
(自锁角度5到7度)夹紧装置与夹紧力.ppt

天马****23


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

(自锁角度5到7度)夹紧装置与夹紧力.ppt
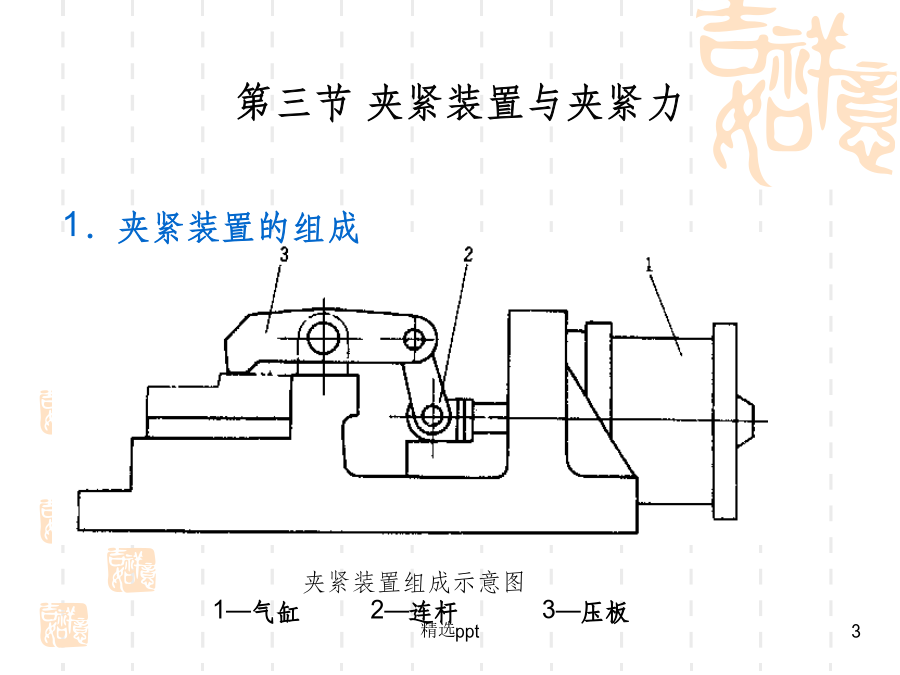
机械制造基础第五章机床夹具简介夹紧装置组成示意图1—气缸2—连杆3—压板(1)力源装置图中1产生夹紧作用力的装置。所产生的力称为原始力(2)中间传力机构图中2介于力源和夹紧元件之间传递力的机构(3)夹紧元件图中3夹紧装置的最终执行件,与工件直接接触完成夹紧作用2.对夹具装置的要求(1)夹紧时应保持工件定位后所占据的正确位置。(2)夹紧力大小要适当。(3)夹紧机构的自动化程度和复杂程度应和工件的生产规模相适应,并有良好的结构工艺性,尽可能采用标准化元件。(4)夹紧动作要迅速、可靠,且操作要方便、省力、安全。

自锁角到夹紧装置与夹紧力.pptx
会计学第五章机床夹具简介夹紧装置组成示意图1—气缸2—连杆3—压板(1)力源装置图中1产生夹紧作用力的装置。所产生的力称为原始力(2)中间传力机构图中2介于力源和夹紧元件之间传递力的机构(3)夹紧元件图中3夹紧装置的最终执行件,与工件直接接触完成夹紧作用2.对夹具装置的要求(1)夹紧时应保持工件定位后所占据的正确位置。(2)夹紧力大小要适当。(3)夹紧机构的自动化程度和复杂程度应和工件的生产规模相适应,并有良好的结构工艺性,尽可能采用标准化元件。(4)夹紧动作要迅速、可靠,且操作要方便、省力、安全。良好的
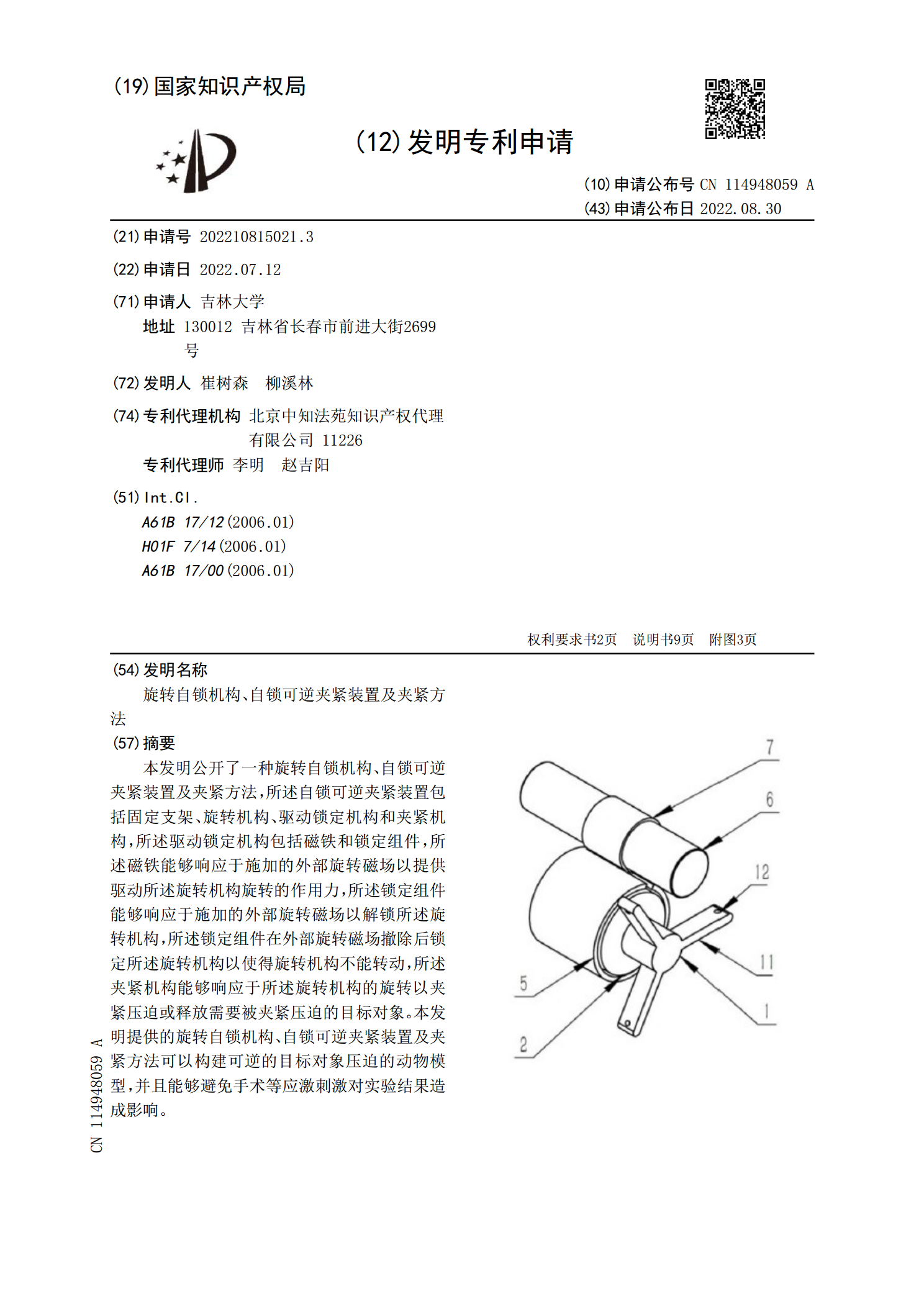
旋转自锁机构、自锁可逆夹紧装置及夹紧方法.pdf
本发明公开了一种旋转自锁机构、自锁可逆夹紧装置及夹紧方法,所述自锁可逆夹紧装置包括固定支架、旋转机构、驱动锁定机构和夹紧机构,所述驱动锁定机构包括磁铁和锁定组件,所述磁铁能够响应于施加的外部旋转磁场以提供驱动所述旋转机构旋转的作用力,所述锁定组件能够响应于施加的外部旋转磁场以解锁所述旋转机构,所述锁定组件在外部旋转磁场撤除后锁定所述旋转机构以使得旋转机构不能转动,所述夹紧机构能够响应于所述旋转机构的旋转以夹紧压迫或释放需要被夹紧压迫的目标对象。本发明提供的旋转自锁机构、自锁可逆夹紧装置及夹紧方法可以构建可

气缸自锁式夹紧装置.pdf
本发明涉及一种气缸自锁式夹紧装置,该装置由上部摆臂夹紧机构、下部限位支撑机构连接组成。所述上部摆臂夹紧机构包括主动摆臂、垫块、垫块垫片、从动摆臂、摆臂销轴铜套、摆臂销轴隔套、摆臂销轴、连杆、连杆销轴、连杆销轴铜套、连杆销轴垫片、开口销A、拉杆、拉杆销轴、拉杆销轴铜套、拉杆销轴垫片及开口销B。所述下部限位支撑机构包括主体安装板、导轨、支撑板、气缸安装法兰、气缸、气缸锁螺母、Y型气缸连接头、气缸销轴、气缸导轮铜套、气缸导轮、气缸销轴垫片、开口销C、接近开关安装板A、接近开关安装板B、接近开关A、接近开关B、气
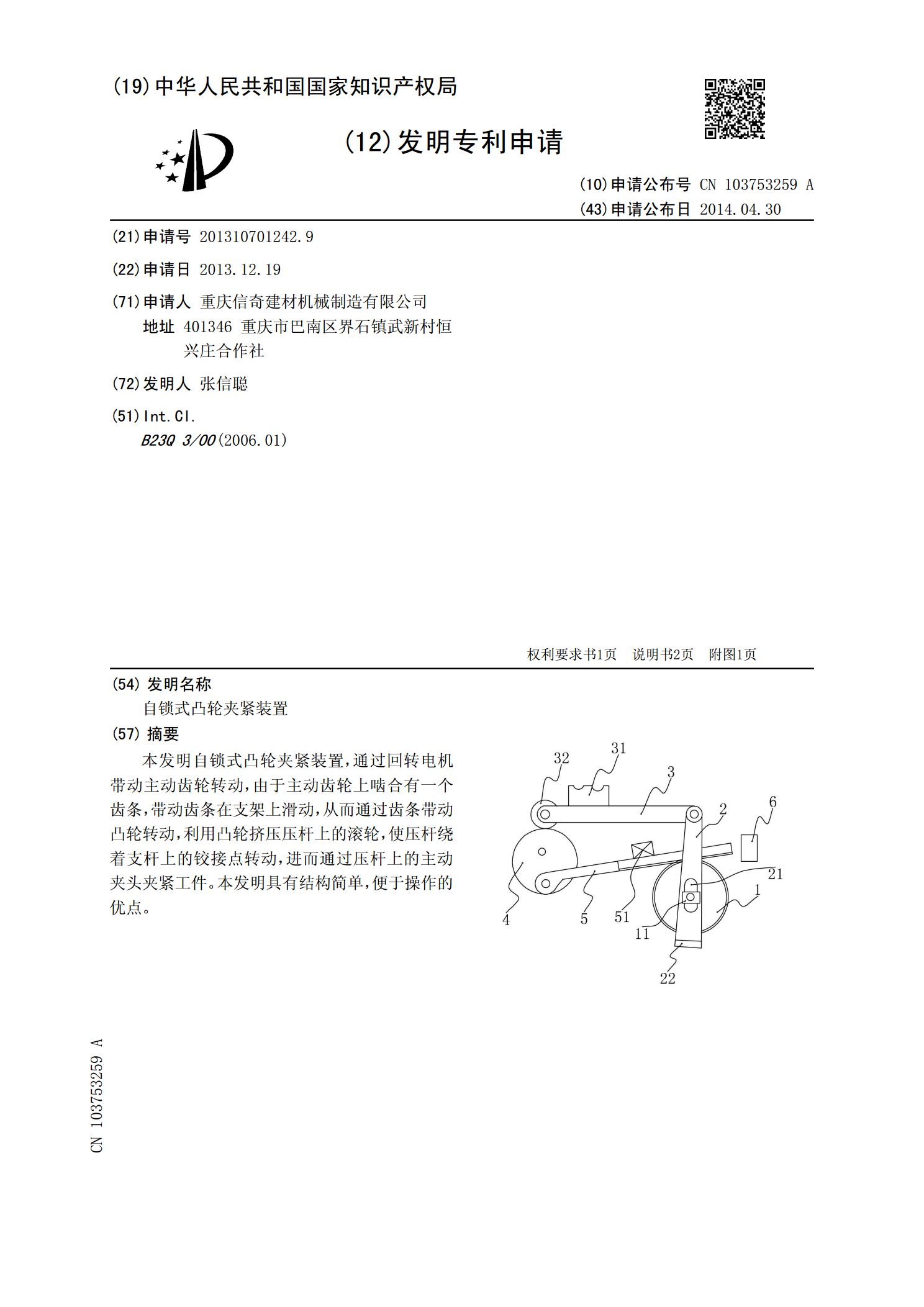
自锁式凸轮夹紧装置.pdf
本发明自锁式凸轮夹紧装置,通过回转电机带动主动齿轮转动,由于主动齿轮上啮合有一个齿条,带动齿条在支架上滑动,从而通过齿条带动凸轮转动,利用凸轮挤压压杆上的滚轮,使压杆绕着支杆上的铰接点转动,进而通过压杆上的主动夹头夹紧工件。本发明具有结构简单,便于操作的优点。