
一种轮辐冲压加工组合模具.pdf

猫巷****熙柔

1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮辐冲压加工组合模具.pdf
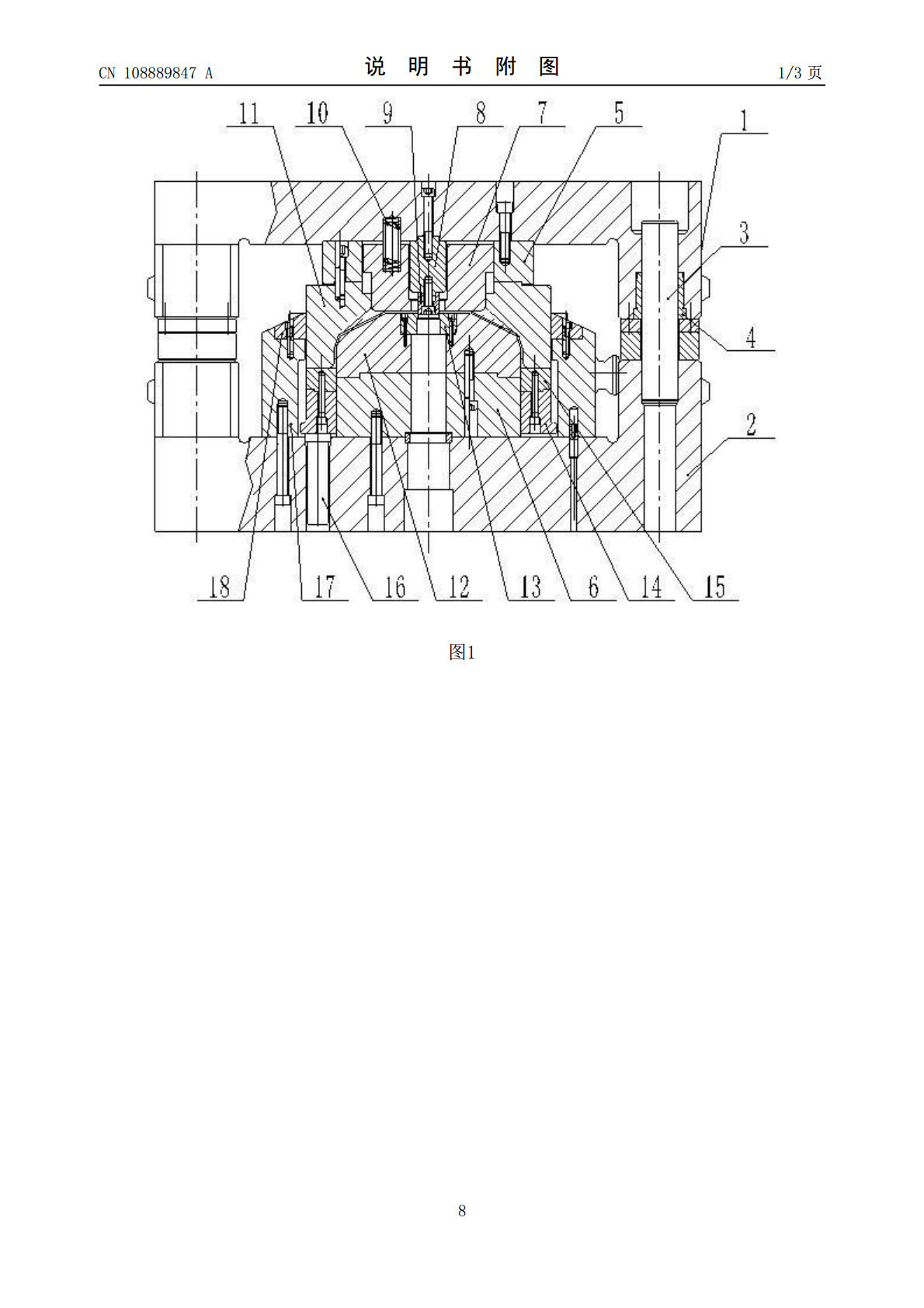
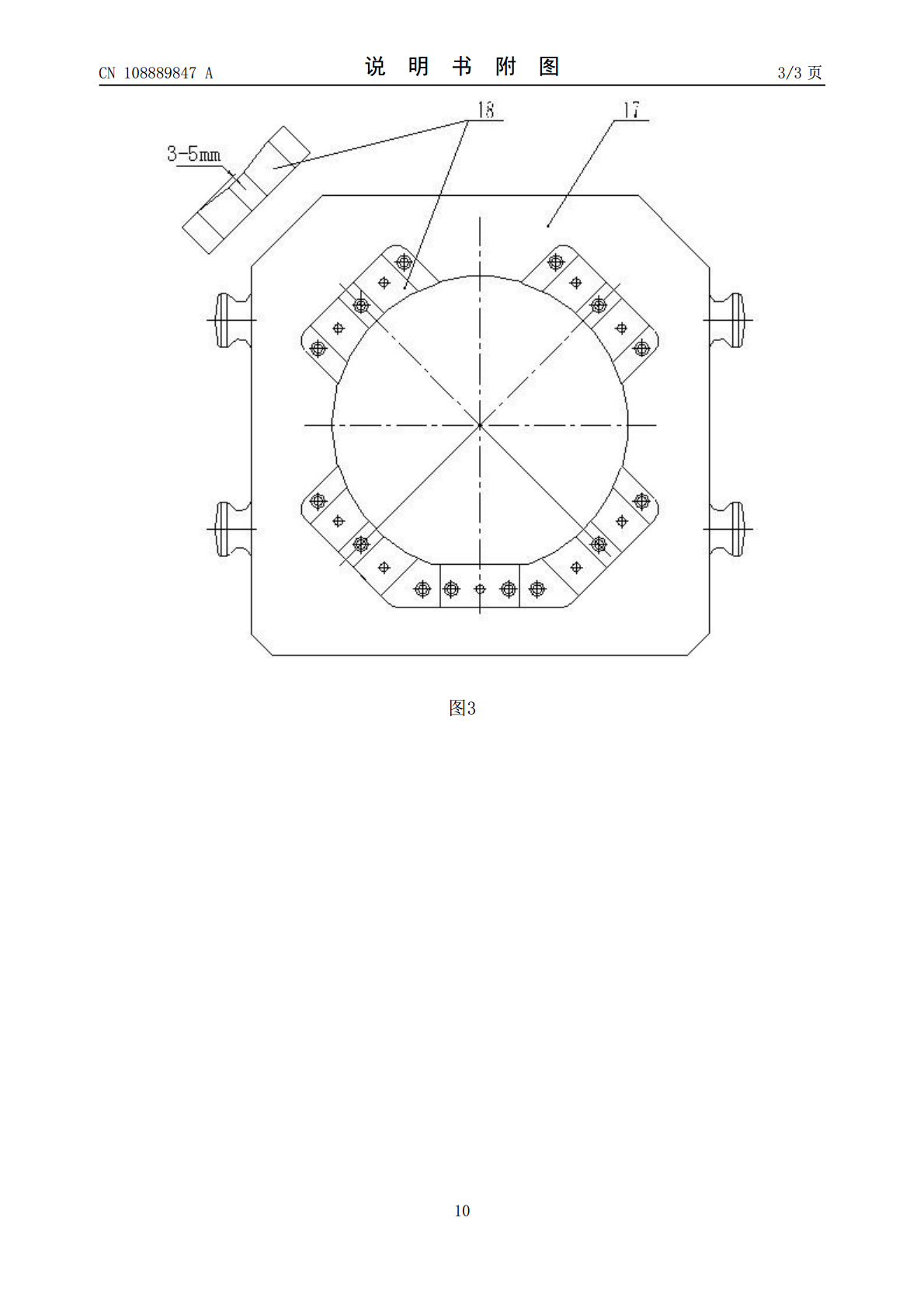
本技术涉及冷作加工工装领域,提供一种轮辐冲压加工组合模具,使用该模具可以一次完成轮辐冲压加工中的外圆冲裁、拉伸、中心孔冲裁、翻边等四道分工序;一种轮辐冲压加工组合模具,包括水平设置、中心线共轴的下模和上模,上模包括上模架、上模压料块、中心冲裁上冲和底部有球形凹坑的上模芯,上模芯和中心冲裁上冲固联在上模架的下面,上模压料块移动设置在中心冲裁上冲上、位于上模芯内;下模包括下模架、顶部有球形凸台的下模芯、中心冲裁下冲、压边圈和外圆冲裁刀架,下模芯和外圆冲裁刀架固联在下模架的上面,压边圈移动设置在下模芯上、位于外

乘用车用钢制车轮轮辐冲压加工工艺及加工模具.pdf
乘用车用钢制车轮轮辐冲压加工工艺,包括如下步骤:1)板料剪切,将长方形板料放在托料架上,其左右、前端由定位尺定位;压机向下行,上模芯外缘下部周边刃口与切边刀同时对板料剪切,形成轮辐板料;2)板料拉伸,将切边后的轮辐板料放在压边圈上,通过上模芯和压边圈将轮辐板料压紧下行;在压机下行过程中,轮辐板料中部首先与下模芯接触阻止轮辐板料中部下行,轮辐板料周边没有受到阻挡的部位继续随着上模芯和压边圈下行对轮辐板料进行拉伸;3)冲轮辐中心孔;4)复位取料。本发明将落料和拉伸工艺合二为一,采用一次定位的方式保证轮辐中心孔
一种汽车龙门冲压模具组合精加工系统.pdf
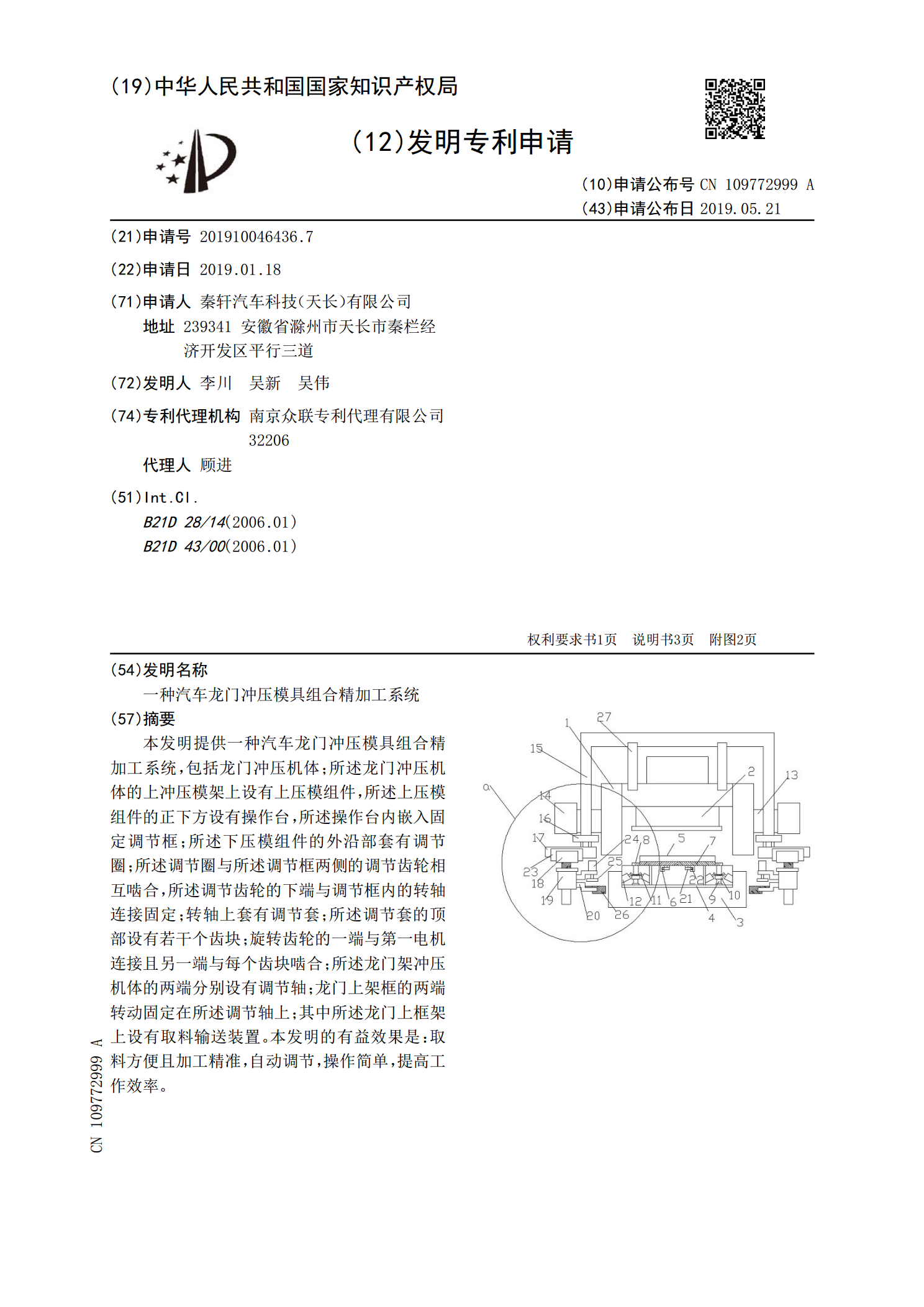
本发明提供一种汽车龙门冲压模具组合精加工系统,包括龙门冲压机体;所述龙门冲压机体的上冲压模架上设有上压模组件,所述上压模组件的正下方设有操作台,所述操作台内嵌入固定调节框;所述下压模组件的外沿部套有调节圈;所述调节圈与所述调节框两侧的调节齿轮相互啮合,所述调节齿轮的下端与调节框内的转轴连接固定;转轴上套有调节套;所述调节套的顶部设有若干个齿块;旋转齿轮的一端与第一电机连接且另一端与每个齿块啮合;所述龙门架冲压机体的两端分别设有调节轴;龙门上架框的两端转动固定在所述调节轴上;其中所述龙门上框架上设有取料输送

轮辐冲压加工成形工艺.pdf
轮辐冲压加工成形工艺,属于汽车配件加工工艺技术领域,具体涉及一种轮辐冲压加工成形工艺。依次进行落料拉深、预成形、成形、切边、冲风孔、打钢印、压毛刺、冲螺栓孔、精密整形9道工序。本发明具有成形质量高、生产效率高的有益效果。

轮辐板冲压工艺及模具的初步改进.docx
轮辐板冲压工艺及模具的初步改进论文题目:轮辐板冲压工艺及模具的初步改进摘要:随着工业发展的快速推进,汽车行业作为工业发展的重要组成部分也在不断发展与改进。作为汽车的重要组成部分之一,轮辐板的生产工艺也需要持续改进与优化。本论文以轮辐板的冲压工艺及模具为研究对象,对传统冲压工艺进行分析,发现其存在一些问题。在此基础上,通过对轮辐板冲压过程的优化,提出了初步改进方案,并设计了相应的模具,以提高轮辐板冲压工艺的效率和质量。1.引言轮辐板是汽车车轮的重要组成部分之一,传统的冲压工艺对轮辐板的生产具有重要影响。然而