
GDX2包装机内框纸滚切的改进装置及其控制方法.pdf

是秋****写意


1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
GDX2包装机内框纸滚切的改进装置及其控制方法.pdf
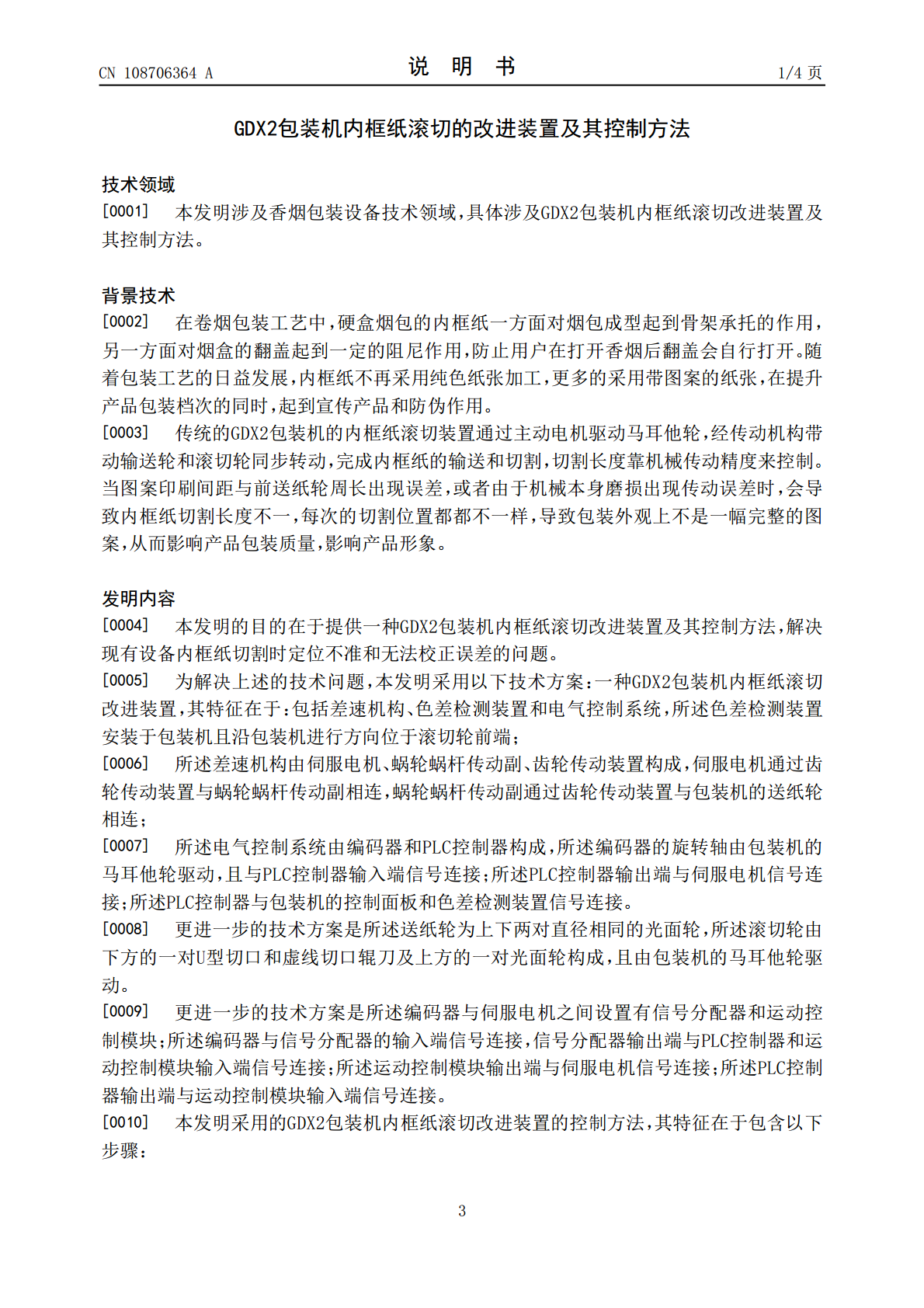
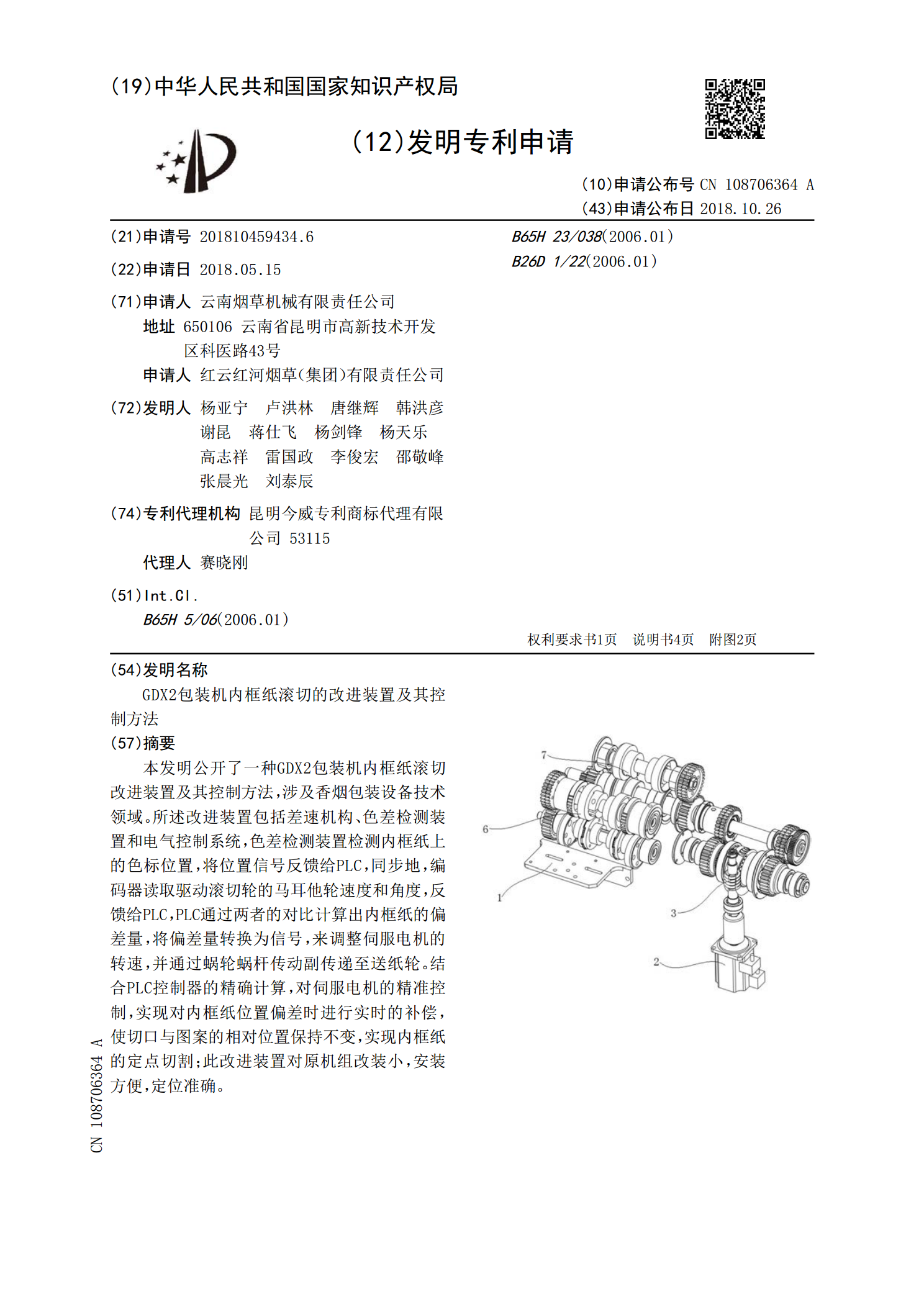
本发明公开了一种GDX2包装机内框纸滚切改进装置及其控制方法,涉及香烟包装设备技术领域。所述改进装置包括差速机构、色差检测装置和电气控制系统,色差检测装置检测内框纸上的色标位置,将位置信号反馈给PLC,同步地,编码器读取驱动滚切轮的马耳他轮速度和角度,反馈给PLC,PLC通过两者的对比计算出内框纸的偏差量,将偏差量转换为信号,来调整伺服电机的转速,并通过蜗轮蜗杆传动副传递至送纸轮。结合PLC控制器的精确计算,对伺服电机的精准控制,实现对内框纸位置偏差时进行实时的补偿,使切口与图案的相对位置保持不变,实现内

新型内框纸定位装置在GDX2包装机上的应用与改进.pptx
新型内框纸定位装置在GDX2包装机上的应用与改进目录新型内框纸定位装置的介绍装置的组成和功能装置的工作原理装置的特点和优势新型内框纸定位装置在GDX2包装机上的应用装置的应用范围装置的应用效果装置的应用实例新型内框纸定位装置的改进方案装置的改进目标改进方案的具体内容改进方案的实施步骤新型内框纸定位装置的应用前景装置的应用前景分析装置的应用前景展望装置的应用前景对行业的影响新型内框纸定位装置的推广价值装置的推广价值分析装置的推广价值评估装置的推广价值实现途径感谢观看

GDX2型卷烟包装机铝箔纸检测装置的改进 卷烟包装机.docx
GDX2型卷烟包装机铝箔纸检测装置的改进卷烟包装机摘要:为提高GDX2卷烟包装机组生产过程中铝箔纸缺陷烟包检测的范围和准确度,通过对五号轮检测装置的设计改进,将电容式接近开关更换为光电式接近开关,并且在五号轮体烟包背面适当位置,另增一个光电接近开关,将两个接近开关的检测信号传递至六号轮剔除模块,实现了设备高速运转时对三号轮进四号轮、四号轮进五号轮过程中产生的缺失、破损铝箔纸烟包的剔除。改进后效果表明,可有效降低漏剔率和市场投诉,提高产品质量。关键词:五号轮检测;铝箔纸;破损;光电开关;GDX2中图分类号:

GDX2包装机的铝箔纸剔除装置和GDX2包装机.pdf
本发明涉及一种GDX2包装机的铝箔纸剔除装置和GDX2包装机,其中,GDX2包装机的铝箔纸剔除装置包括底座、驱动机构、限位块以及设有压轮的压轮杆,在底座内滑设有分别与压轮杆和限位块固定连接的第一滑杆和第二滑杆,在驱动机构的作用下,压轮杆和限位块能够相向运动以实现对铝箔纸的剔除。该结构形式的装置能够克服现有的铝箔纸剔除装置容易失效的问题,避免烟末的污染,可以长期的保持正常工作,提高设备的可靠性。
ZB48A包装机的内框纸排空辅助装置及其控制方法及存储介质.pdf
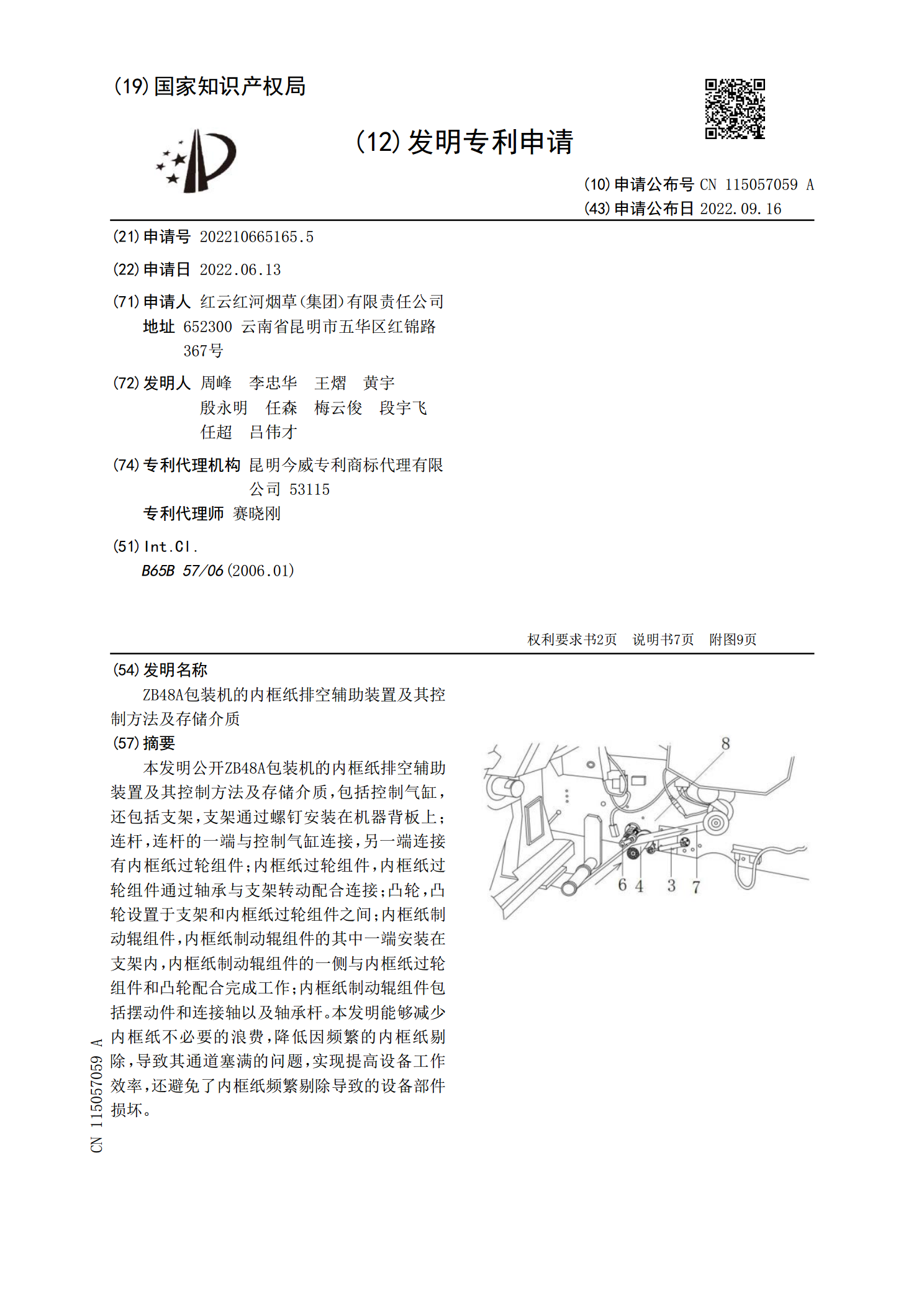
本发明公开ZB48A包装机的内框纸排空辅助装置及其控制方法及存储介质,包括控制气缸,还包括支架,支架通过螺钉安装在机器背板上;连杆,连杆的一端与控制气缸连接,另一端连接有内框纸过轮组件;内框纸过轮组件,内框纸过轮组件通过轴承与支架转动配合连接;凸轮,凸轮设置于支架和内框纸过轮组件之间;内框纸制动辊组件,内框纸制动辊组件的其中一端安装在支架内,内框纸制动辊组件的一侧与内框纸过轮组件和凸轮配合完成工作;内框纸制动辊组件包括摆动件和连接轴以及轴承杆。本发明能够减少内框纸不必要的浪费,降低因频繁的内框纸剔除,导致