
一种基于对称度误差在线检测及补偿的人字齿轮插削加工方法.pdf

是你****噩呀

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种基于对称度误差在线检测及补偿的人字齿轮插削加工方法.pdf
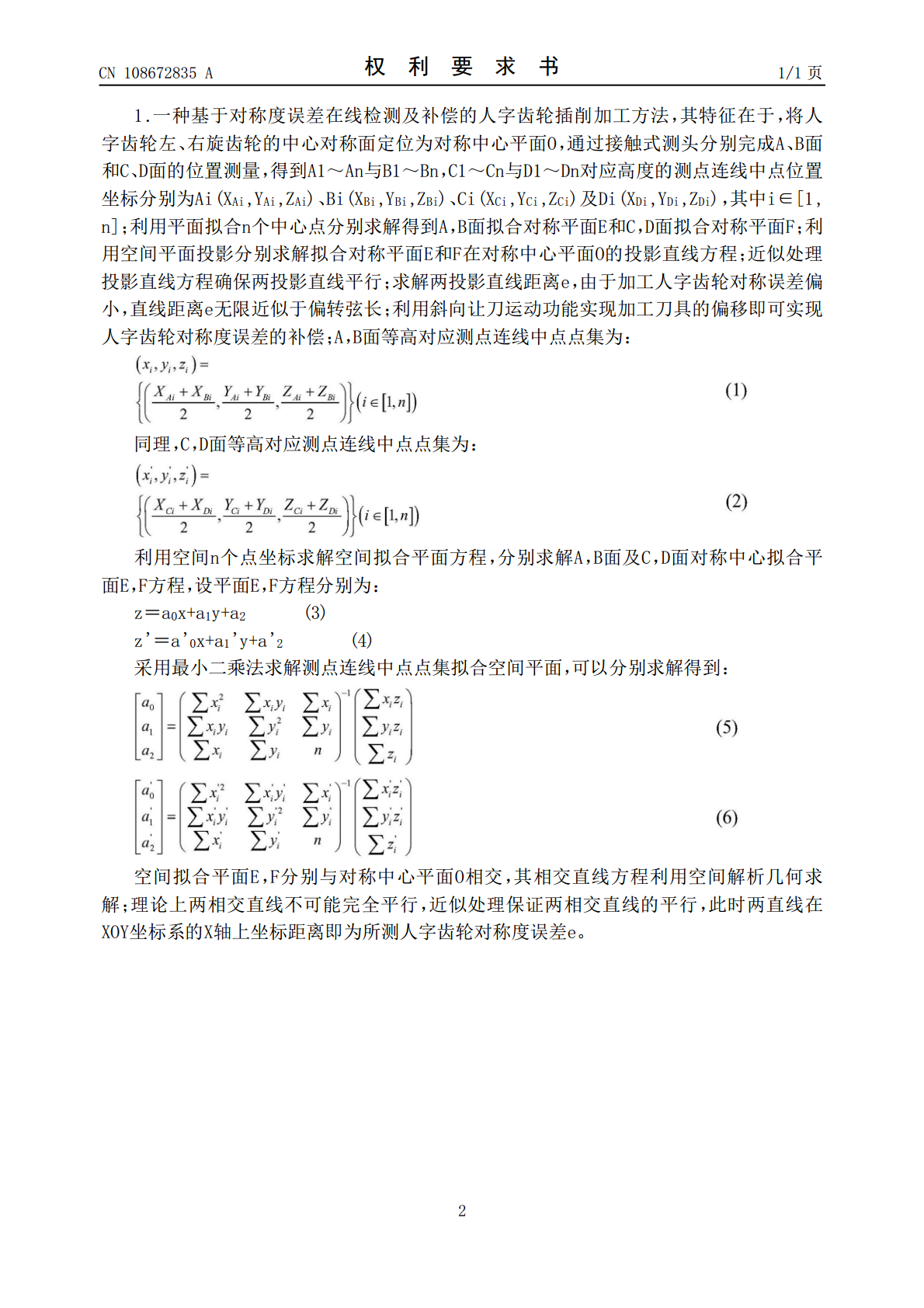
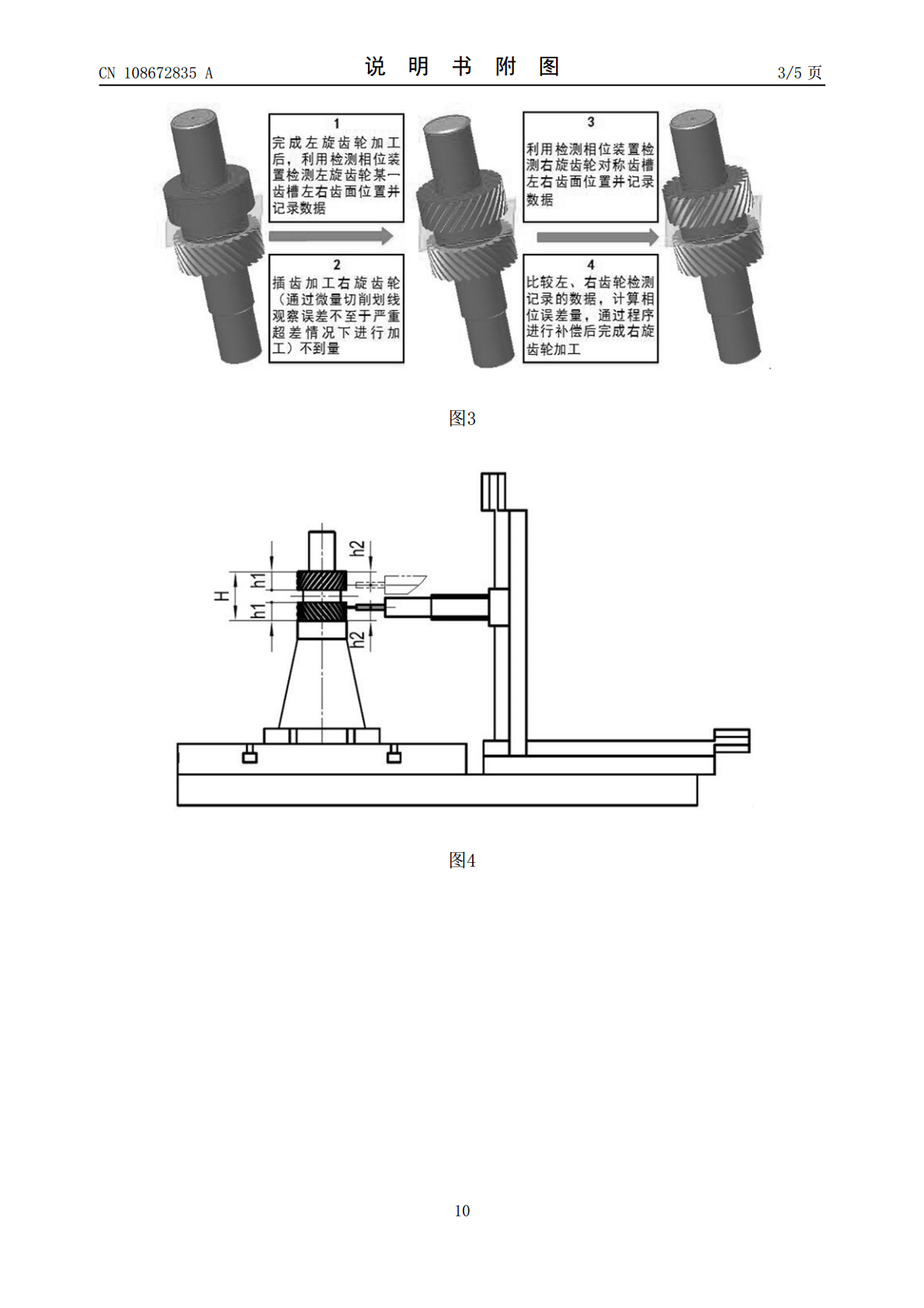
一种基于对称度误差在线检测及补偿的人字齿轮插削加工方法,基于空间平面拟合法、最小二乘法及对称误差等效处理方法,建立了人字齿轮对称度误差检测及补偿数学模型,通过数学模型计算,将人字齿轮对称度误差计算并表示出来,运用数控插齿机的运动轴及数控控制系统完成对称度误差的在线检测及补偿加工。通过开发人字齿轮对称度误差在线检测数控程序、运用定角度加工功能以及优化的测量方法,实现人字齿轮对称度误差在线检测及补偿的高效、高精、批量加工。

基于对称度在线检测及补偿的深孔内键槽插削加工方法研究.docx
基于对称度在线检测及补偿的深孔内键槽插削加工方法研究摘要本文针对深孔内键槽插削加工过程中出现的对称度偏差问题进行研究,提出了一种基于对称度在线检测及补偿的加工方法。首先,介绍了深孔内键槽插削加工的特点和常见的加工误差;然后,阐述了对称度在线检测的原理和方法,并结合实验验证了该方法的有效性;最后,提出了基于对称度在线检测结果的补偿措施,通过实验验证了补偿后加工件对称度偏差明显减小。本文的研究成果为深孔内键槽插削加工提供了一种有效的加工方法和技术支持。关键词:深孔内键槽;对称度;在线检测;补偿一、引言深孔内键

窄空刀人字齿轮插削加工方法.pdf
本发明涉及一种窄空刀人字齿轮插削加工方法,在加工过程中通过检测两齿轮齿槽中心角度偏差,对加工参数进行修正,进行反向补偿以减小两齿轮齿槽中心角度偏差,然后通过数学转换,得出人字齿轮对中值。通过本发明提供的方法,外圆直径超过500mm的人字齿轮对中值可控制在0.1mm以内。

高对称度齿轮键槽插削工艺探讨.docx
高对称度齿轮键槽插削工艺探讨高对称度齿轮键槽插削工艺探讨摘要:齿轮是机械传动中常用的元件之一,而齿轮键槽则是用于连接齿轮和轴的关键部分。传统的齿轮键槽加工工艺存在一定的问题,如加工精度不高、效率低下等。本论文通过对高对称度齿轮键槽插削工艺进行探讨,并结合实际应用举例,提供了一种改进的工艺方法,以提高齿轮键槽加工的质量和效率。1.引言齿轮键槽是连接齿轮和轴的重要部分,其加工质量直接影响到齿轮传动系统的稳定性和工作寿命。传统的齿轮键槽加工工艺存在一些问题,如工艺复杂、加工精度不高、加工效率低下等。为了解决这些

基于电子螺旋导轨的斜齿轮插削加工方法研究.pptx
基于电子螺旋导轨的斜齿轮插削加工方法研究目录电子螺旋导轨技术电子螺旋导轨技术原理电子螺旋导轨技术的应用领域电子螺旋导轨技术的优势斜齿轮插削加工方法斜齿轮插削加工方法概述斜齿轮插削加工方法的工艺流程斜齿轮插削加工方法的优缺点基于电子螺旋导轨的斜齿轮插削加工方法研究基于电子螺旋导轨的斜齿轮插削加工方法原理基于电子螺旋导轨的斜齿轮插削加工方法的工艺流程基于电子螺旋导轨的斜齿轮插削加工方法的优势实验研究与结果分析实验设备与实验材料实验过程与实验方法实验结果与分析结论与展望研究结论研究展望THANKYOU