
一种叉车车轮座圈结构及其加工工艺.pdf

曾琪****是我


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种叉车车轮座圈结构及其加工工艺.pdf
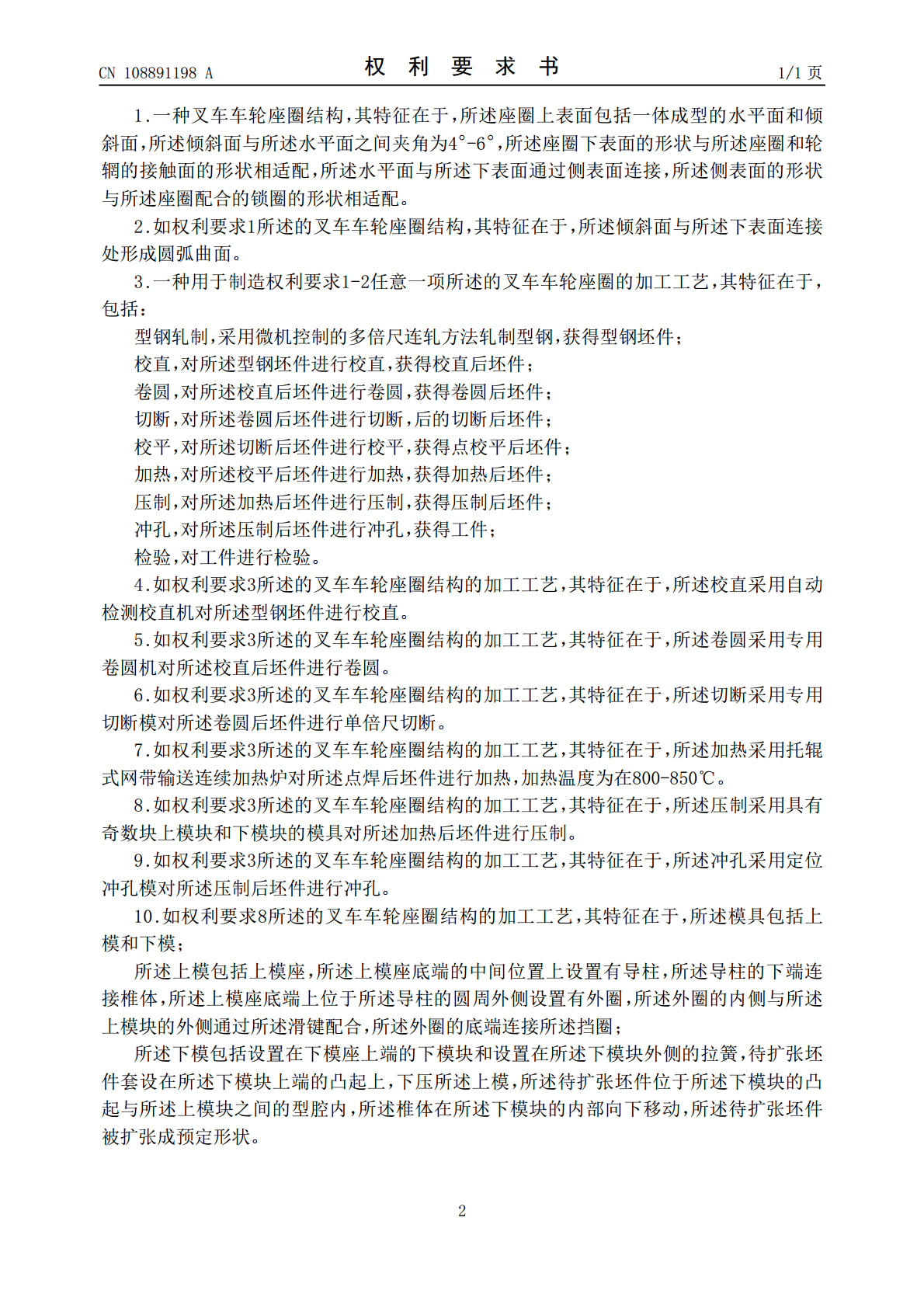
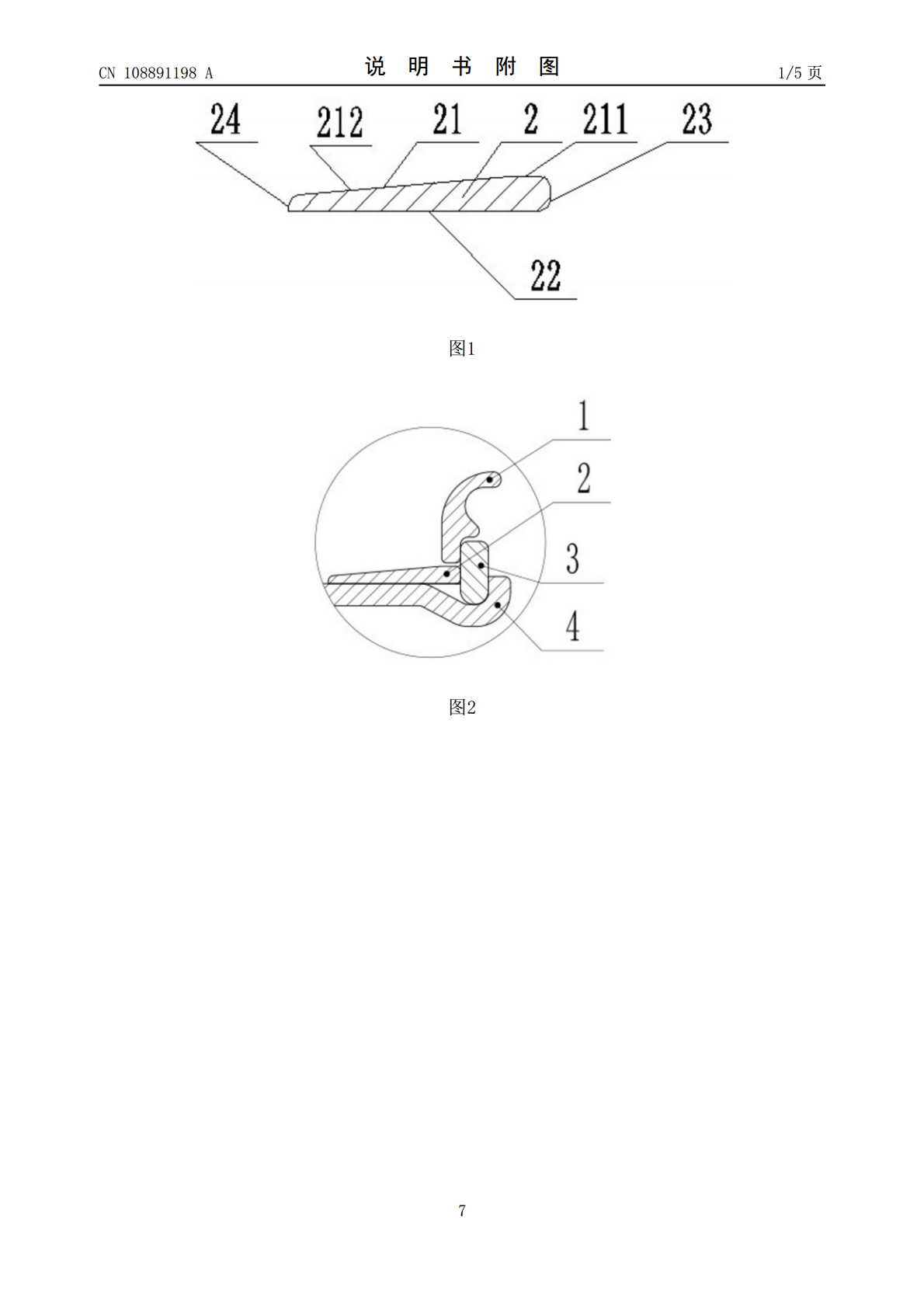
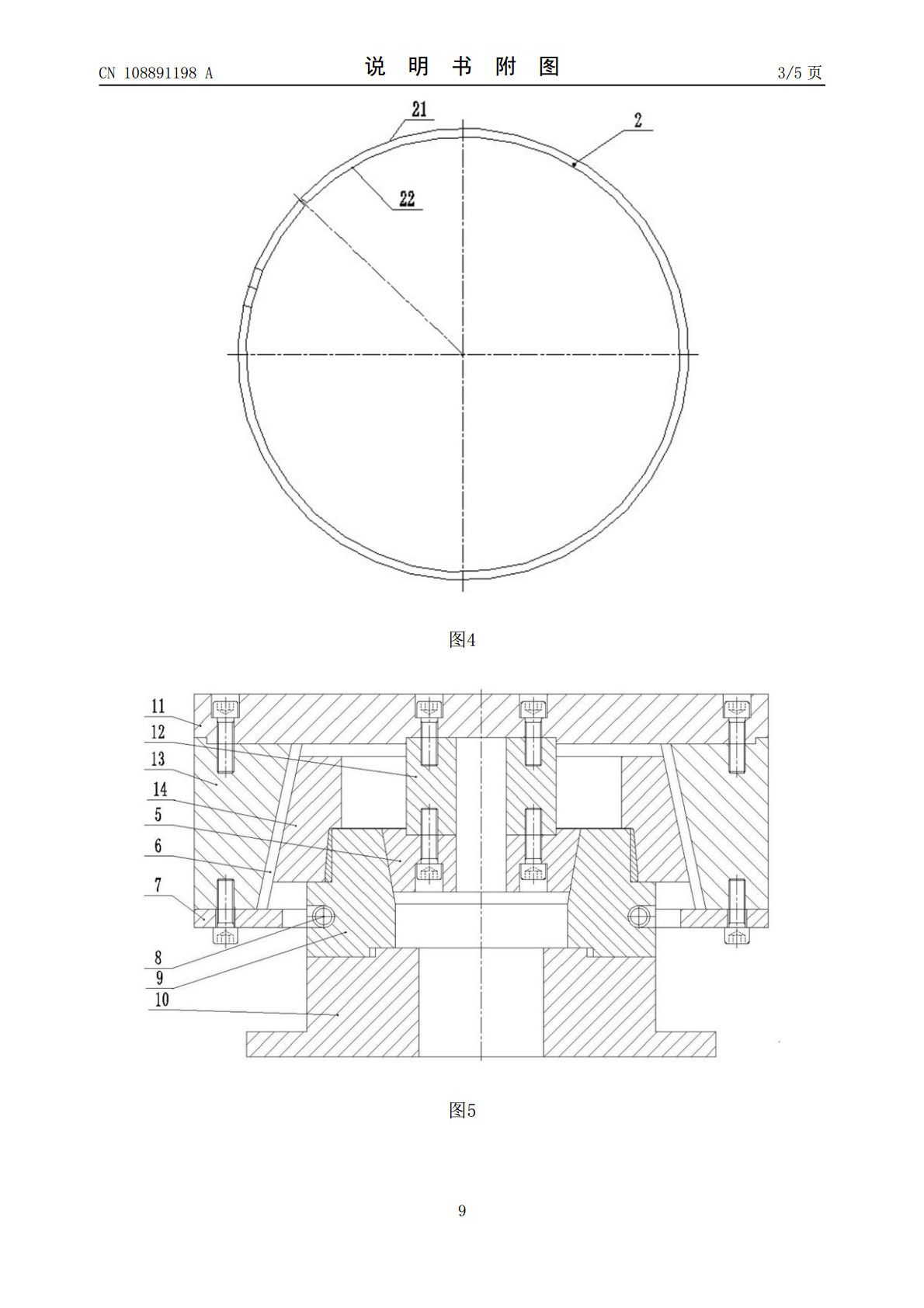
本发明提供一种叉车车轮座圈结构及其加工工艺,所述座圈上表面包括一体成型的水平面和倾斜面,所述倾斜面与所述水平面之间夹角为4°‑6°,所述座圈下表面的形状与所述座圈和轮辋的接触面的形状相适配,所述水平面与所述下表面通过侧表面连接,所述侧表面的形状与所述座圈配合的锁圈的形状相适配。叉车车轮座圈结构的加工工艺包括:型钢轧制、校直、卷圆、切断、校平、加热、压制、冲孔、检验。本发明的所述座圈的弹性好;本发明的叉车车轮座圈结构的加工工艺中的座圈坯件的直线度达到标准要求,加热效率高,所述座圈的弹性符合标准要求,满足装卸

一种叉车车轮挡圈结构及其加工工艺.pdf
本发明提供一种叉车车轮挡圈结构及其加工工艺,叉车车轮挡圈结构的所述挡圈的外侧包括一体成型的竖直外面和圆弧外面,所述挡圈的内侧包括一体成型的竖直内面、凸起和凹陷面,所述竖直外面与所述竖直内面通过底面连接。一种叉车车轮挡圈的加工工艺,包括:型钢轧制、校直、划线、卷圆、切断、收口点焊、对焊、铣渣和压制;本发明的叉车车轮挡圈结构受力不易变形,防止所述锁圈弹出;本发明叉车车轮挡圈的加工工艺的材料利用率达到95%以上,生产效率提高30%。
一种重型车轮座圈加工工艺.pdf
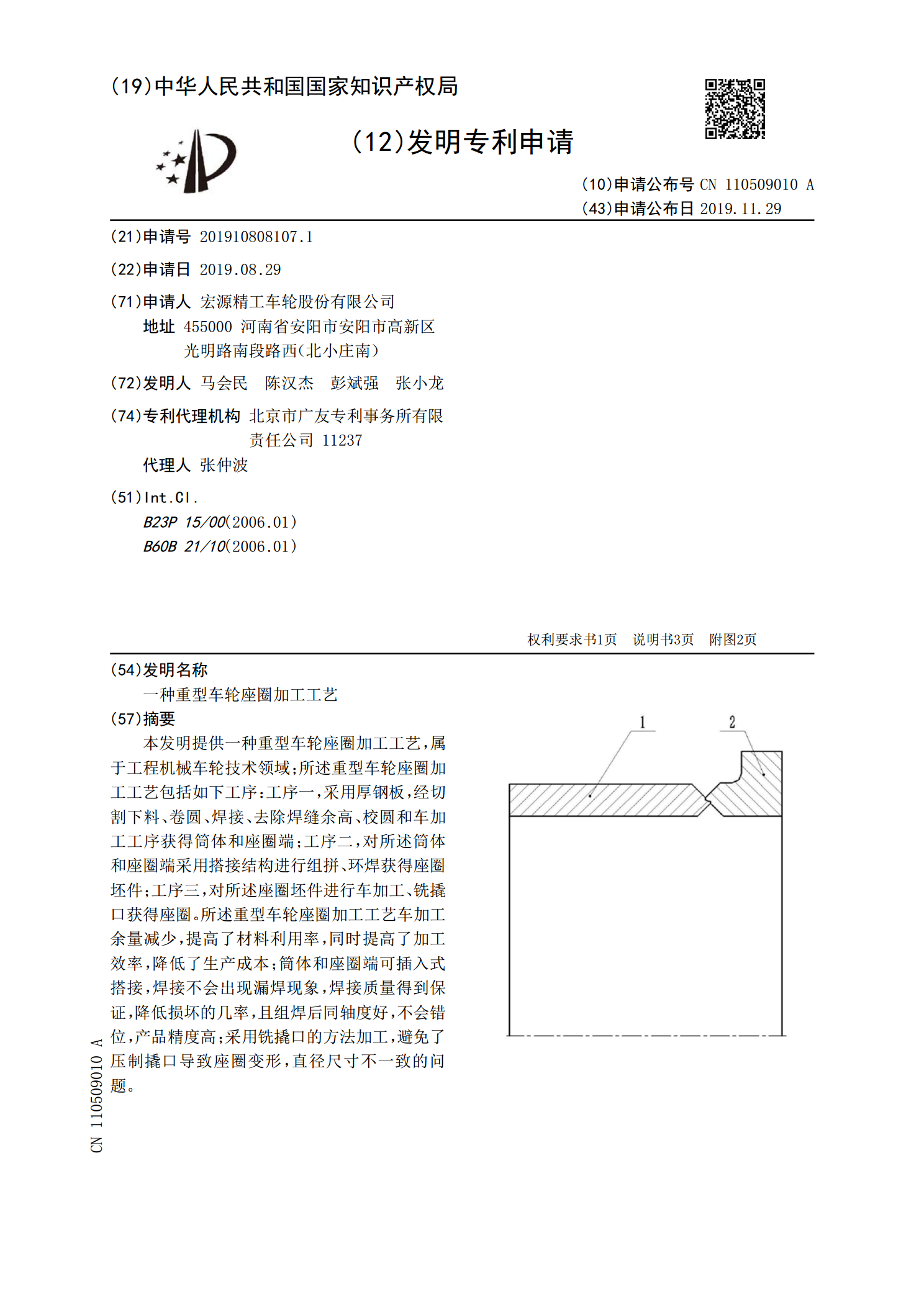
本发明提供一种重型车轮座圈加工工艺,属于工程机械车轮技术领域;所述重型车轮座圈加工工艺包括如下工序:工序一,采用厚钢板,经切割下料、卷圆、焊接、去除焊缝余高、校圆和车加工工序获得筒体和座圈端;工序二,对所述筒体和座圈端采用搭接结构进行组拼、环焊获得座圈坯件;工序三,对所述座圈坯件进行车加工、铣撬口获得座圈。所述重型车轮座圈加工工艺车加工余量减少,提高了材料利用率,同时提高了加工效率,降低了生产成本;筒体和座圈端可插入式搭接,焊接不会出现漏焊现象,焊接质量得到保证,降低损坏的几率,且组焊后同轴度好,不会错位

一种工程车轮用座圈加工工艺.pdf
本发明提供一种工程车轮用座圈加工工艺,包括轧制型钢、倍尺分剪、卷圆、对口点焊、闪光对焊、铣焊缝、精整、滚花、车加工和包装等步骤。本发明的加工工艺可以提高材料的利用率和焊接质量,降低生产成本。本发明的加工工艺过程中采用微机控制的短应力轧机轧制,轧制精度高;采用高压水除磷,表面质量好;采用冲床进行倍尺分剪,分剪效率高;车加工采用机器人数控机床全自动组合进行加工,可实现工件的全方位加工,该设备组合只需1人操作,节约人力、减少用电量和人工成本,加工效率可提高3倍;采用的专用滚花机,滚花效率是普通车床的6‑8倍。

一种凿岩台车车轮结构及其加工工艺.pdf
本发明提供一种凿岩台车车轮结构及其加工工艺,车轮结构包括轮辋,所述轮辋一端的内侧连接弯辐板,所述轮辋一端的外侧卡住锁圈的内侧,所述锁圈的外侧卡住挡圈,且所述锁圈与所述挡圈的接触面为环形平面。一种凿岩台车车轮结构的加工工艺,包括轮辋加工,所述轮辋加工包括内轮缘加工和组焊内轮缘与槽圈,加工后获得轮辋;弯辐板加工;弯辐板与轮辋组焊,将所述轮辋与所述弯辐板组焊。所述槽圈与所述锁圈的接触部分呈倒勾形状,受力时所述锁圈不会蹦出;所述锁圈与所述挡圈的接触面为环形平面,受力均匀,不会变形。本发明的凿岩台车车轮结构的加工工