
一种砂带抛光机.pdf

努力****爱敏

1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种砂带抛光机.pdf
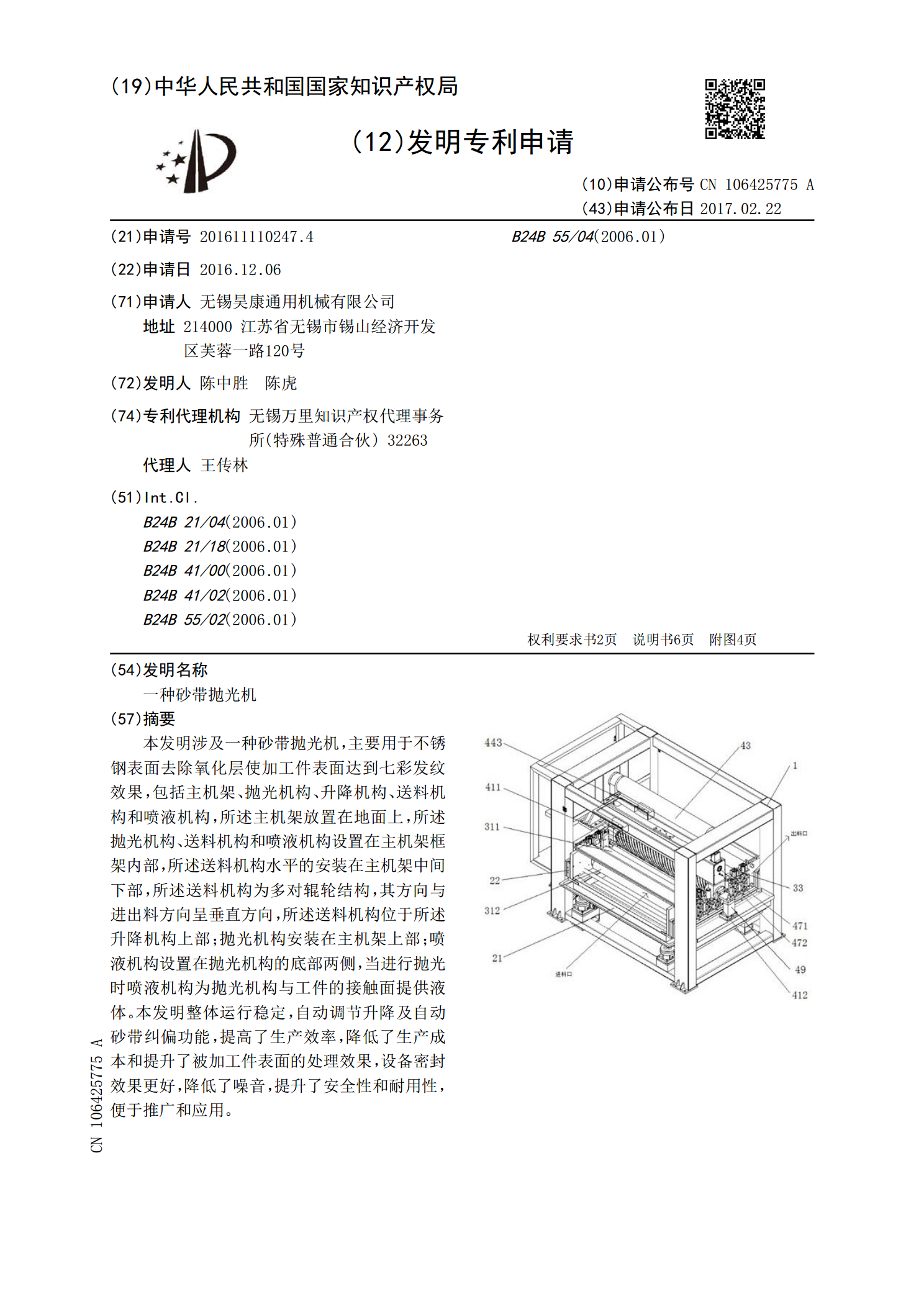
本发明涉及一种砂带抛光机,主要用于不锈钢表面去除氧化层使加工件表面达到七彩发纹效果,包括主机架、抛光机构、升降机构、送料机构和喷液机构,所述主机架放置在地面上,所述抛光机构、送料机构和喷液机构设置在主机架框架内部,所述送料机构水平的安装在主机架中间下部,所述送料机构为多对辊轮结构,其方向与进出料方向呈垂直方向,所述送料机构位于所述升降机构上部;抛光机构安装在主机架上部;喷液机构设置在抛光机构的底部两侧,当进行抛光时喷液机构为抛光机构与工件的接触面提供液体。本发明整体运行稳定,自动调节升降及自动砂带纠偏功能
一种砂带抛光机.pdf
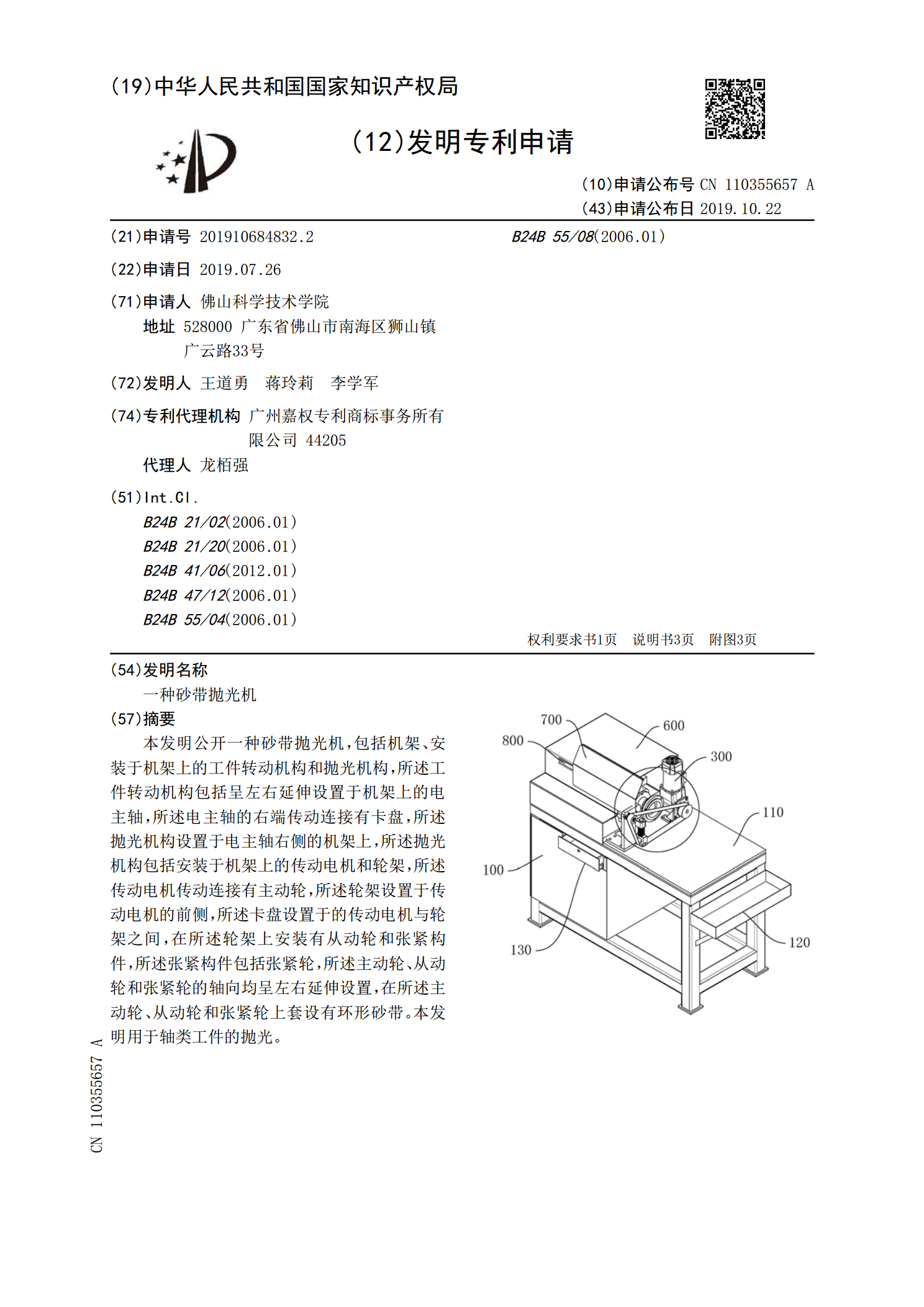
本发明公开一种砂带抛光机,包括机架、安装于机架上的工件转动机构和抛光机构,所述工件转动机构包括呈左右延伸设置于机架上的电主轴,所述电主轴的右端传动连接有卡盘,所述抛光机构设置于电主轴右侧的机架上,所述抛光机构包括安装于机架上的传动电机和轮架,所述传动电机传动连接有主动轮,所述轮架设置于传动电机的前侧,所述卡盘设置于的传动电机与轮架之间,在所述轮架上安装有从动轮和张紧构件,所述张紧构件包括张紧轮,所述主动轮、从动轮和张紧轮的轴向均呈左右延伸设置,在所述主动轮、从动轮和张紧轮上套设有环形砂带。本发明用于轴类工
一种砂带抛光机.pdf
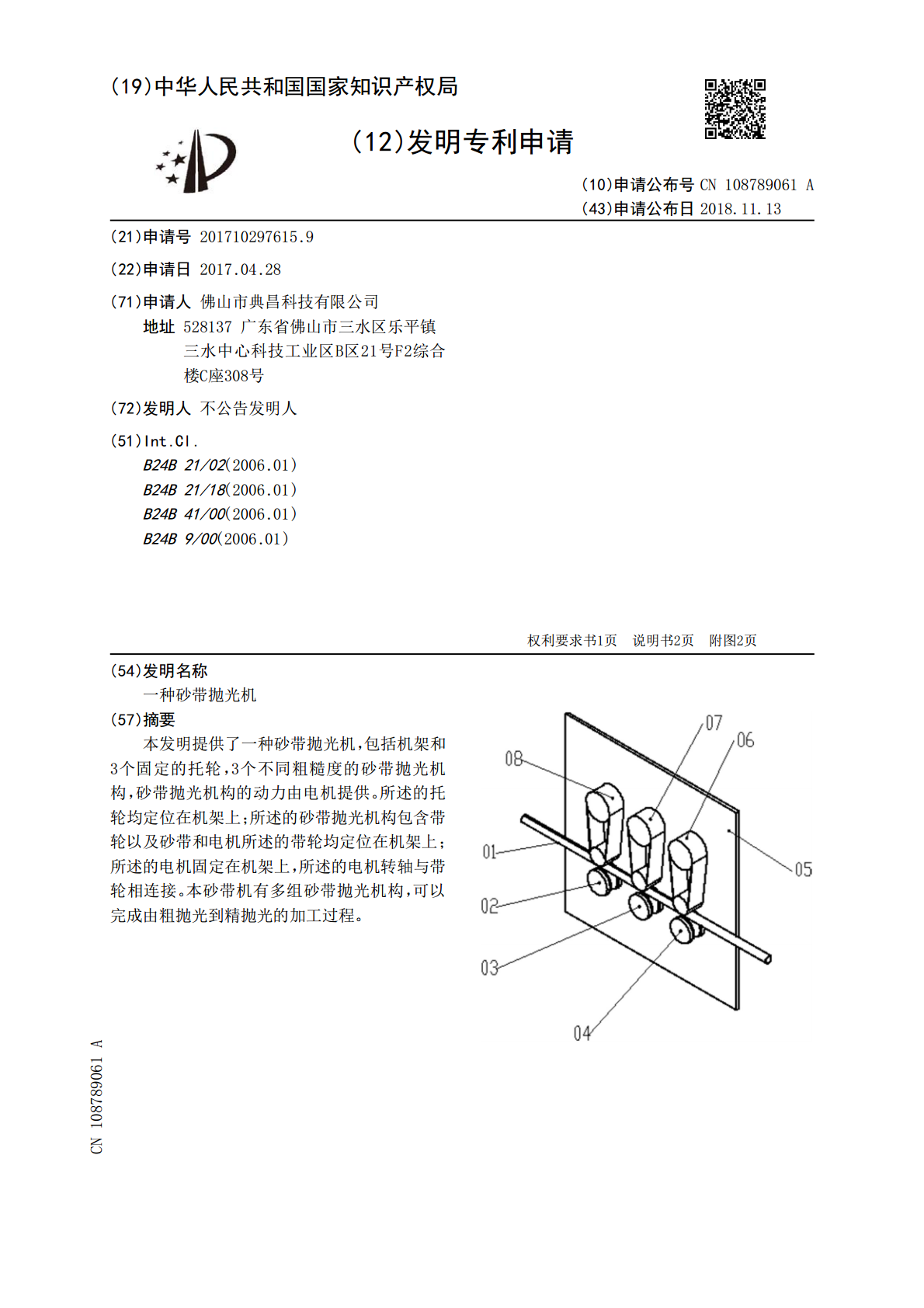
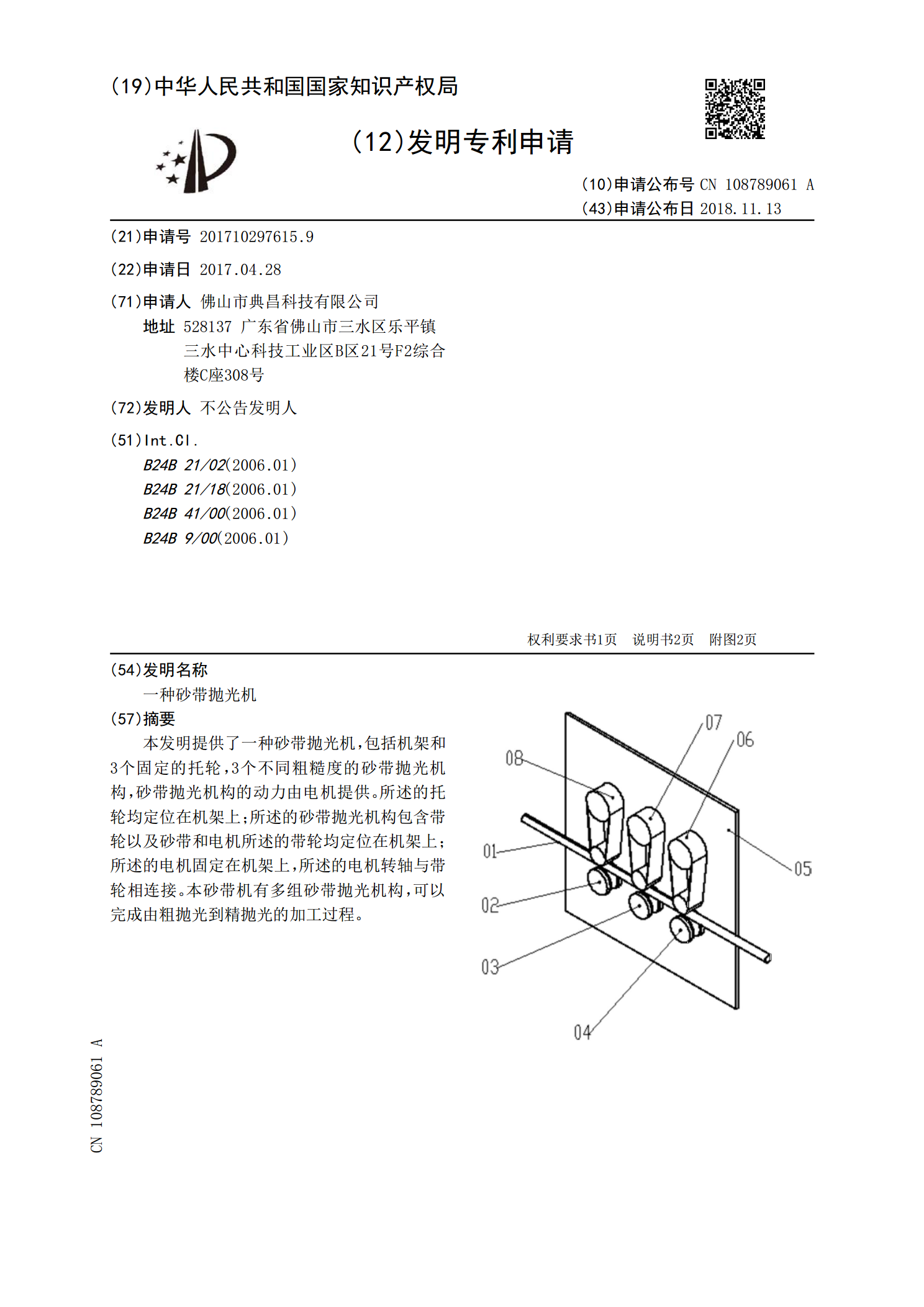
本发明提供了一种砂带抛光机,包括机架和3个固定的托轮,3个不同粗糙度的砂带抛光机构,砂带抛光机构的动力由电机提供。所述的托轮均定位在机架上;所述的砂带抛光机构包含带轮以及砂带和电机所述的带轮均定位在机架上;所述的电机固定在机架上,所述的电机转轴与带轮相连接。本砂带机有多组砂带抛光机构,可以完成由粗抛光到精抛光的加工过程。

一种多向砂带抛光机.pdf
本发明公开了一种多向砂带抛光机,包括有机架以及设置在机架上的砂带驱动机构、张紧机构、抛光机构以及砂带,所述抛光机构包括至少二个伸出所述机架外的带轮,每个所述带轮的两侧各设置有一个导向轮,所述导向轮压在砂带外侧,所述带轮压在砂带内侧。本发明砂带抛光机可形成多个抛光面,对于具有多个抛光面的工件一次装夹可以抛光多个面,减少工件装夹次数,提高效率。
一种双面砂带抛光机.pdf
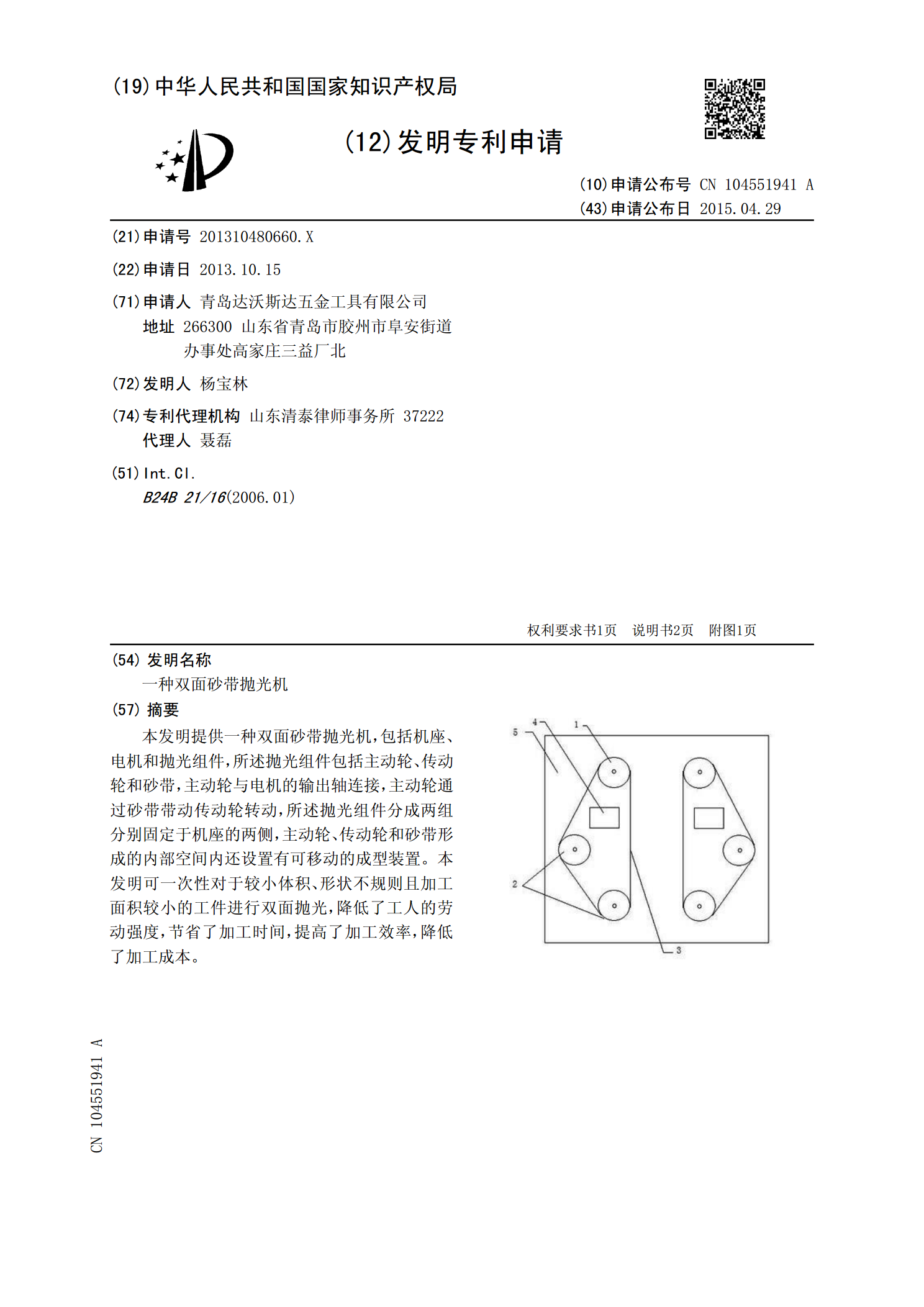
本发明提供一种双面砂带抛光机,包括机座、电机和抛光组件,所述抛光组件包括主动轮、传动轮和砂带,主动轮与电机的输出轴连接,主动轮通过砂带带动传动轮转动,所述抛光组件分成两组分别固定于机座的两侧,主动轮、传动轮和砂带形成的内部空间内还设置有可移动的成型装置。本发明可一次性对于较小体积、形状不规则且加工面积较小的工件进行双面抛光,降低了工人的劳动强度,节省了加工时间,提高了加工效率,降低了加工成本。