
第3章网络综合布线系统工程常用器材和工具.ppt

sy****28

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共53页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

网络综合布线系统工程常用器材和工具.ppt
第3章网络综合布线系统工程常用器材和工具教学目的:掌握各种传输介质的特点、性能参数、构成及使用场合,掌握各种辅助材料的特点、用途和使用方法,掌握各种布线工具的使用方法。教学内容:各种传输介质的特点、性能参数、构成及使用场合,各种辅助材料的特点、用途和使用方法,各种布线工具的使用方法。教学重点:传输介质的特点、性能参数,辅助材料得使用、布线工具的使用教学课时:2+2教学方法:讲授+实验在网络综合布线系统工程施工中,我们都会用到不同的网络传输介质、网络布线配件和布线工具等。在本章我们详细介绍网络综合布线系统工

第3章网络综合布线系统工程常用器材和工具.ppt
任务一网络综合布线系统工程常用器材和工具在网络综合布线系统工程施工中,我们都会用到不同的网络传输介质、网络布线配件和布线工具等。在本章我们详细介绍网络综合布线系统工程常用器材和工具。3.1网络传输介质3.1.1双绞线线缆3.1.2大对数双绞线3.1.3同轴电缆3.1.4光缆的品种与性能3.1.5吹光缆铺设技术3.2线槽规格、品种和器材3.2.1金属线槽和塑料线槽3.2.2金属管和塑料管3.2.3桥架3.2.4线缆的槽、管铺设方法3.2.5信息模块3.2.6面板、底盒3.2.7配线架3.2.8机柜3.3布线

第3章网络综合布线系统工程常用器材和工具1.ppt
任务一网络综合布线系统工程常用器材和工具在网络综合布线系统工程施工中,我们都会用到不同的网络传输介质、网络布线配件和布线工具等。在本章我们详细介绍网络综合布线系统工程常用器材和工具。3.1网络传输介质3.1.1双绞线线缆3.1.2大对数双绞线3.1.3同轴电缆3.1.4光缆的品种与性能3.1.5吹光缆铺设技术3.2线槽规格、品种和器材3.2.1金属线槽和塑料线槽3.2.2金属管和塑料管3.2.3桥架3.2.4线缆的槽、管铺设方法3.2.5信息模块3.2.6面板、底盒3.2.7配线架3.2.8机柜3.3布线

第3章-网络综合布线系统工程常用器材和工具ppt课件.ppt
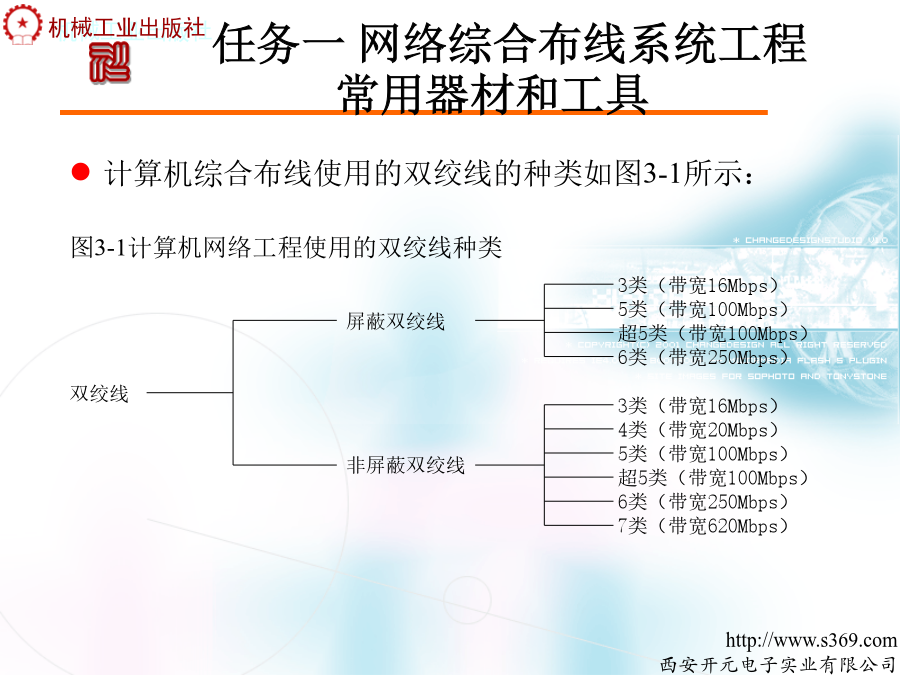
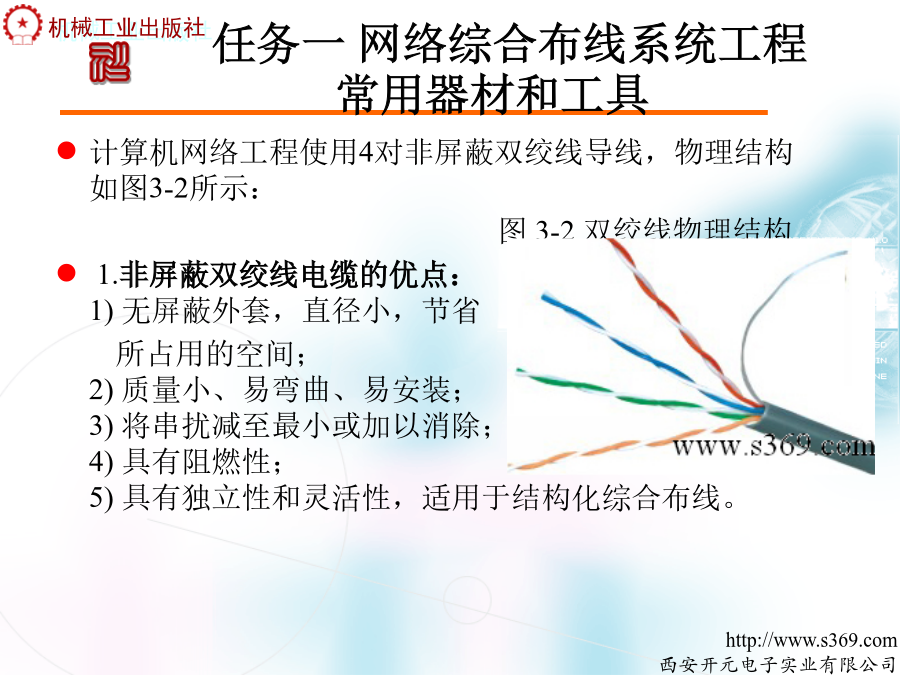
网络综合布线系统工程技术实训教程第3章网络综合布线系统工程常用器材和工具3.1网络传输介质在网络传输时,首先遇到的是通信线路和通道传输问题。目前,在通信线路上使用的传输介质有:双绞线、大对数双绞线、光缆。3.1.1双绞线线缆双绞线(Twistedpair,TP)是一种综合布线工程中最常用的传输介质。双绞线是由两根具有绝缘保护层的铜导线组成。把两根具有绝缘保护层的铜导线按一定节距互相绞在一起,可降低信号干扰的程度,每一根导线在传输中辐射出来的电波会被另一根线上发出的电波抵消。计算机综合布线使用的双绞线的种类

网络综合布线器材和工具.ppt
第3章网络综合布线系统工程常用器材和工具在网络综合布线系统工程施工中,我们都会用到不同的网络传输介质、网络布线配件和布线工具等。在本章我们详细介绍网络综合布线系统工程常用器材和工具。3.1网络传输介质3.1.1双绞线线缆3.1.2大对数双绞线3.1.3同轴电缆3.1.4光缆的品种与性能3.1.5吹光缆铺设技术3.2线槽规格、品种和器材3.2.1金属线槽和塑料线槽3.2.2金属管和塑料管3.2.3桥架3.2.4线缆的槽、管铺设方法3.2.5信息模块3.2.6面板、底盒3.2.7配线架3.2.8机柜3.3布线