
成型磨削用单层钎焊CBN砂轮磨粒排布设计与实现方法.pdf

一吃****春晓

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

成型磨削用单层钎焊CBN砂轮磨粒排布设计与实现方法.pdf
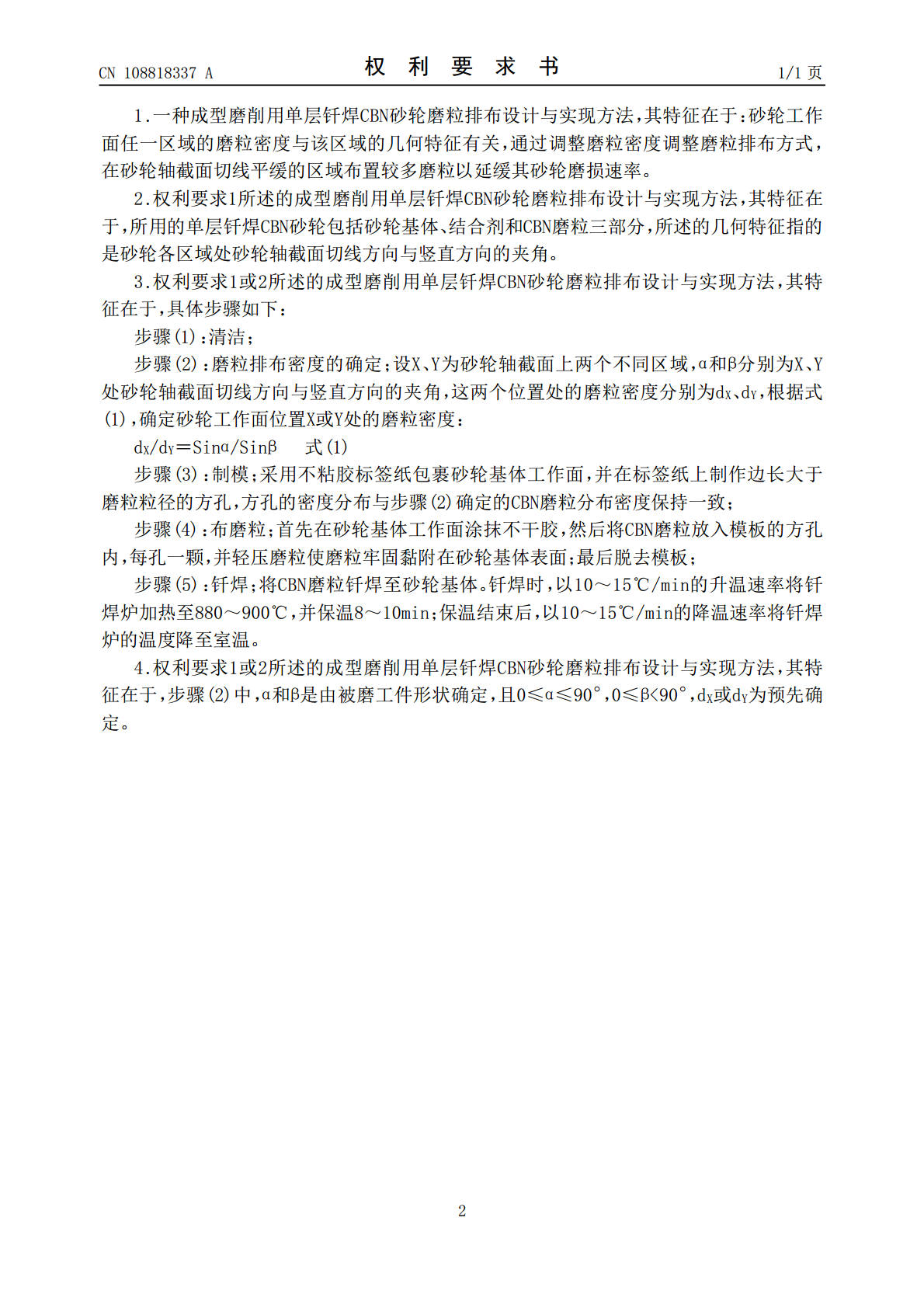
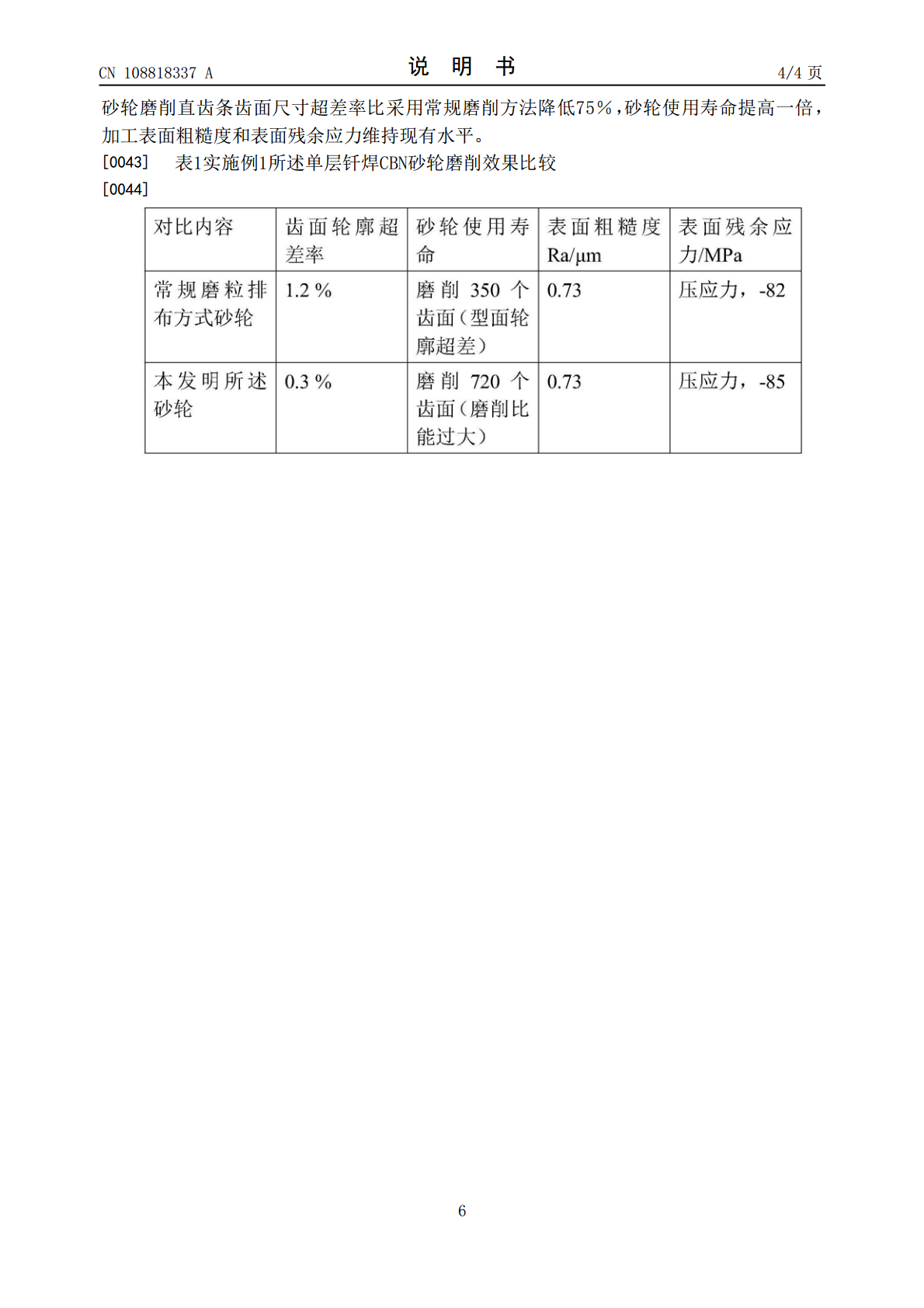
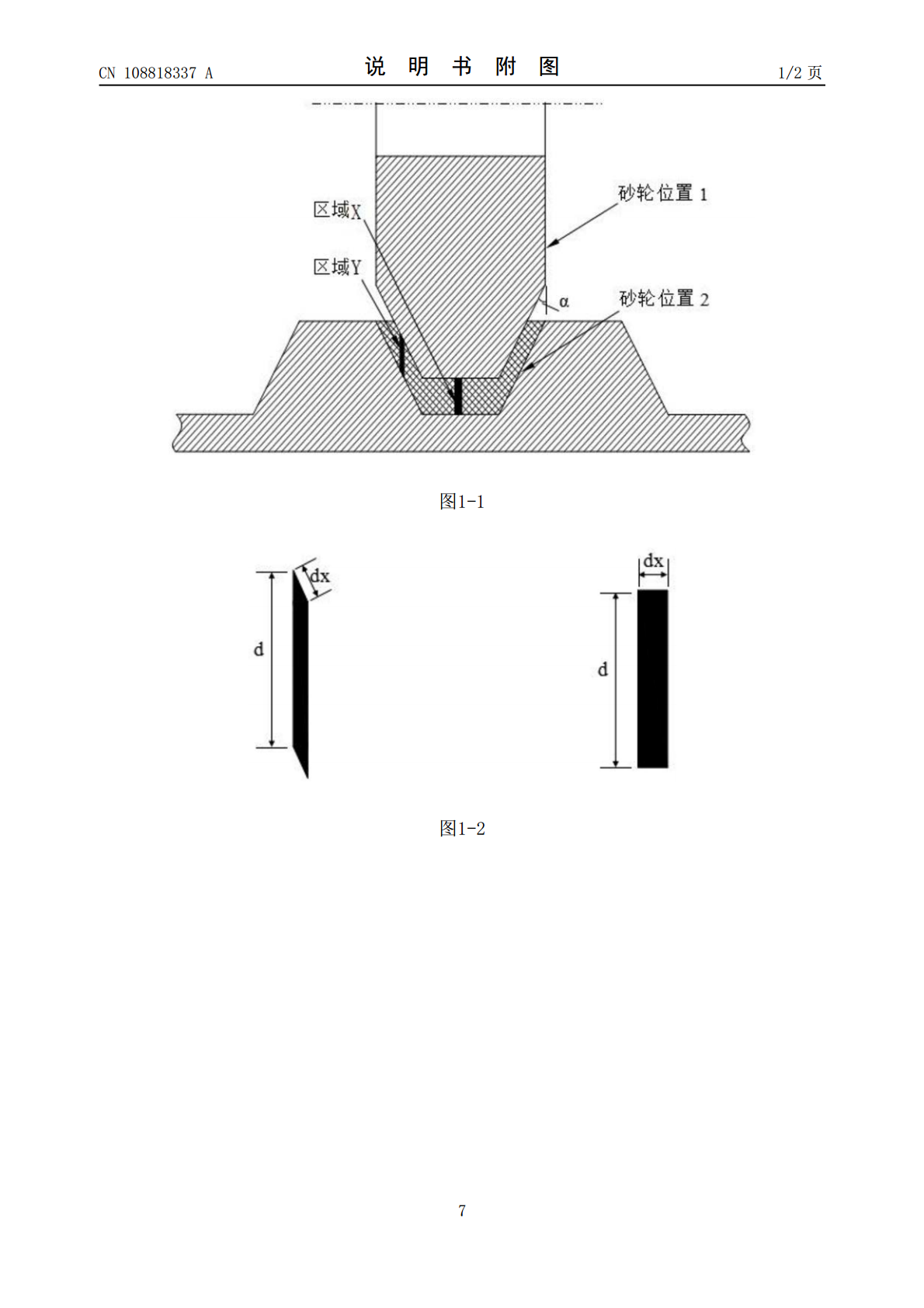
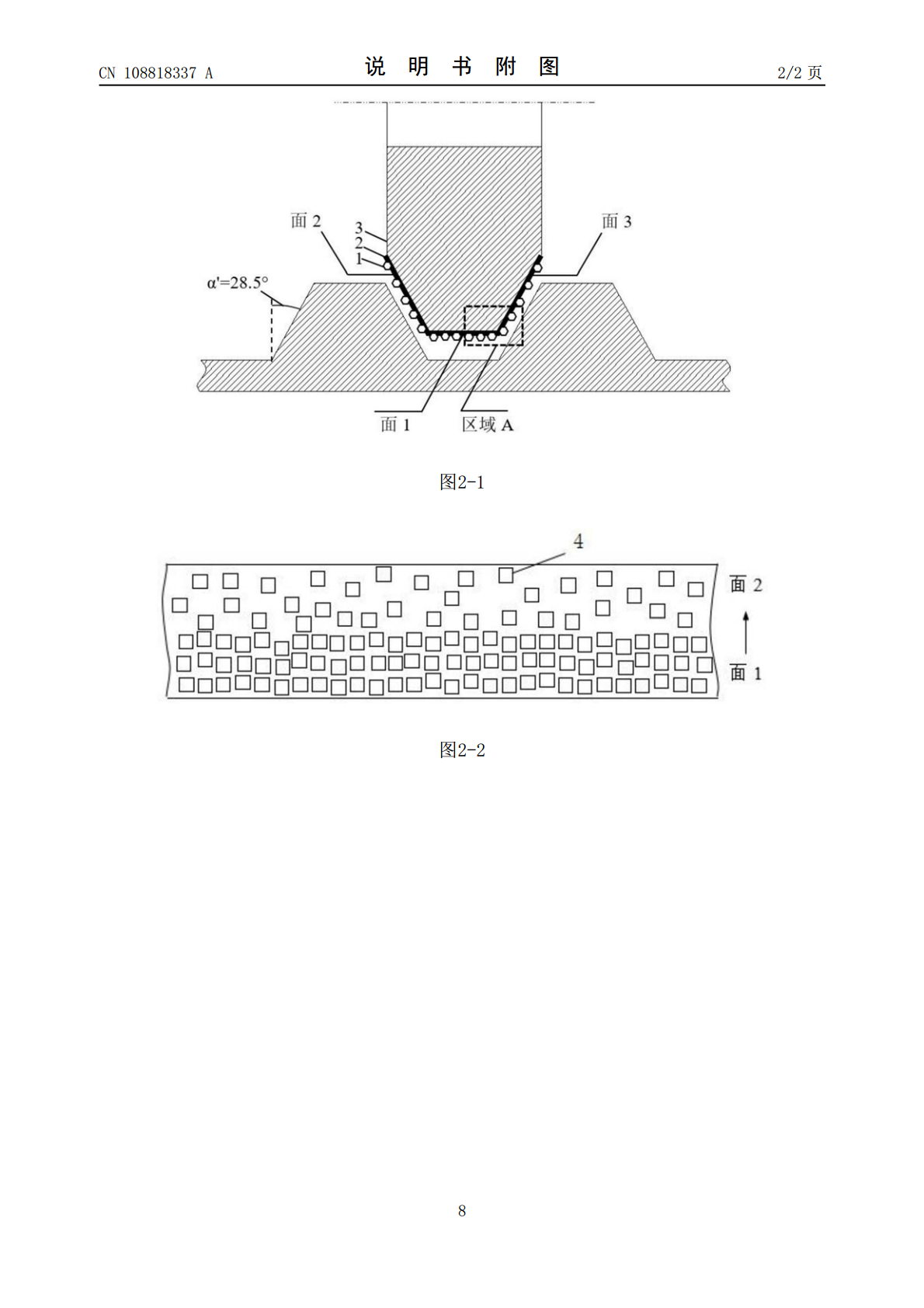
本发明涉及一种成型磨削用单层钎焊CBN砂轮磨粒排布设计与实现方法,砂轮工作面任一区域的磨粒密度与该区域的几何特征有关,即通过改变磨粒密度调整磨粒排布方式。这有异于传统的磨粒在砂轮工作面不同区域平均分布的方式。目的在于,通过在砂轮轴截面切线平缓的区域布置较多磨粒以延缓该区域砂轮磨损速率,使得砂轮工作面均匀磨损。所述的几何特征指的是砂轮各区域砂轮轴截面切线方向与竖直方向的夹角。采用本发明的成型CBN砂轮磨削钛合金时零件废品率大幅降低,且砂轮使用寿命提高一倍。

有序排布形式对单层钎焊CBN砂轮磨削淬硬钢的磨削力试验研究.docx
有序排布形式对单层钎焊CBN砂轮磨削淬硬钢的磨削力试验研究摘要:为探究单层钎焊CBN砂轮磨削淬硬钢时的磨削力特征,本文通过有序排布形式的实验设计,测量了不同切削速度、磨削深度和进给速度下的磨削力,并通过统计方法对试验结果进行分析。结果表明:切削速度、磨削深度和进给速度对磨削力都有较大的影响,且互相之间有交互作用。这为CBN砂轮磨削淬硬钢提供了参考依据,为研发高效加工工艺提供了理论支持。关键词:单层钎焊CBN砂轮;磨削力;淬硬钢;磨削参数Abstract:Inordertoexplorethegrindin

单层钎焊CBN成型砂轮磨削钛合金的温度研究.docx
单层钎焊CBN成型砂轮磨削钛合金的温度研究摘要:随着现代工业的发展,钛合金作为新材料在航空航天、汽车、医疗器械等领域的应用越来越广泛。针对钛合金的高硬度、高温热导率等特点,单层钎焊CBN成型砂轮成为了磨削钛合金的重要工具。本文通过研究不同温度下单层钎焊CBN成型砂轮磨削钛合金的效果,探讨了温度对磨削效果的影响,为提高磨削钛合金的效率和准确性提供了实验依据。关键词:单层钎焊CBN成型砂轮;钛合金;温度;磨削效果引言:钛合金作为近年来新材料的代表之一,因具有生物相容性好、强度高、耐腐蚀等优点,受到了广泛的关注

磨粒叶序排布的电镀CBN砂轮磨削温度场研究.docx
磨粒叶序排布的电镀CBN砂轮磨削温度场研究摘要:CBN砂轮是目前广泛应用于高硬度材料加工中的研磨工具,具有耐磨性高、热稳定性好等优点。本文采用磨粒叶序排布电镀CBN砂轮进行实验,通过研究砂轮与工件之间的磨削产生的温度场分布规律,探究砂轮磨削过程中的温度特性,并对磨轮的磨削性能做出评价。关键词:电镀CBN砂轮;磨粒叶序排布;温度场分布;磨削性能。1.介绍电镀CBN砂轮作为一种新型的研磨工具,其具有高硬度、高耐磨性、热稳定性好等特点,广泛应用于高硬度材料(如高速钢、硬质合金、陶瓷等)的研磨加工中,被认为是目前
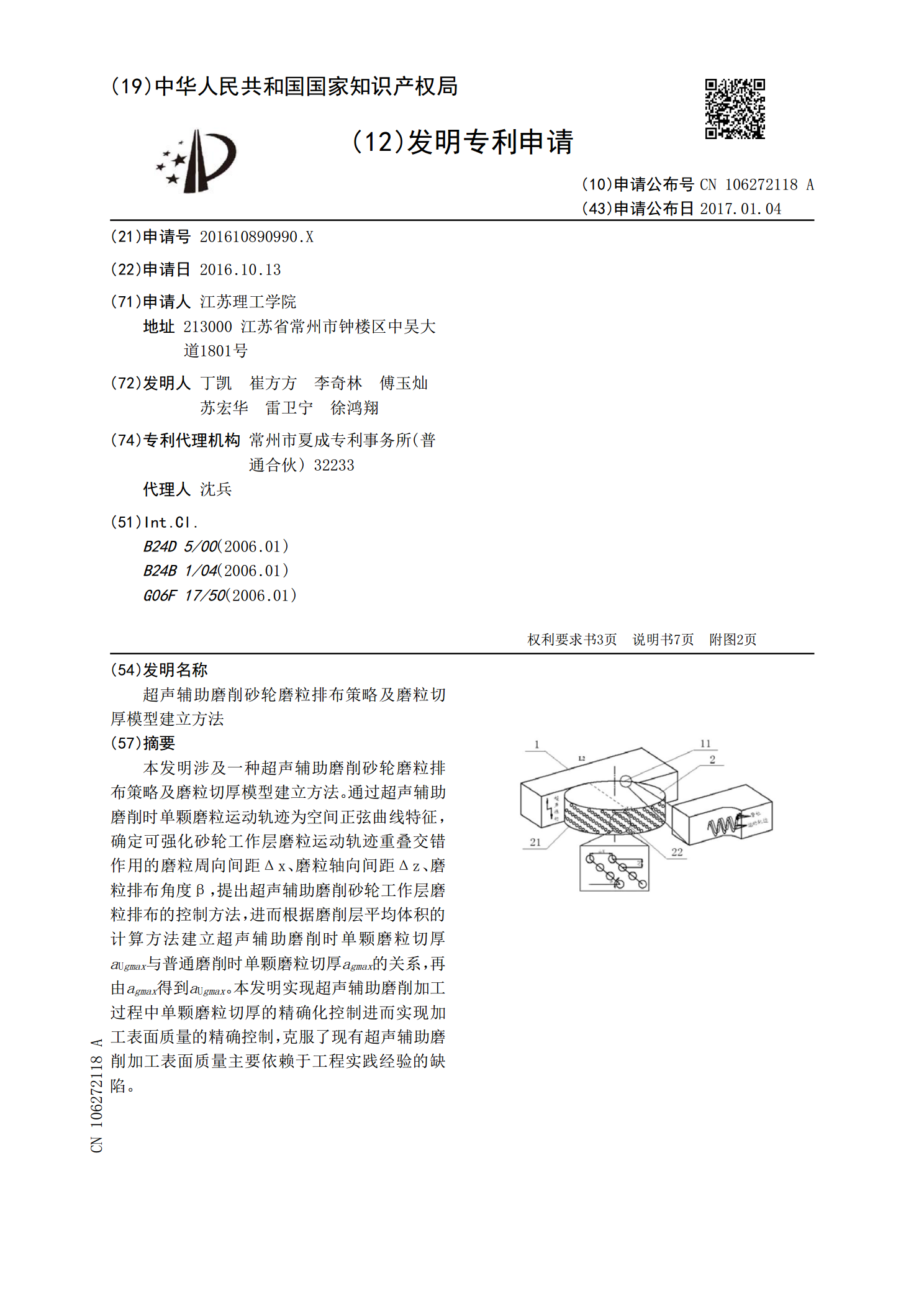
超声辅助磨削砂轮磨粒排布策略及磨粒切厚模型建立方法.pdf
本发明涉及一种超声辅助磨削砂轮磨粒排布策略及磨粒切厚模型建立方法。通过超声辅助磨削时单颗磨粒运动轨迹为空间正弦曲线特征,确定可强化砂轮工作层磨粒运动轨迹重叠交错作用的磨粒周向间距Δx、磨粒轴向间距Δz、磨粒排布角度β,提出超声辅助磨削砂轮工作层磨粒排布的控制方法,进而根据磨削层平均体积的计算方法建立超声辅助磨削时单颗磨粒切厚