
一种卷绕装置.pdf

是立****92

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种电缆的卷绕装置及卷绕方法.pdf
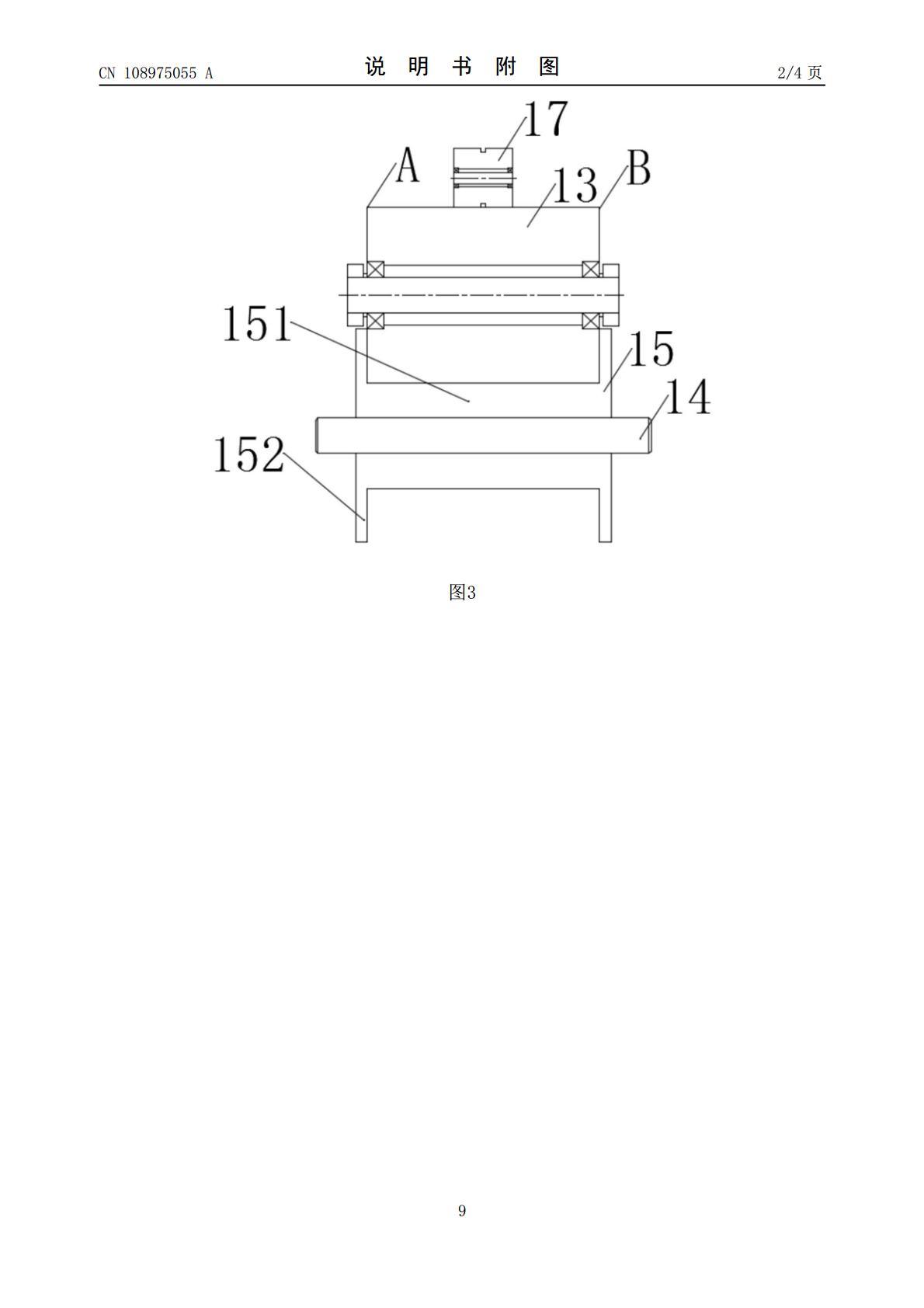
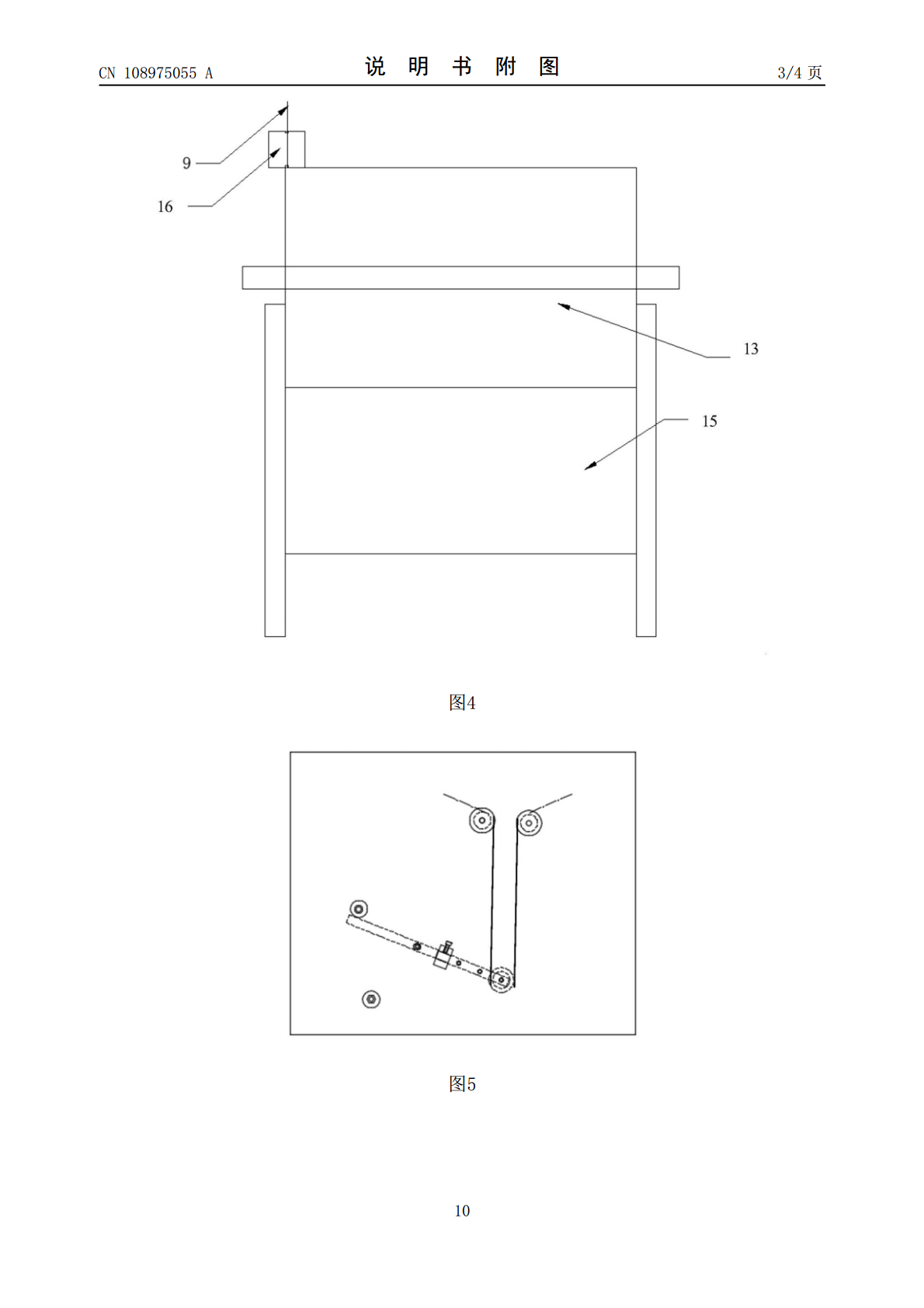
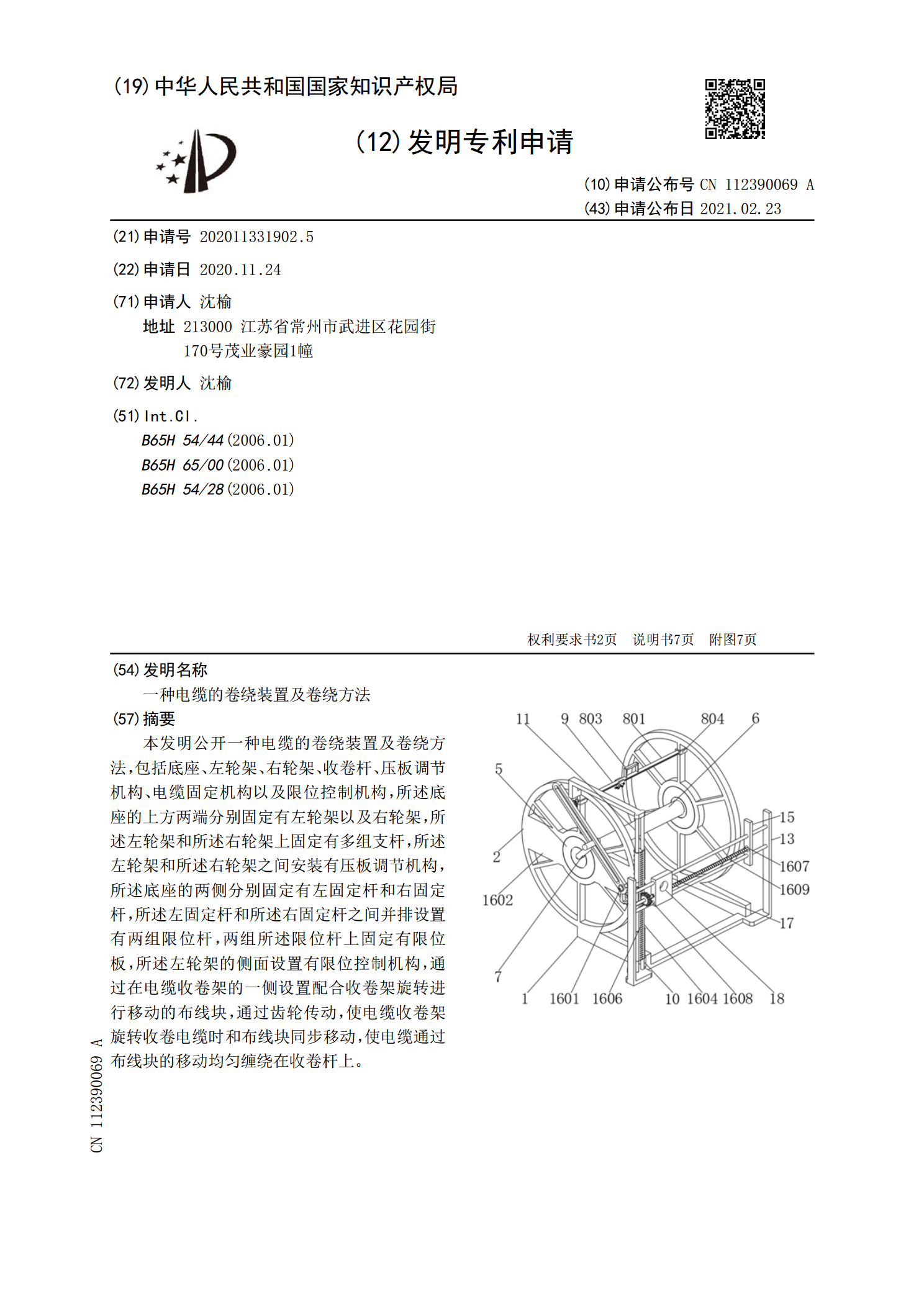
本发明公开一种电缆的卷绕装置及卷绕方法,包括底座、左轮架、右轮架、收卷杆、压板调节机构、电缆固定机构以及限位控制机构,所述底座的上方两端分别固定有左轮架以及右轮架,所述左轮架和所述右轮架上固定有多组支杆,所述左轮架和所述右轮架之间安装有压板调节机构,所述底座的两侧分别固定有左固定杆和右固定杆,所述左固定杆和所述右固定杆之间并排设置有两组限位杆,两组所述限位杆上固定有限位板,所述左轮架的侧面设置有限位控制机构,通过在电缆收卷架的一侧设置配合收卷架旋转进行移动的布线块,通过齿轮传动,使电缆收卷架旋转收卷电缆时
一种卷绕装置.pdf
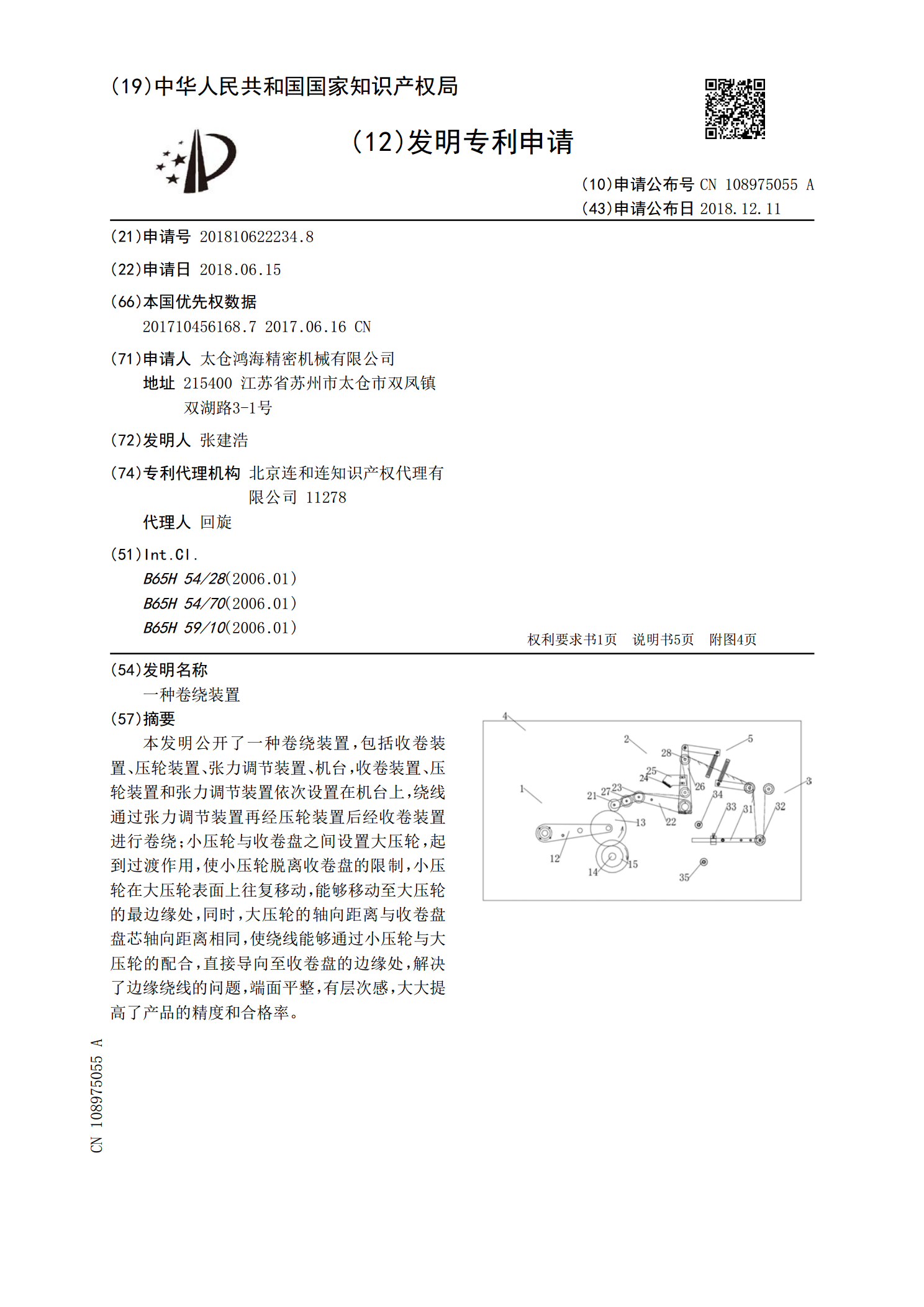
本发明公开了一种卷绕装置,包括收卷装置、压轮装置、张力调节装置、机台,收卷装置、压轮装置和张力调节装置依次设置在机台上,绕线通过张力调节装置再经压轮装置后经收卷装置进行卷绕;小压轮与收卷盘之间设置大压轮,起到过渡作用,使小压轮脱离收卷盘的限制,小压轮在大压轮表面上往复移动,能够移动至大压轮的最边缘处,同时,大压轮的轴向距离与收卷盘盘芯轴向距离相同,使绕线能够通过小压轮与大压轮的配合,直接导向至收卷盘的边缘处,解决了边缘绕线的问题,端面平整,有层次感,大大提高了产品的精度和合格率。
一种卷绕装置.pdf
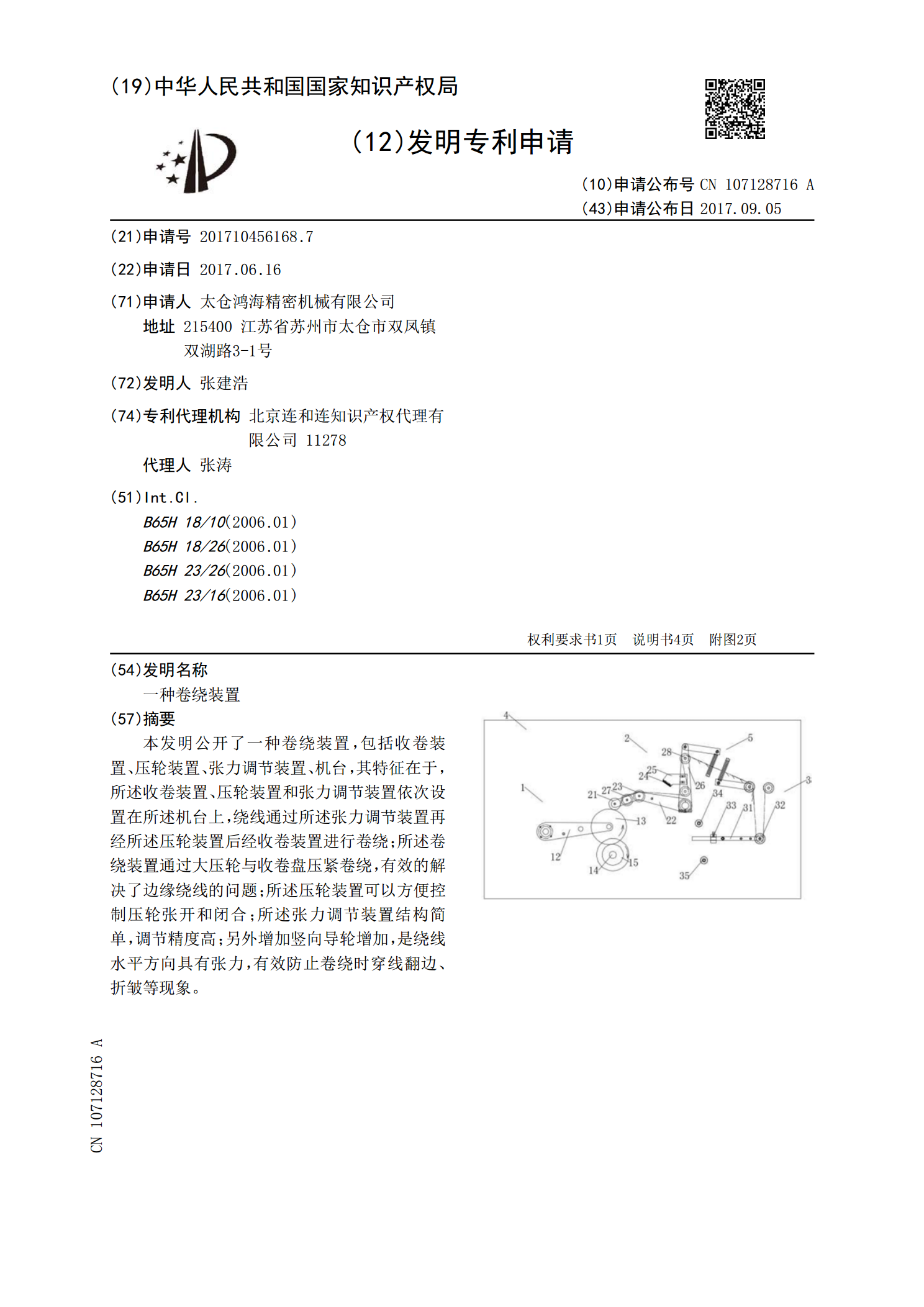
本发明公开了一种卷绕装置,包括收卷装置、压轮装置、张力调节装置、机台,其特征在于,所述收卷装置、压轮装置和张力调节装置依次设置在所述机台上,绕线通过所述张力调节装置再经所述压轮装置后经收卷装置进行卷绕;所述卷绕装置通过大压轮与收卷盘压紧卷绕,有效的解决了边缘绕线的问题;所述压轮装置可以方便控制压轮张开和闭合;所述张力调节装置结构简单,调节精度高;另外增加竖向导轮增加,是绕线水平方向具有张力,有效防止卷绕时穿线翻边、折皱等现象。

一种用于高速加捻卷绕的横动装置及卷绕装置.pdf
一种用于高速加捻卷绕的横动装置,横动装置上设有与滑杆滑动配合的滑杆孔,沿滑杆孔的圆周设有导丝器连接部和滑块连接部,滑块连接部上设有滑块孔,所述的导丝器连接部和滑块连接部在横截面上的夹角为95-200°。本发明提供的一种用于高速加捻卷绕的横动装置及卷绕装置,由于改进了滑块连接部的倾角,使导丝器连接部和滑块连接部之间形成受力平衡,从而减少了滑块与横动凸轮轴之间的摩擦力,滑块滑行更顺畅。横动装置往复运动过程更稳定;当横动装置或滑块损坏后,由于配合中的滑块位于倾斜的位置,滑块会很轻松地掉在横动凸轮轴下方的机座槽内
一种线绳卷绕装置及线绳卷绕系统.pdf
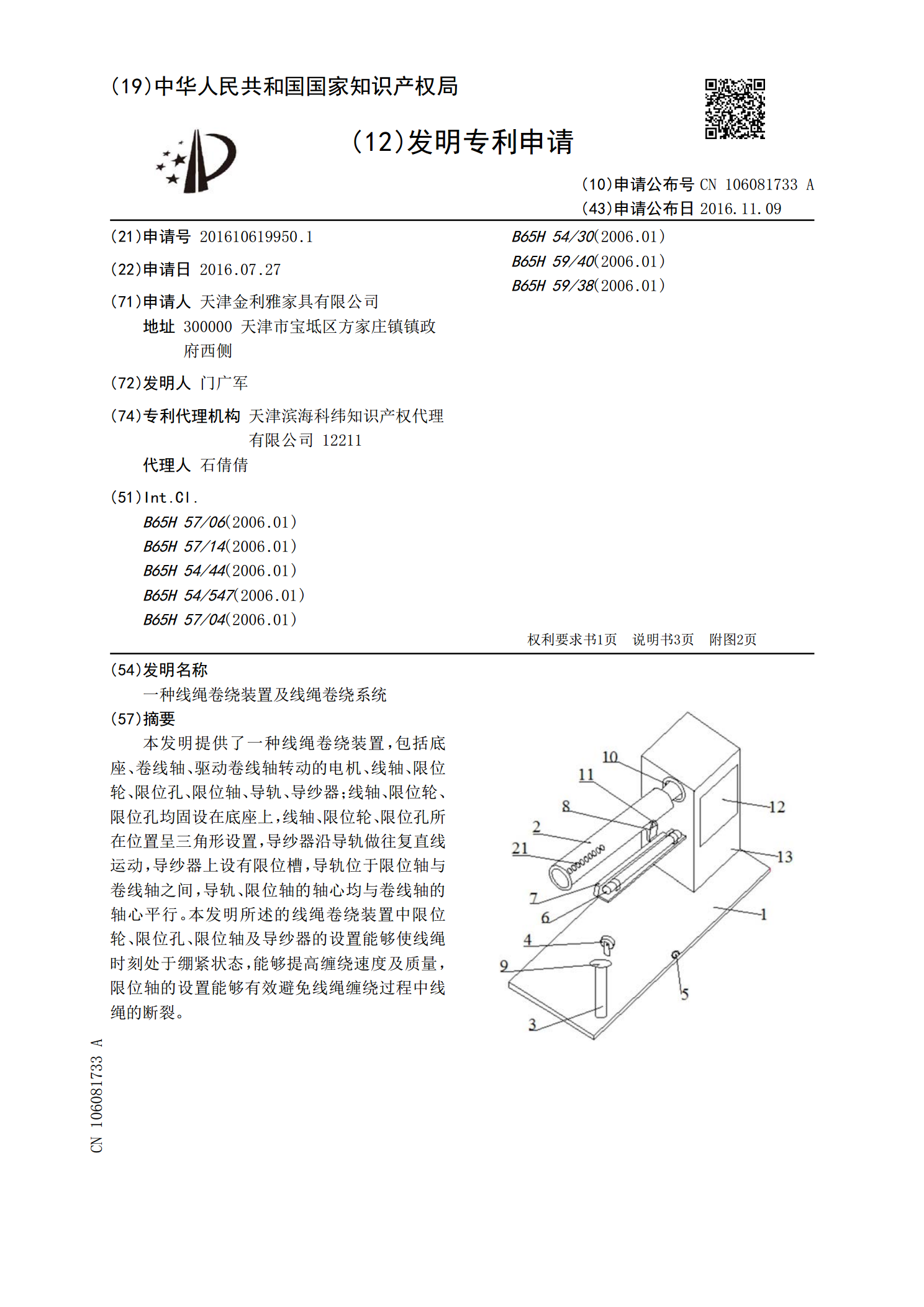
本发明提供了一种线绳卷绕装置,包括底座、卷线轴、驱动卷线轴转动的电机、线轴、限位轮、限位孔、限位轴、导轨、导纱器;线轴、限位轮、限位孔均固设在底座上,线轴、限位轮、限位孔所在位置呈三角形设置,导纱器沿导轨做往复直线运动,导纱器上设有限位槽,导轨位于限位轴与卷线轴之间,导轨、限位轴的轴心均与卷线轴的轴心平行。本发明所述的线绳卷绕装置中限位轮、限位孔、限位轴及导纱器的设置能够使线绳时刻处于绷紧状态,能够提高缠绕速度及质量,限位轴的设置能够有效避免线绳缠绕过程中线绳的断裂。