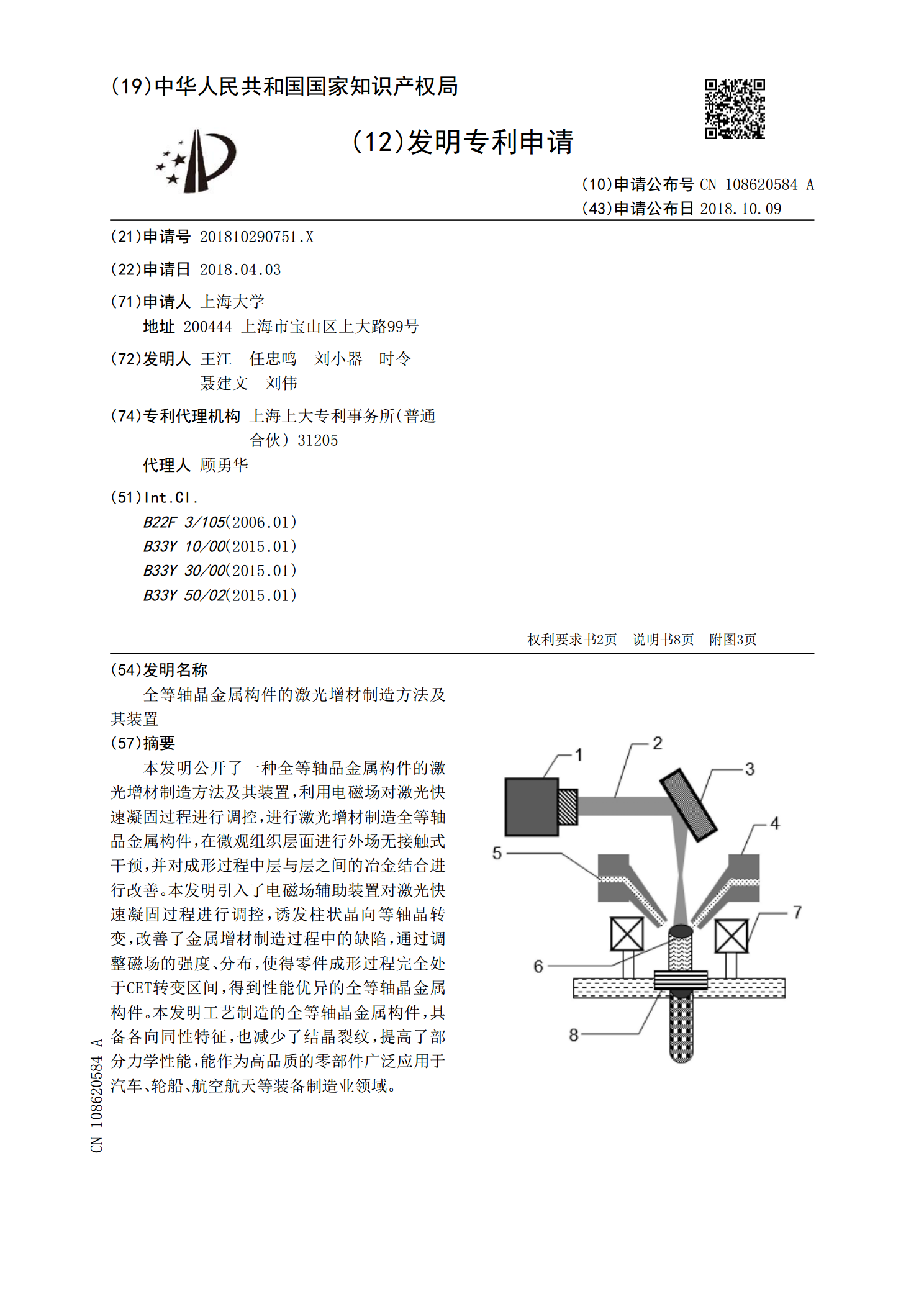
本发明公开了一种全等轴晶金属构件的激光增材制造方法及其装置,利用电磁场对激光快速凝固过程进行调控,进行激光增材制造全等轴晶金属构件,在微观组织层面进行外场无接触式干预,并对成形过程中层与层之间的冶金结合进行改善。本发明引入了电磁场辅助装置对激光快速凝固过程进行调控,诱发柱状晶向等轴晶转变,改善了金属增材制造过程中的缺陷,通过调整磁场的强度、分布,使得零件成形过程完全处于CET转变区间,得到性能优异的全等轴晶金属构件。本发明工艺制造的全等轴晶金属构件,具备各向同性特征,也减少了结晶裂纹,提高了部分力学性能,
复合结构金属构件选区激光熔化增材制造装置及工作方法.pdf
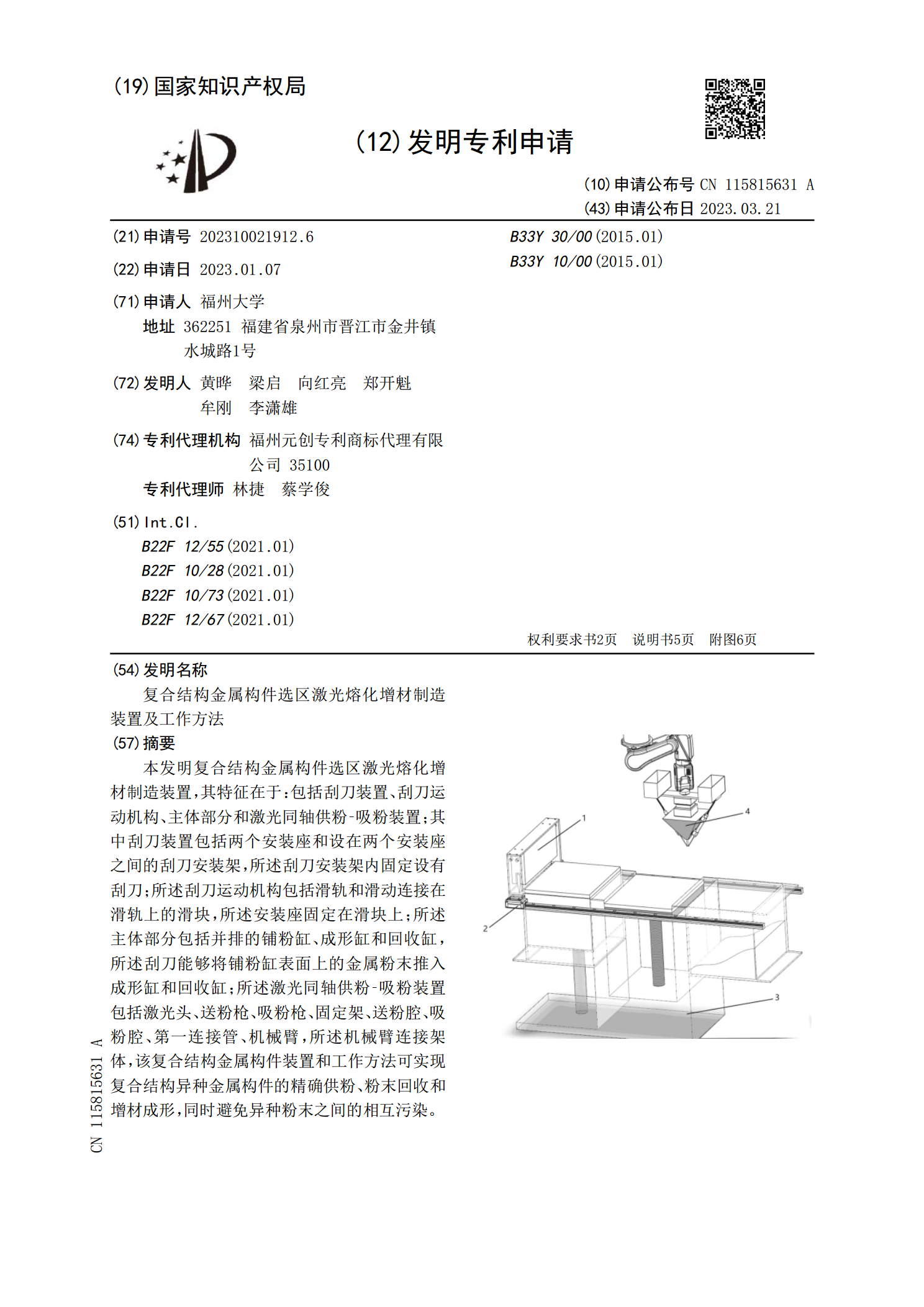
本发明复合结构金属构件选区激光熔化增材制造装置,其特征在于:包括刮刀装置、刮刀运动机构、主体部分和激光同轴供粉‑吸粉装置;其中刮刀装置包括两个安装座和设在两个安装座之间的刮刀安装架,所述刮刀安装架内固定设有刮刀;所述刮刀运动机构包括滑轨和滑动连接在滑轨上的滑块,所述安装座固定在滑块上;所述主体部分包括并排的铺粉缸、成形缸和回收缸,所述刮刀能够将铺粉缸表面上的金属粉末推入成形缸和回收缸;所述激光同轴供粉‑吸粉装置包括激光头、送粉枪、吸粉枪、固定架、送粉腔、吸粉腔、第一连接管、机械臂,所述机械臂连接架体,该复
异质材料选择性激光增材制造铺粉装置及增材制造方法.pdf
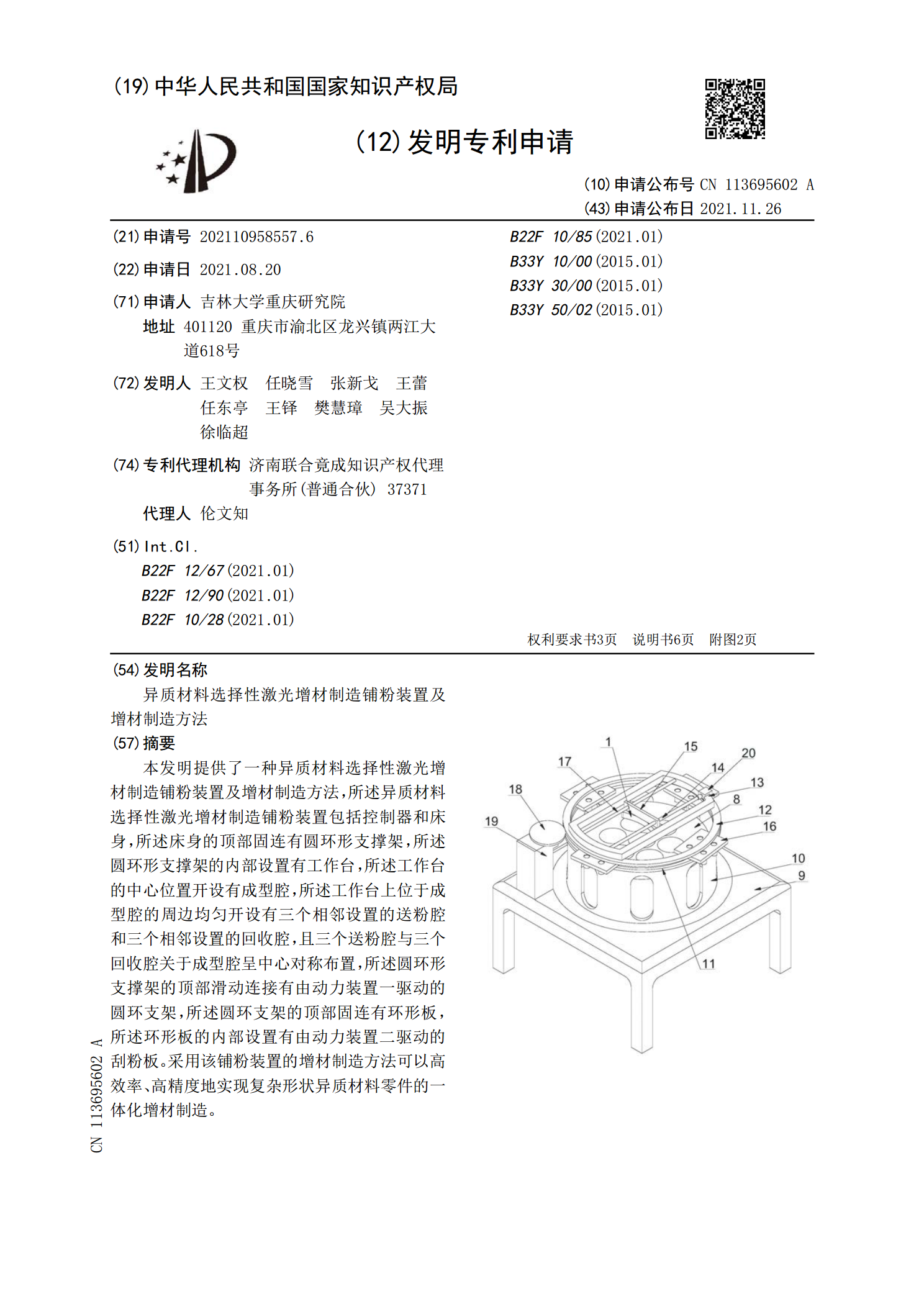
本发明提供了一种异质材料选择性激光增材制造铺粉装置及增材制造方法,所述异质材料选择性激光增材制造铺粉装置包括控制器和床身,所述床身的顶部固连有圆环形支撑架,所述圆环形支撑架的内部设置有工作台,所述工作台的中心位置开设有成型腔,所述工作台上位于成型腔的周边均匀开设有三个相邻设置的送粉腔和三个相邻设置的回收腔,且三个送粉腔与三个回收腔关于成型腔呈中心对称布置,所述圆环形支撑架的顶部滑动连接有由动力装置一驱动的圆环支架,所述圆环支架的顶部固连有环形板,所述环形板的内部设置有由动力装置二驱动的刮粉板。采用该铺粉装

激光增材制造及其工业应用.pptx
激光增材制造及其工业应用03技术背景:技术简介技术简介技术原理技术原理技术优缺点技术应用技术应用Thankyou

增材制造与激光制造.doc
附件6“增材制造与激光制造”重点专项2018年度项目申报指南建议为落实《国家中长期科学和技术发展规划纲要(2006-2020年)》和《中国制造2025》等提出的任务,国家重点研发计划启动实施“增材制造与激光制造”重点专项。根据本专项实施方案的部署,现提出2018年度项目申报指南建议。本重点专项总体目标是:突破增材制造与激光制造的基础理论,取得原创性技术成果,超前部署研发下一代技术;攻克增材制造的核心元器件和关键工艺技术,研制相关重点工艺装备;突破激光制造中的关键技术,研发高可靠长寿命激光器核心功能部件、国