
一种轴流风机动叶和风叶通用框架量具.pdf

听容****55

1/8

2/8

3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴流风机动叶和风叶通用框架量具.pdf
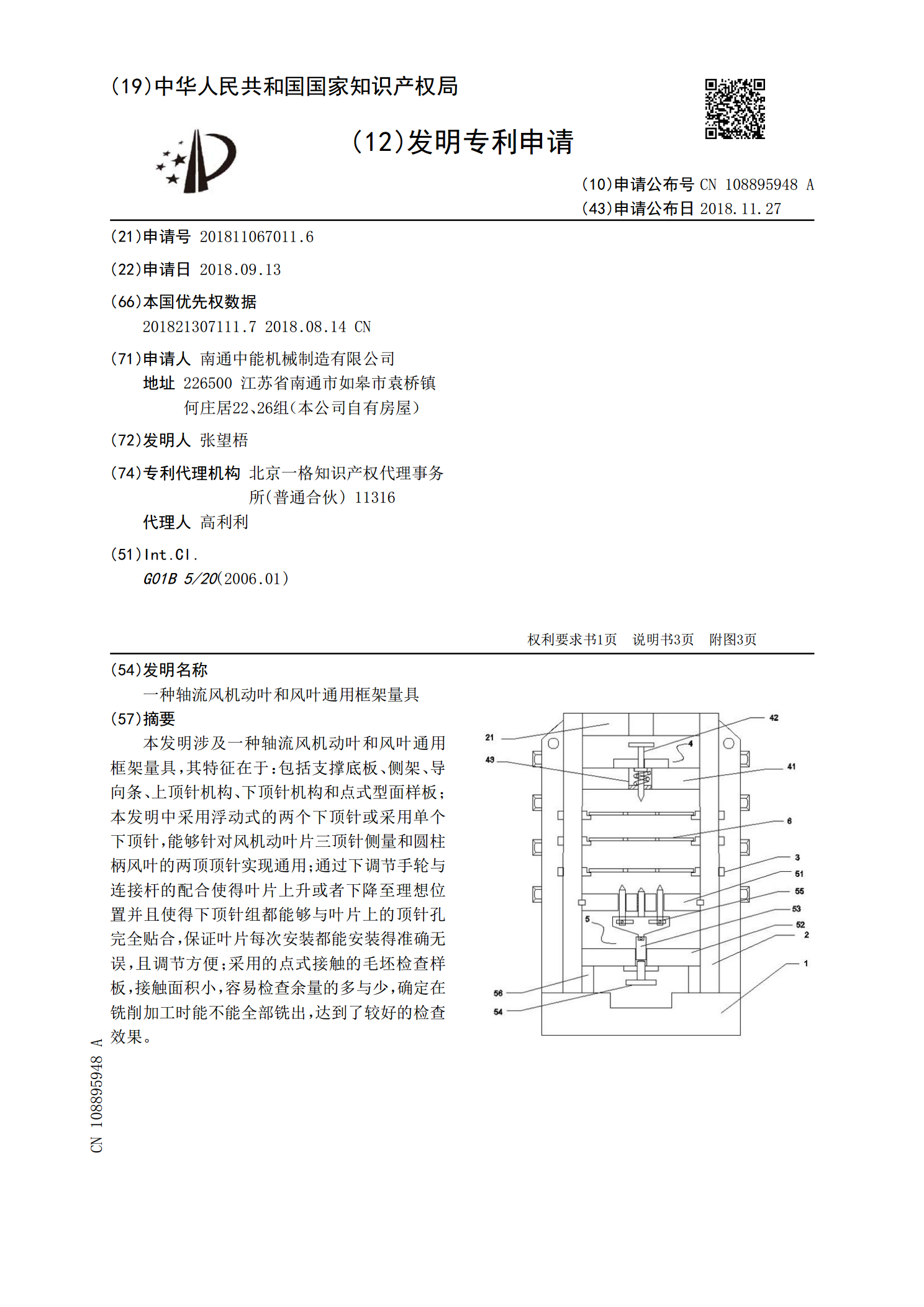
本发明涉及一种轴流风机动叶和风叶通用框架量具,其特征在于:包括支撑底板、侧架、导向条、上顶针机构、下顶针机构和点式型面样板;本发明中采用浮动式的两个下顶针或采用单个下顶针,能够针对风机动叶片三顶针侧量和圆柱柄风叶的两顶顶针实现通用;通过下调节手轮与连接杆的配合使得叶片上升或者下降至理想位置并且使得下顶针组都能够与叶片上的顶针孔完全贴合,保证叶片每次安装都能安装得准确无误,且调节方便;采用的点式接触的毛坯检查样板,接触面积小,容易检查余量的多与少,确定在铣削加工时能不能全部铣出,达到了较好的检查效果。

轴流风机动叶统调.pdf
本发明公开了一种轴流风机动叶统调,其特征在于,前后两半轮毂(3)合拢卡在扇叶轴(2)表面圆周中部两边凸起型成一圈圆环型凹槽内,扇叶轴(2)两端分别固定连接扇叶(1)、曲柄(5)的一端,曲柄(5)的另一端插入滑块(6)内,滑块(6)卡入推盘(7)表面圆周中部凹进形成的环形凹槽内,推盘(7)套在风机主轴(4)表面中部,风机主轴(4)前部的螺纹拧入螺旋推进头(8),风机主轴(4)后部固定穿过轮毂(3)。本发明大、小型机可用,结构简单、精度要求不高,维修方便,费用低。

一种轴流通风机动叶调节装置.pdf
本发明涉及矿井用轴流风机领域,特别涉及一种轴流通风机动叶调节装置,其特征在于,包括蜗轮、蜗杆、丝杠、螺母轴、联接盘和齿条,螺母轴一端与联接盘同轴相连,螺母轴另一端设有螺纹孔与丝杠一端连接,丝杠另一端与蜗轮同轴相连,蜗轮与蜗杆相啮合,在联接盘的边部均匀设有齿条,齿条所在中心圆与联接盘同轴,齿轮与齿条啮合,带叶片的叶片轴与齿轮相连。所述丝杠与螺纹孔的有效配合螺纹长度不小于齿轮分度圆周长的一半。与现有技术相比,本发明的优点是:在风机停车后能一次性同步将所有叶片的安装角翻转180°,使风机的反风量达到正风量的10

一种轴流风叶.pdf
本发明提供一种轴流风叶,包括轮毂和叶片,其特征在于:轮毂呈筒状,包括本体上设置有两个以上向远离轮毂本体方向延伸的凸出部的第一端面以及设置有与凸出部相对应的卡合部的第二端面,凸出部沿着以轮毂的中心为圆心,以小于或者等于轮毂的半径的长度为半径的圆周均匀分布。本发明的两个轴流风叶的轮毂可以互相插入,方便存储和运输。

装有辅风叶的轴流风机.pdf
本发明公开了一种装有辅风叶的轴流风机,属于轴流风机的叶轮技术领域,旨在克服目前的轴流式风机中部区域会产生气体涡流、引起噪声、换热器上气流分布不均匀等不足。本发明包括机壳、转轴、轮毂、主风叶,所述轮毂通过所述转轴与转动源连接,所述主风叶装于所述轮毂上,在所述轮毂上,以所述转轴的轴中心线为对称轴,轴对称地至少设有二个辅风叶,所述辅风叶的安装角方向及扭曲方向和所述主风叶的安装角方向及扭曲方向一致。本发明适用于新制轴流风机或旧轴流风机改造。