
一种新型螺栓紧固砂轮.pdf

一条****涛k

1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型螺栓紧固砂轮.pdf
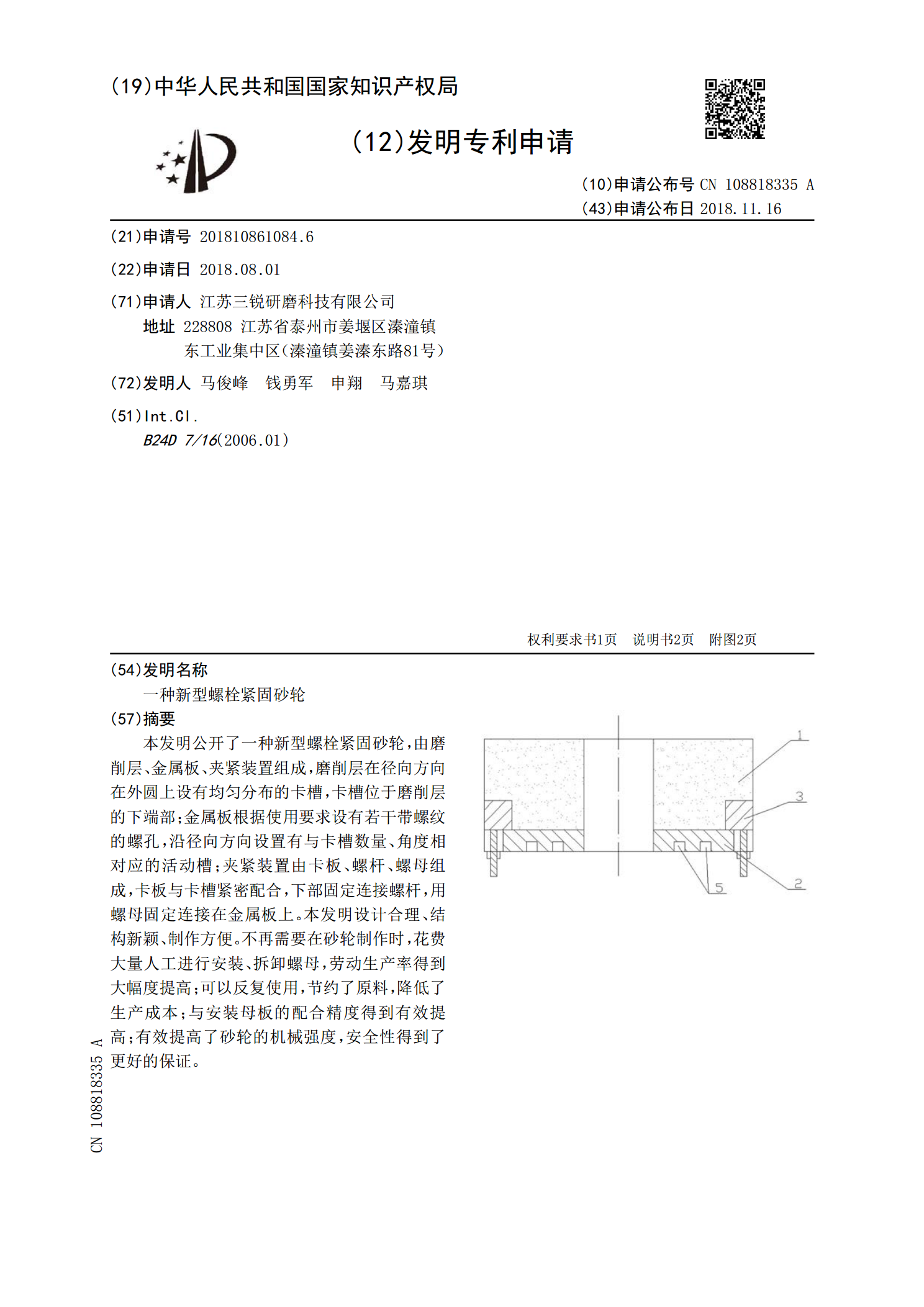
本发明公开了一种新型螺栓紧固砂轮,由磨削层、金属板、夹紧装置组成,磨削层在径向方向在外圆上设有均匀分布的卡槽,卡槽位于磨削层的下端部;金属板根据使用要求设有若干带螺纹的螺孔,沿径向方向设置有与卡槽数量、角度相对应的活动槽;夹紧装置由卡板、螺杆、螺母组成,卡板与卡槽紧密配合,下部固定连接螺杆,用螺母固定连接在金属板上。本发明设计合理、结构新颖、制作方便。不再需要在砂轮制作时,花费大量人工进行安装、拆卸螺母,劳动生产率得到大幅度提高;可以反复使用,节约了原料,降低了生产成本;与安装母板的配合精度得到有效提高;

一种精密磨削螺栓紧固砂轮.pdf
本发明公开了一种精密磨削螺栓紧固砂轮,由工作部分和嵌有金属螺母的安装部分组成,沿砂轮的厚度方向在端面上开有通孔,通孔均匀分布在砂轮的端面上。通孔为圆孔;圆孔的直径为5~10mm,总面积为砂轮端面面积的1/20~1/10。砂轮工作时,冷却液可沿着端面上的通孔直接对整个工作面进行冷却,保证了磨削效果,使得工件不再出现烧伤现象。同时控制通孔的总面积,既达到精密磨削的效果,又不影响砂轮的强度。
一种加强型螺栓紧固砂轮.pdf
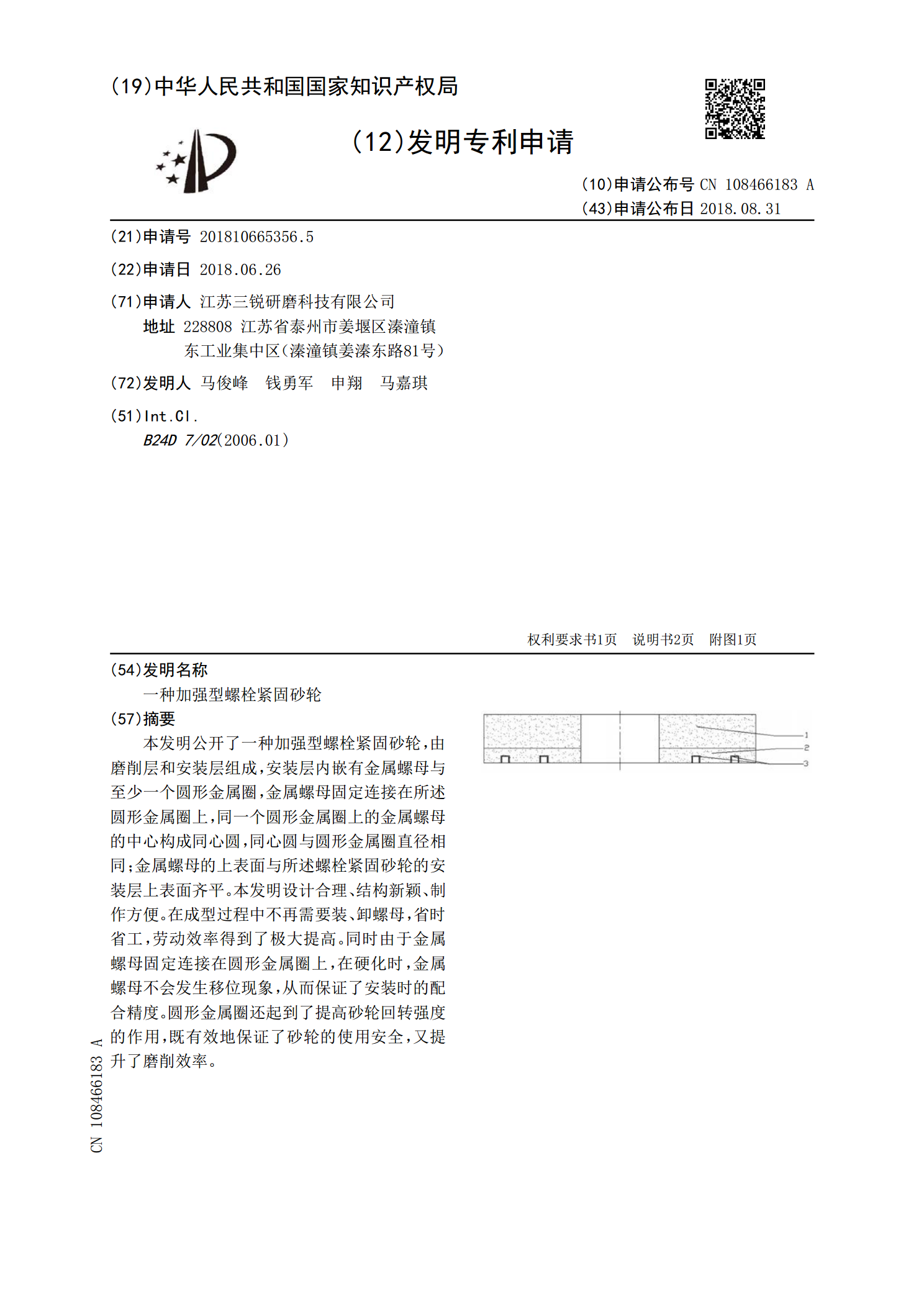
本发明公开了一种加强型螺栓紧固砂轮,由磨削层和安装层组成,安装层内嵌有金属螺母与至少一个圆形金属圈,金属螺母固定连接在所述圆形金属圈上,同一个圆形金属圈上的金属螺母的中心构成同心圆,同心圆与圆形金属圈直径相同;金属螺母的上表面与所述螺栓紧固砂轮的安装层上表面齐平。本发明设计合理、结构新颖、制作方便。在成型过程中不再需要装、卸螺母,省时省工,劳动效率得到了极大提高。同时由于金属螺母固定连接在圆形金属圈上,在硬化时,金属螺母不会发生移位现象,从而保证了安装时的配合精度。圆形金属圈还起到了提高砂轮回转强度的作用
一种金刚石螺栓紧固砂轮.pdf
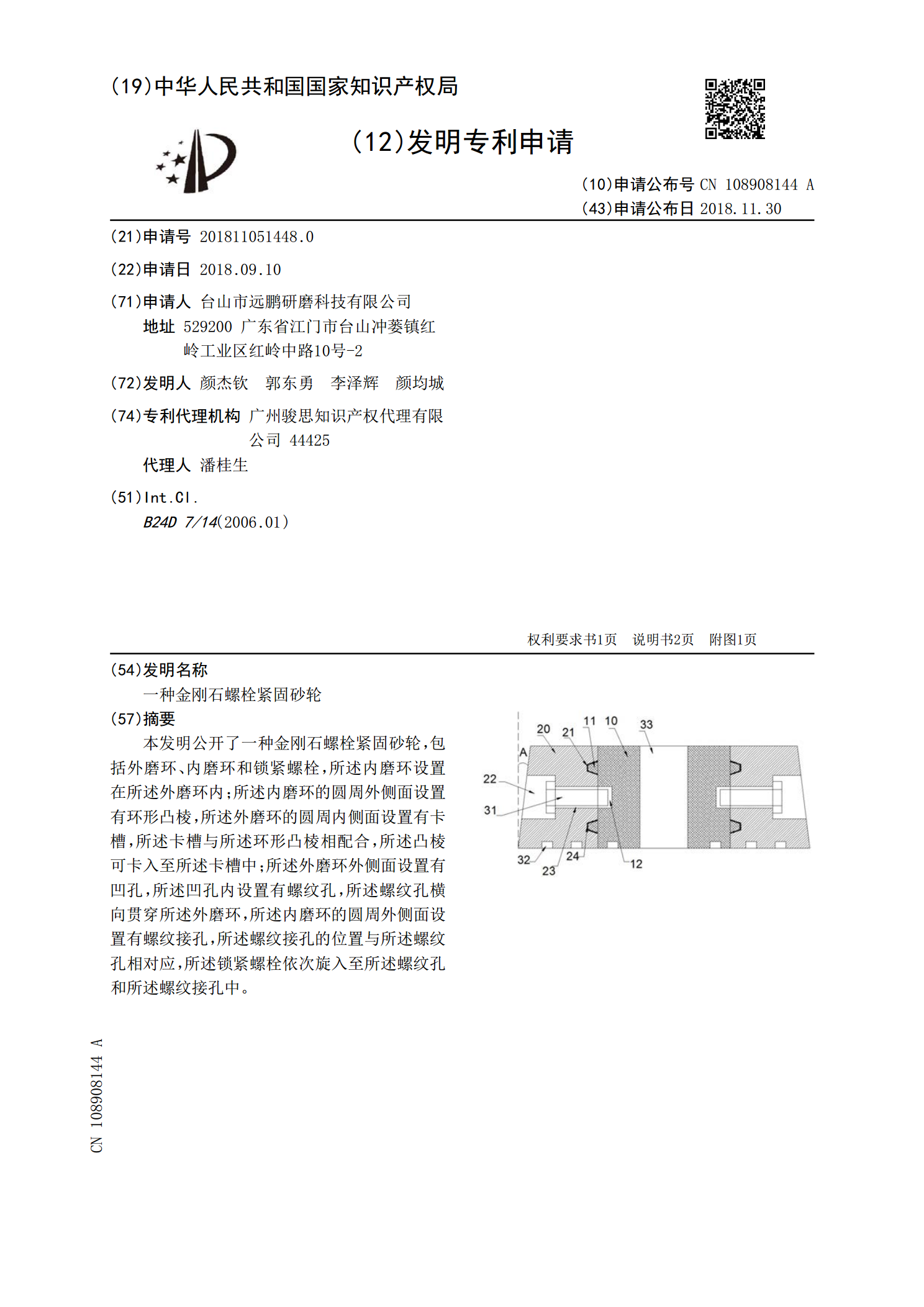
本发明公开了一种金刚石螺栓紧固砂轮,包括外磨环、内磨环和锁紧螺栓,所述内磨环设置在所述外磨环内;所述内磨环的圆周外侧面设置有环形凸棱,所述外磨环的圆周内侧面设置有卡槽,所述卡槽与所述环形凸棱相配合,所述凸棱可卡入至所述卡槽中;所述外磨环外侧面设置有凹孔,所述凹孔内设置有螺纹孔,所述螺纹孔横向贯穿所述外磨环,所述内磨环的圆周外侧面设置有螺纹接孔,所述螺纹接孔的位置与所述螺纹孔相对应,所述锁紧螺栓依次旋入至所述螺纹孔和所述螺纹接孔中。
一种新型吊顶螺栓紧固装置.pdf
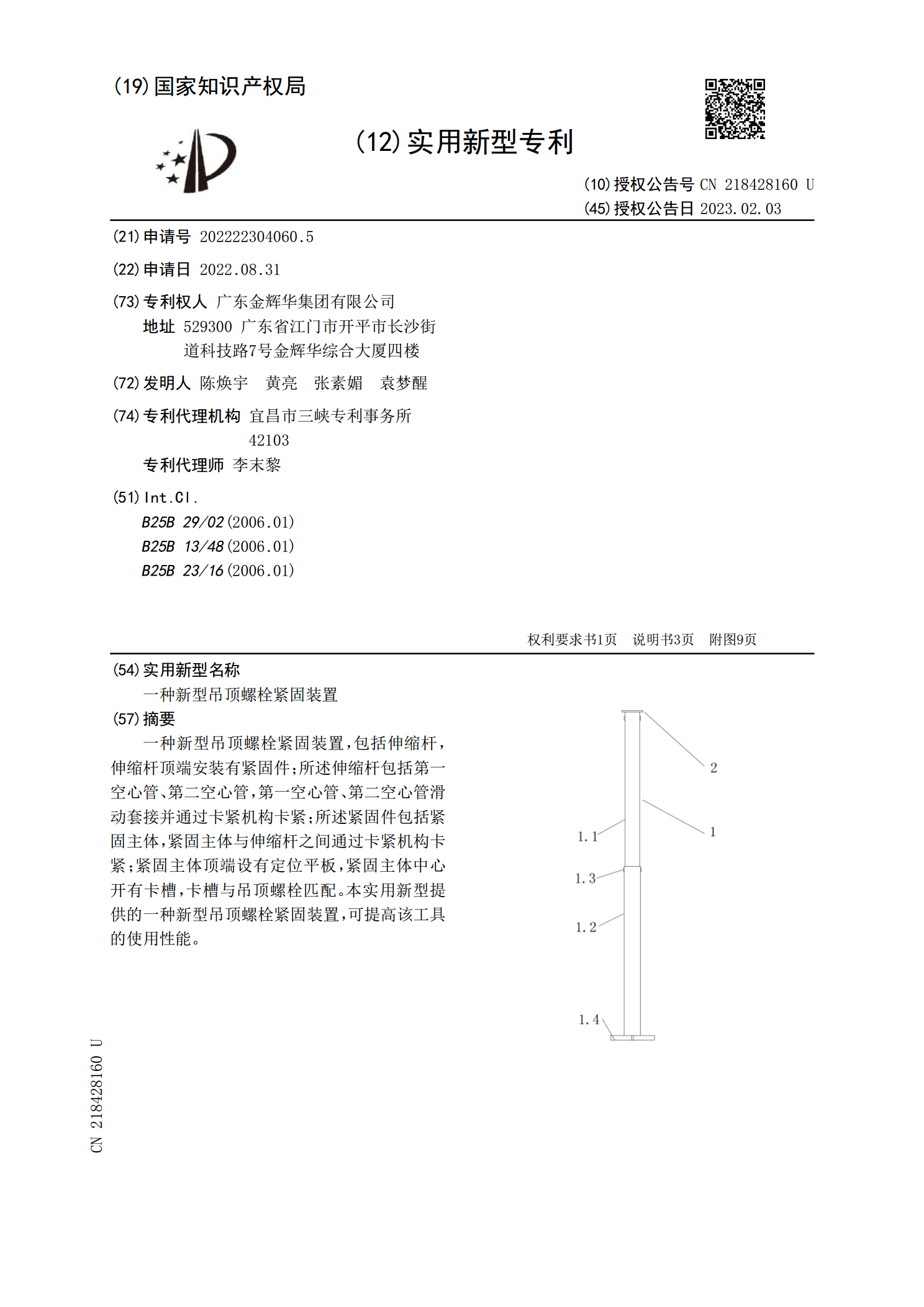
一种新型吊顶螺栓紧固装置,包括伸缩杆,伸缩杆顶端安装有紧固件;所述伸缩杆包括第一空心管、第二空心管,第一空心管、第二空心管滑动套接并通过卡紧机构卡紧;所述紧固件包括紧固主体,紧固主体与伸缩杆之间通过卡紧机构卡紧;紧固主体顶端设有定位平板,紧固主体中心开有卡槽,卡槽与吊顶螺栓匹配。本实用新型提供的一种新型吊顶螺栓紧固装置,可提高该工具的使用性能。