
X射线内曝光式磁力管道数字成像检测装置及检测方法.pdf

长春****主a


1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

X射线内曝光式磁力管道数字成像检测装置及检测方法.pdf
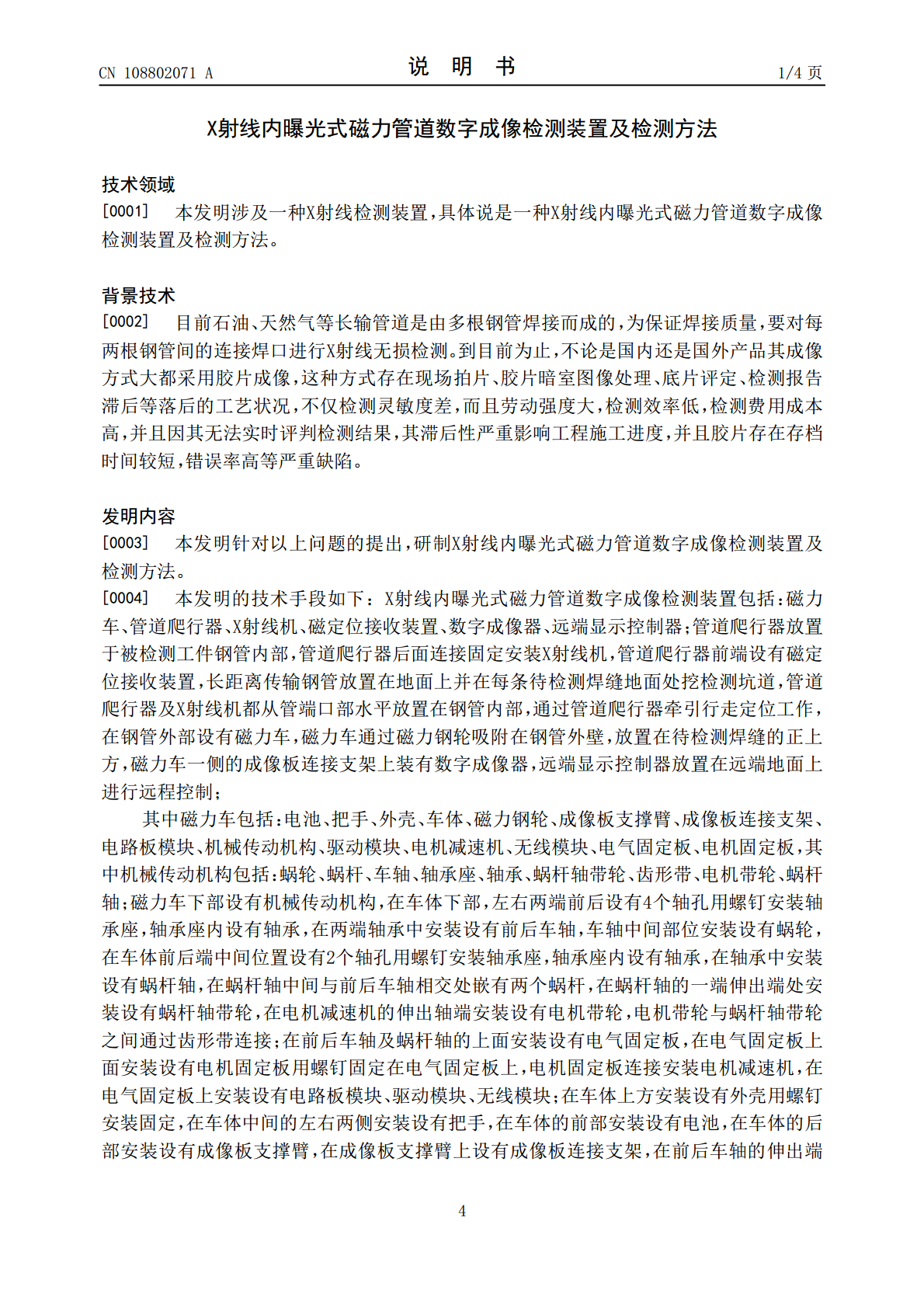
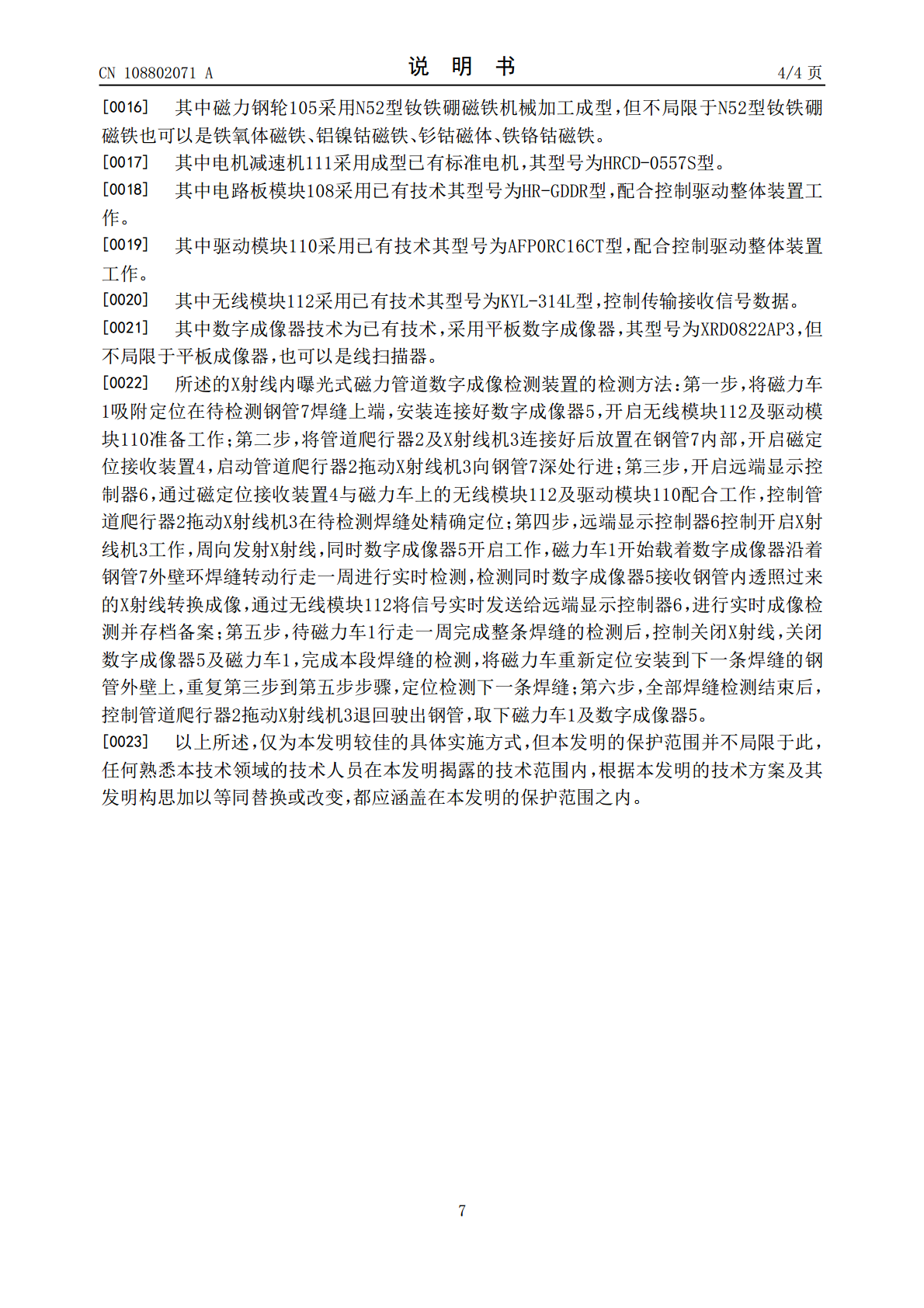
本发明公开了一种X射线内曝光式磁力管道数字成像检测装置及检测方法,包括:磁力车、管道爬行器、X射线机、磁定位接收装置、数字成像器、远端显示控制器,其中管道爬行器拖动X射线机在钢管内部行进,在指定焊缝处精确定位,磁力车在钢管外部焊缝处通过强磁力钢轮吸附在外壁上沿着焊缝行走,承载上面安装的数字成像器沿着焊缝圆周转动,同时开启射线与数字成像器工作,通过远端显示控制器对长管线焊缝进行实时成像检测,本检测装置及检测方法不仅提高了检测精度,降低了成本,而且大大提高了检测效率,缩短了整个管线工程周期,适于广泛推广。
一种X射线外曝光式管道数字成像检测装置及检测方法.pdf
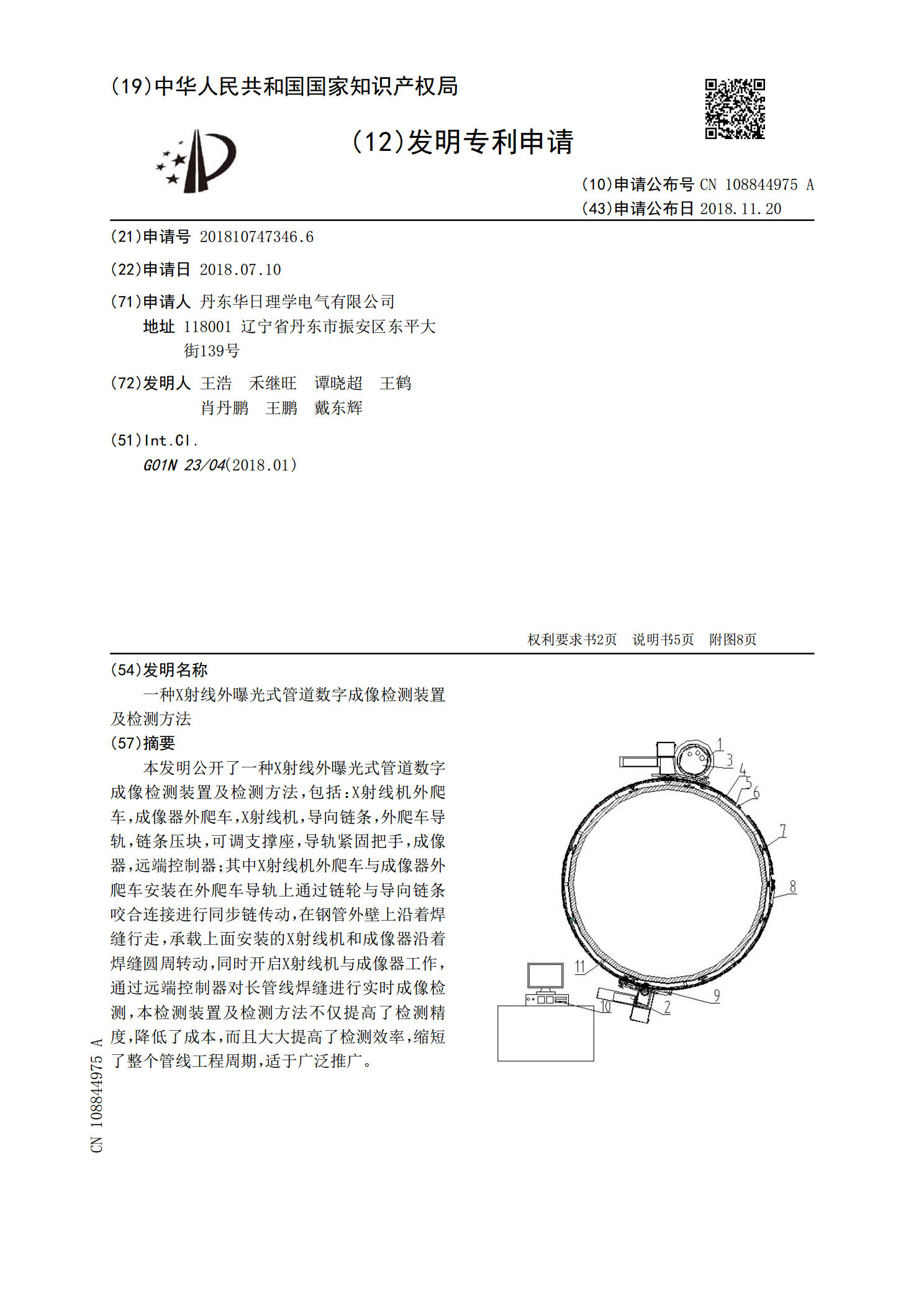
本发明公开了一种X射线外曝光式管道数字成像检测装置及检测方法,包括:X射线机外爬车,成像器外爬车,X射线机,导向链条,外爬车导轨,链条压块,可调支撑座,导轨紧固把手,成像器,远端控制器;其中X射线机外爬车与成像器外爬车安装在外爬车导轨上通过链轮与导向链条咬合连接进行同步链传动,在钢管外壁上沿着焊缝行走,承载上面安装的X射线机和成像器沿着焊缝圆周转动,同时开启X射线机与成像器工作,通过远端控制器对长管线焊缝进行实时成像检测,本检测装置及检测方法不仅提高了检测精度,降低了成本,而且大大提高了检测效率,缩短了整

管道焊缝检测用X射线曝光装置及方法.pdf
本发明涉及管道焊缝检测用X射线曝光装置及方法,包括X射线机,其特征在于:X射线机的顶部和底部分别固定与水平面平行的等边三角形钢板,两个等边三角形钢板的三个顶点位置分别安装用于沿竖井管内壁滑行的滑轮,等边三角形钢板的中心与X射线机的轴心线重合;X射线机的顶部外周设有一个红外线摄像头,红外线摄像头的观测中心线与X射线机的轴心线和周向曝光环发射的X射线中心线形成直角三角形,红外线摄像头的信号输出端与显示器相连。其结构合理、使用可靠,确保周向X射线机曝光环发出的射线0误差放射到指定位置,且均匀地放射到管壁上,使管

X射线数字平板成像智能检测系统装置及检测方法.docx
X射线数字平板成像智能检测系统装置及检测方法一、引言X射线成像技术在工业领域中广泛应用,而数字平板技术在数字成像中也得到了丰富发展。在工业领域中,数字平板X射线成像技术的使用不断向应用领域扩大,以此提高生产效率和产品质量。数字平板X射线成像技术已经成为一种新的质量检测方法,它具有快速、高效、准确等优点,受到越来越多企业的重视。二、概述X射线数字平板成像智能检测系统装置及检测方法是一种集成了数字平板成像技术和专业的检测算法的检测设备,它通过采用高精度的数字X射线成像平板,将被检测产品置于其中,利用X射线穿透

X射线数字平板成像智能检测系统装置及检测方法.pdf
一种X射线数字平板成像检测系统装置及检测方法,由多轴移动机械臂、摄像扫描定位装置、平板X射线数字成像系统装置及系统控制台构成。通过系统控制台对各信息进行反馈汇总后,发送驱动控制命令,先后驱动摄像扫描定位装置进行系统扫描定位后,再通过系统软件的工件轮廓定位和焊缝位置定位后确定编译自动检测程序,驱动多轴移动机械臂移动承载平板X射线数字成像系统沿着预定轨迹移动,同时X射线成像功能开启,完成各种工件的自动智能检测。本发明克服了传统手工拍片和半自动化射线检测方法的缺陷。具有自动化程度高,定位精度高,广域性好,大大提