
曲面CD纹理的加工方法.pdf

书生****写意


1/10

2/10

3/10
4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
曲面CD纹理的加工方法.pdf
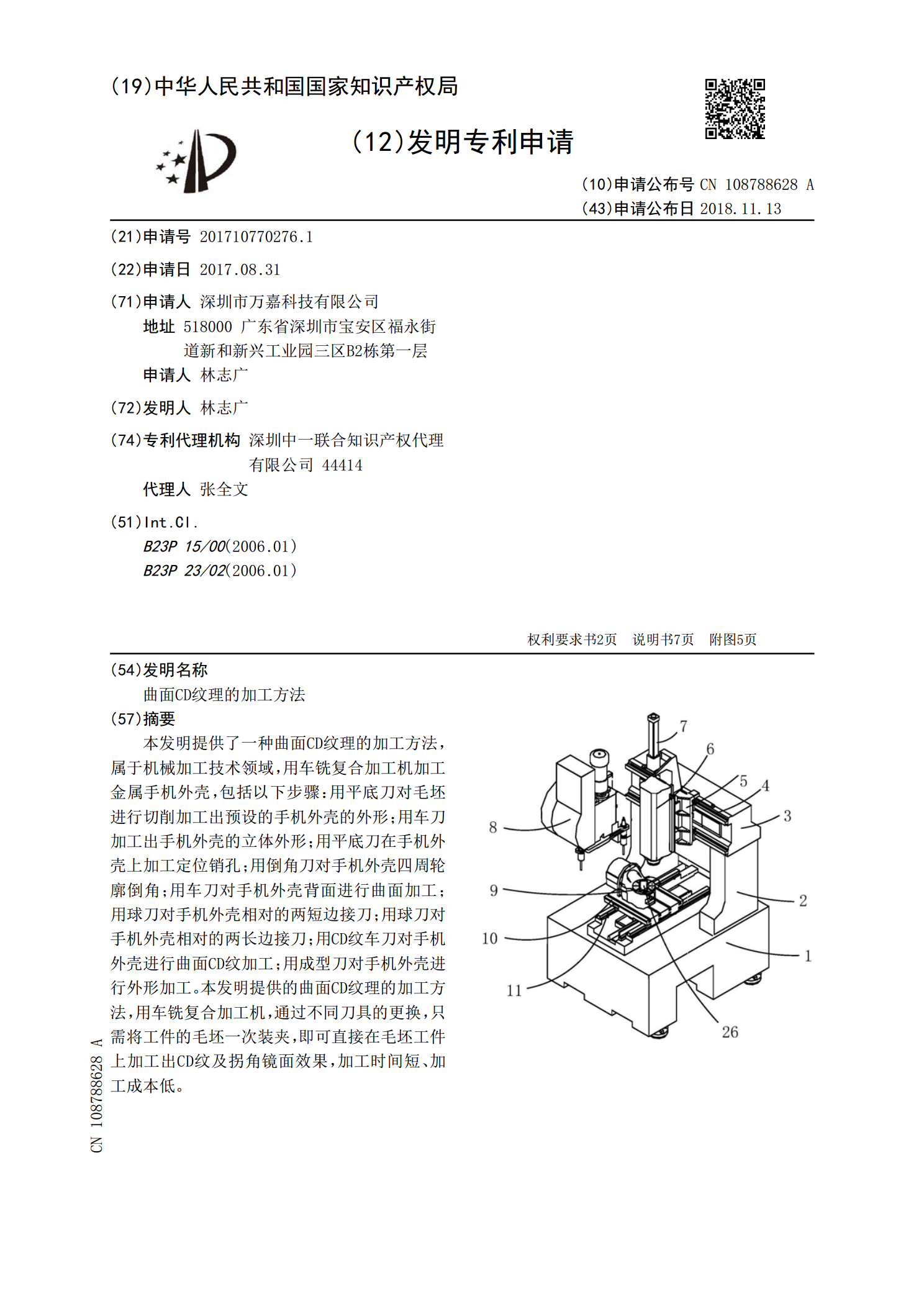
本发明提供了一种曲面CD纹理的加工方法,属于机械加工技术领域,用车铣复合加工机加工金属手机外壳,包括以下步骤:用平底刀对毛坯进行切削加工出预设的手机外壳的外形;用车刀加工出手机外壳的立体外形;用平底刀在手机外壳上加工定位销孔;用倒角刀对手机外壳四周轮廓倒角;用车刀对手机外壳背面进行曲面加工;用球刀对手机外壳相对的两短边接刀;用球刀对手机外壳相对的两长边接刀;用CD纹车刀对手机外壳进行曲面CD纹加工;用成型刀对手机外壳进行外形加工。本发明提供的曲面CD纹理的加工方法,用车铣复合加工机,通过不同刀具的更换,只

激光雕刻模具型腔曲面纹理的方法.pdf
本发明公开一种激光雕刻模具型腔曲面纹理的方法,包括以下步骤:模具3D图档转换→雕刻面选取→创造网格→纹理贴图→软件编程→仿真→激光能量测试→雕刻加工。藉由采用激光雕刻技术,使得高难度的3D纹理在注塑件外观上能自由实现,平行轮廓线激光成型,激光焦点尊循零部件的3D轮廓,高度可重复性及一致性。采用创建网格和纹理贴图的工艺,在纹理相邻转换区域或曲面可改善纹理扭曲变形,能够融合两种光泽度,可实现两种纹理完美过度。激光能量测试工艺使得纹理雕刻前,根据模具钢材材质的硬度,可实现直接雕刻原型模。纹理贴图可以来自于标准化

加工曲面方法的改进.docx
加工曲面方法的改进标题:改进加工曲面方法的研究摘要:随着现代制造技术的发展,加工曲面是工业制造中一个重要的环节。然而,现有的加工曲面方法仍然存在一些局限性,如加工效率低、精度不高等问题。因此,本论文旨在通过对加工曲面方法的改进研究,提出一种更加高效和精确的加工曲面方法。引言:加工曲面是指对具有曲面形状的工件进行加工,以满足其预定的尺寸和形状要求。在传统的机械加工方法中,使用车床、铣床等工具进行切削加工是常见的方法。然而,这些方法在处理复杂曲面时效率较低,且难以保证加工质量。因此,人们迫切需要改进加工曲面方

一种基于曲面纹理合成的改进方法.docx
一种基于曲面纹理合成的改进方法本文介绍了一种基于曲面纹理合成的改进方法。曲面纹理合成是一种重要的计算机图形学技术,它可以将一个二维图像映射到三维曲面上。曲面纹理合成在各种应用领域广泛应用,例如虚拟现实、游戏设计和医学影像学等。现有的曲面纹理合成方法主要分为两种:基于局部优化和全局优化的方法。基于局部优化的方法运用图像纹理的局部特性对曲面纹理进行合成。这类方法通常需要先估计图像纹理和曲面的映射关系,再利用贪心、半局部和全局等算法进行优化。全局优化方法则采用的是一种全局平滑的方式将图像纹理映射到曲面上。这种方

数控加工中曲面加工方法的比较.docx
数控加工中曲面加工方法的比较曲面加工是数控加工领域中的重要内容之一,其目的是在工件表面创造出各种形状的曲面。曲面加工方法的选择是决定加工质量和效率的关键因素之一。本文将对常见的曲面加工方法进行比较分析,包括球面铣削、镜面铣削、等高线切削、倒角切削和曲线切削等。首先,球面铣削是常见的曲面加工方法之一。球面铣削适用于复杂曲面加工,具有较高的加工精度和表面质量。其优点是操作简单、刀具易购得,能够实现高效率的加工。然而,球面铣削存在刀具磨损快、加工路径复杂以及需多次换刀的缺点。其次,镜面铣削是一种高精度曲面加工方