
一种高精度三爪自动定心夹紧装置.pdf

An****99

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高精度三爪自动定心夹紧装置.pdf
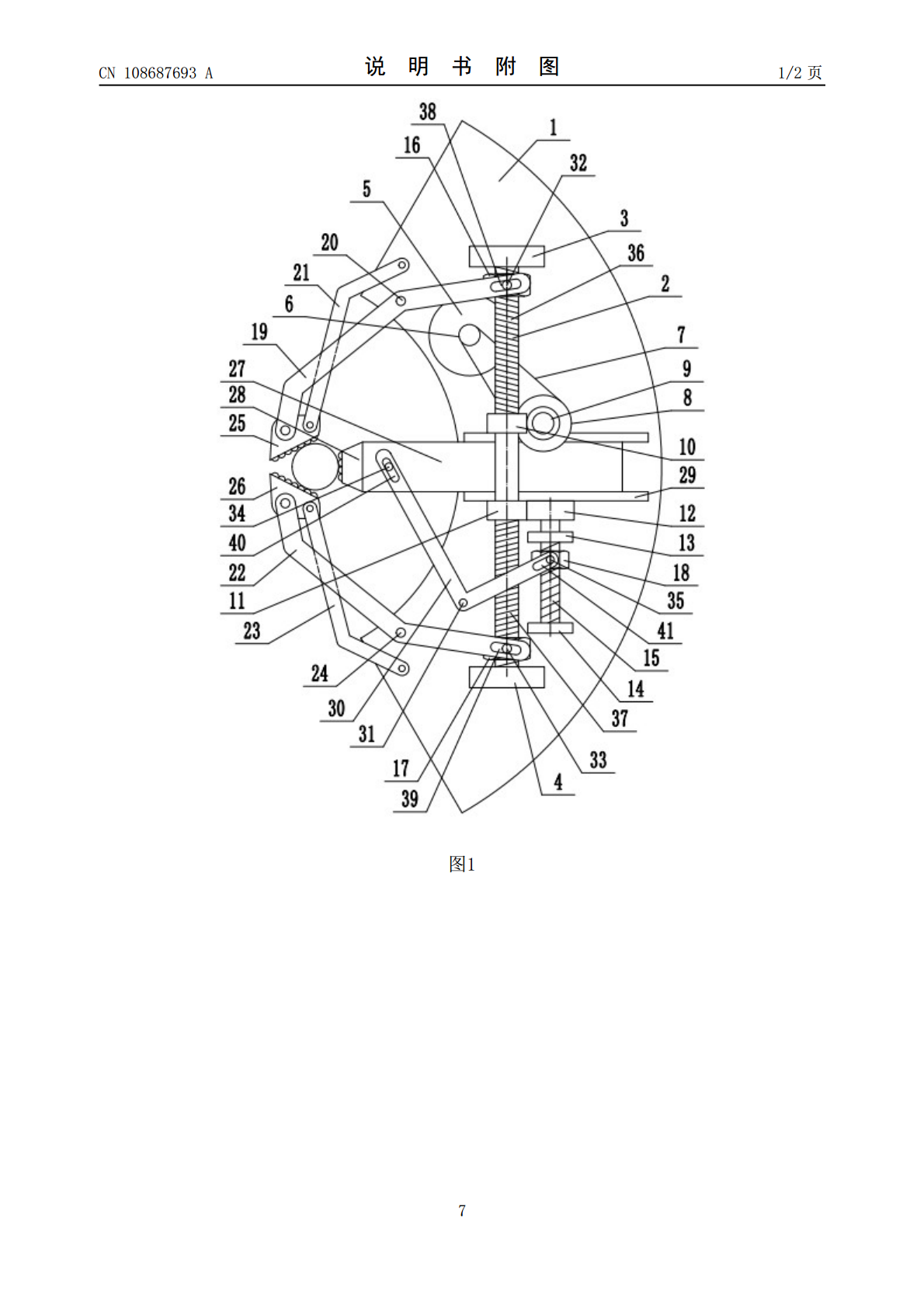
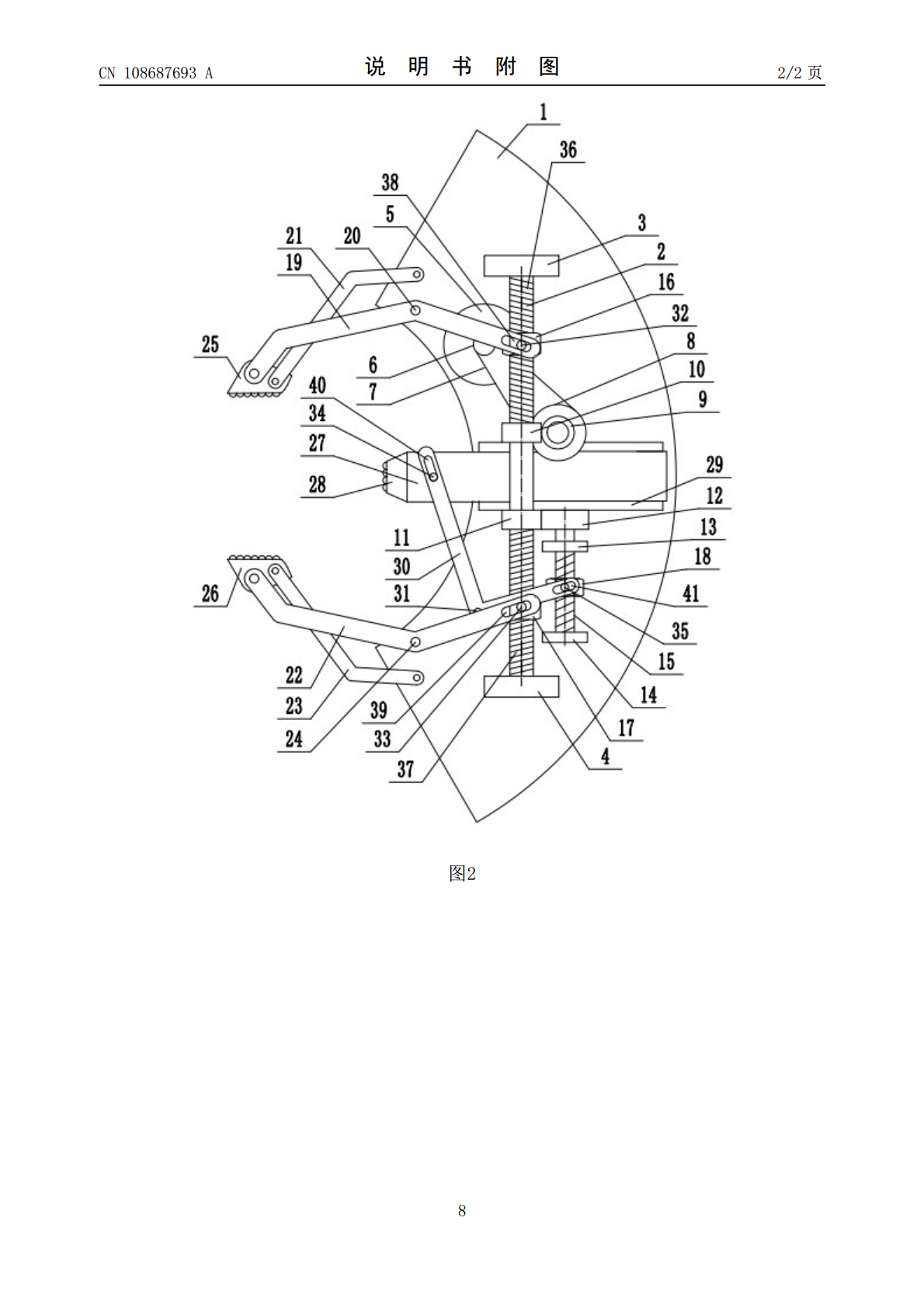
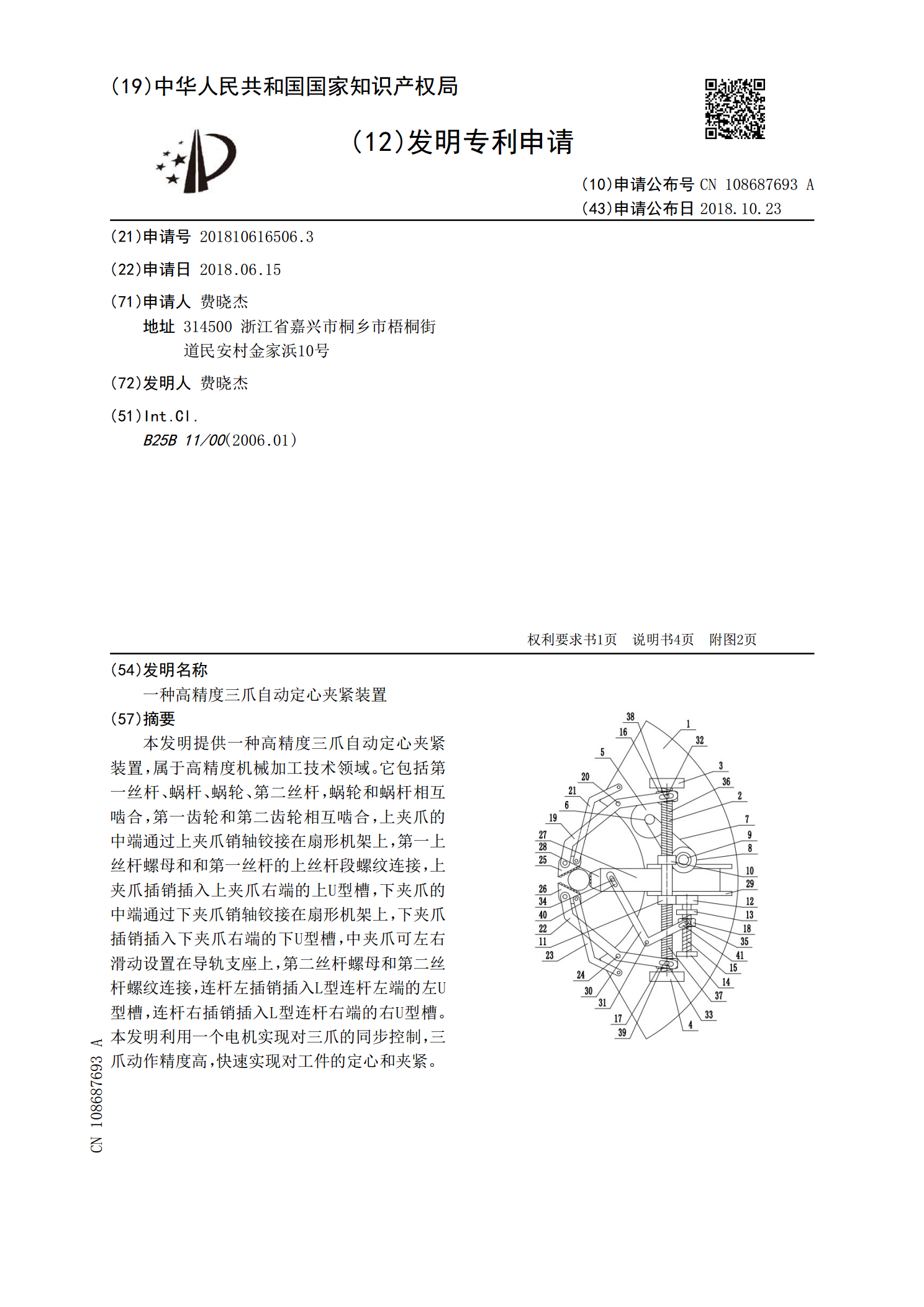
本发明提供一种高精度三爪自动定心夹紧装置,属于高精度机械加工技术领域。它包括第一丝杆、蜗杆、蜗轮、第二丝杆,蜗轮和蜗杆相互啮合,第一齿轮和第二齿轮相互啮合,上夹爪的中端通过上夹爪销轴铰接在扇形机架上,第一上丝杆螺母和和第一丝杆的上丝杆段螺纹连接,上夹爪插销插入上夹爪右端的上U型槽,下夹爪的中端通过下夹爪销轴铰接在扇形机架上,下夹爪插销插入下夹爪右端的下U型槽,中夹爪可左右滑动设置在导轨支座上,第二丝杆螺母和第二丝杆螺纹连接,连杆左插销插入L型连杆左端的左U型槽,连杆右插销插入L型连杆右端的右U型槽。本发明
三爪自定心卡盘夹紧装置.pdf
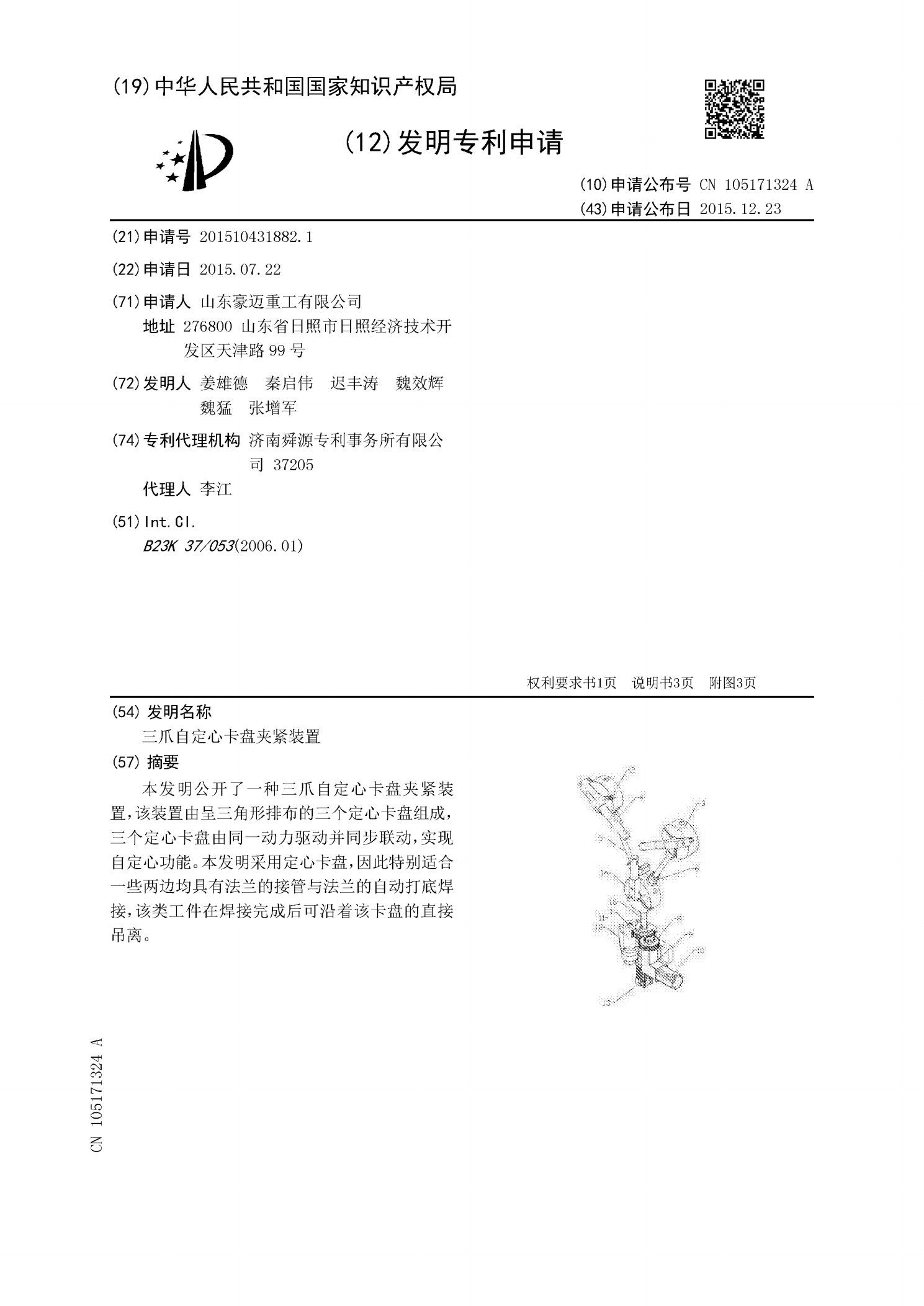
本发明公开了一种三爪自定心卡盘夹紧装置,该装置由呈三角形排布的三个定心卡盘组成,三个定心卡盘由同一动力驱动并同步联动,实现自定心功能。本发明采用定心卡盘,因此特别适合一些两边均具有法兰的接管与法兰的自动打底焊接,该类工件在焊接完成后可沿着该卡盘的直接吊离。
自动定心夹紧装置.pdf
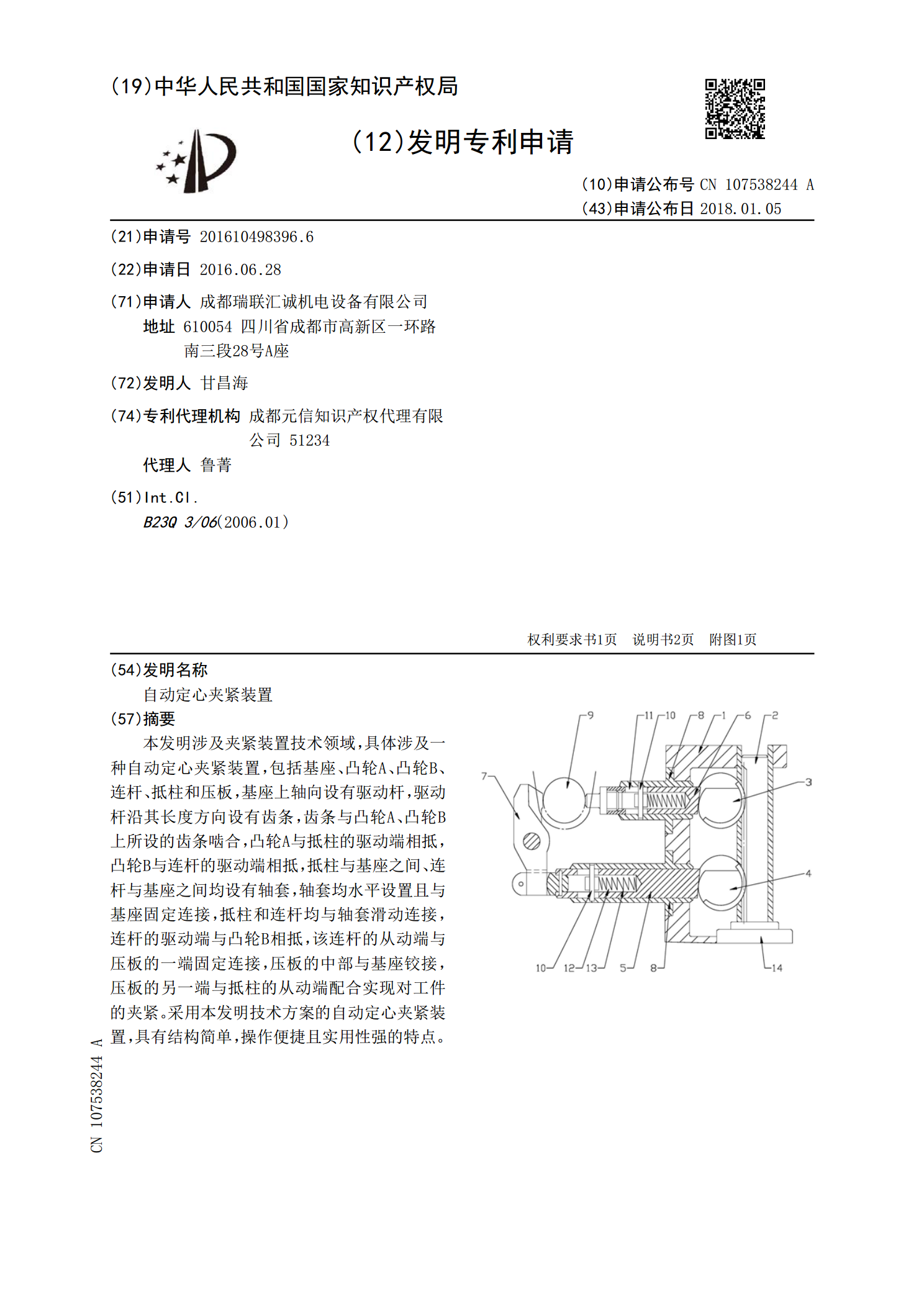
本发明涉及夹紧装置技术领域,具体涉及一种自动定心夹紧装置,包括基座、凸轮A、凸轮B、连杆、抵柱和压板,基座上轴向设有驱动杆,驱动杆沿其长度方向设有齿条,齿条与凸轮A、凸轮B上所设的齿条啮合,凸轮A与抵柱的驱动端相抵,凸轮B与连杆的驱动端相抵,抵柱与基座之间、连杆与基座之间均设有轴套,轴套均水平设置且与基座固定连接,抵柱和连杆均与轴套滑动连接,连杆的驱动端与凸轮B相抵,该连杆的从动端与压板的一端固定连接,压板的中部与基座铰接,压板的另一端与抵柱的从动端配合实现对工件的夹紧。采用本发明技术方案的自动定心夹紧装
一种数控车床加工用两爪卡盘自动定心夹紧装置.pdf
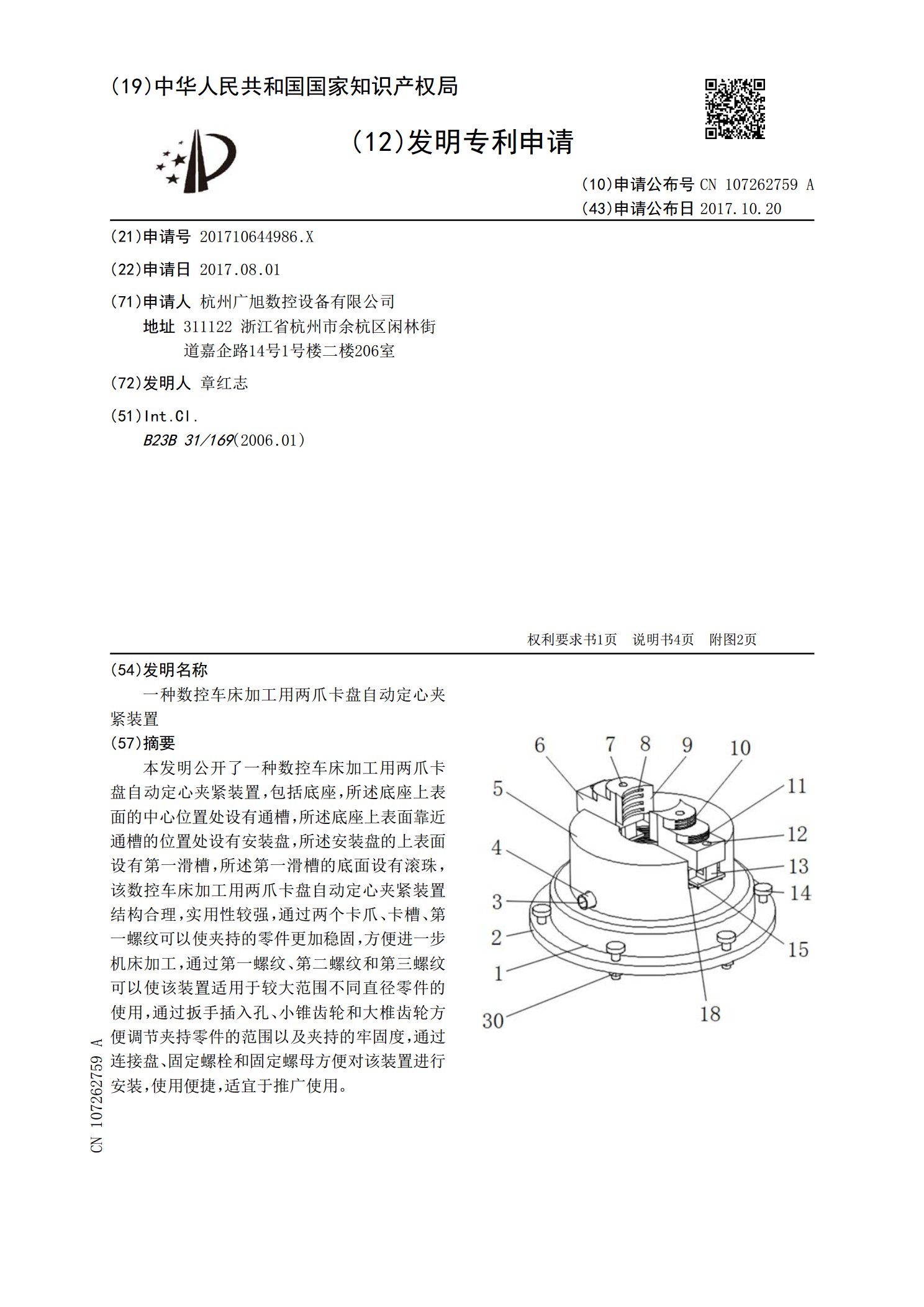
本发明公开了一种数控车床加工用两爪卡盘自动定心夹紧装置,包括底座,所述底座上表面的中心位置处设有通槽,所述底座上表面靠近通槽的位置处设有安装盘,所述安装盘的上表面设有第一滑槽,所述第一滑槽的底面设有滚珠,该数控车床加工用两爪卡盘自动定心夹紧装置结构合理,实用性较强,通过两个卡爪、卡槽、第一螺纹可以使夹持的零件更加稳固,方便进一步机床加工,通过第一螺纹、第二螺纹和第三螺纹可以使该装置适用于较大范围不同直径零件的使用,通过扳手插入孔、小锥齿轮和大椎齿轮方便调节夹持零件的范围以及夹持的牢固度,通过连接盘、固定螺

一种三爪定心装置.pdf
本发明公开了一种三爪定心装置,该装置包括卡盘体、旋转盘、旋转驱动机构和滑动机构,卡盘体内部设有空腔,卡盘体前端面径向开有三个滑动槽,后端部固设有端盖;旋转盘设于卡盘体内,且其表面设有平面螺纹;旋转驱动机构设于卡盘体侧部并与旋转盘相连接;三个滑动机构均匀布设于卡盘体前端面上,并分别通过对应的滑动槽与平面螺纹相啮合。由于采用蜗轮蜗杆和平面螺纹传动,其自锁性能高,三个滑动机构同步滑移到设定位置后,不会因为工件的振动等原因而造成在设备运转过程中发生的偏心现象,避免检测信号的失真。另外,还具有通过调节丝杠进行各滑动