
用于圆柱齿轮齿廓倒棱的盘状锉齿齿轮倒棱刀及制造方法.pdf

文光****iu


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于圆柱齿轮齿廓倒棱的盘状锉齿齿轮倒棱刀及制造方法.pdf
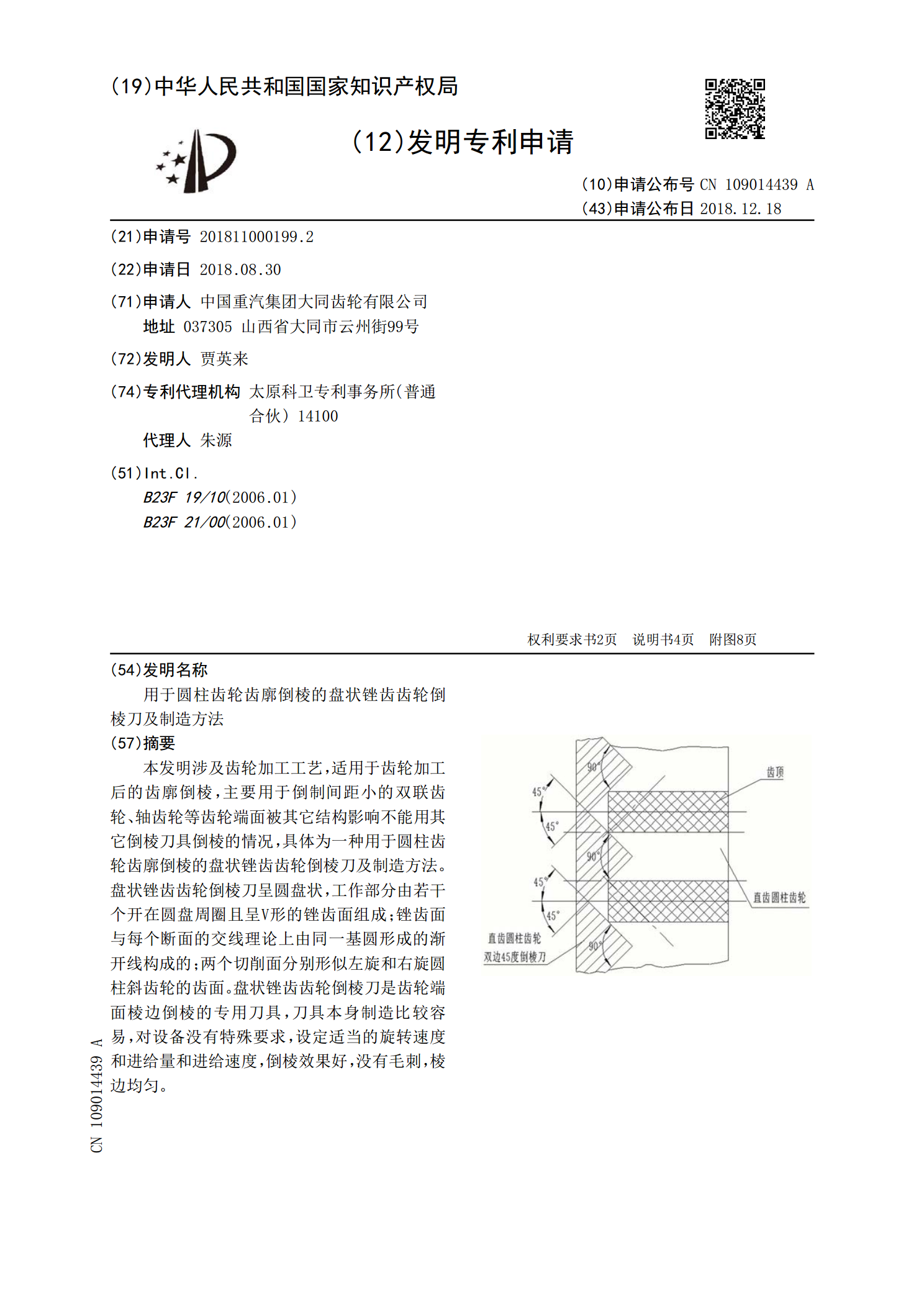
本发明涉及齿轮加工工艺,适用于齿轮加工后的齿廓倒棱,主要用于倒制间距小的双联齿轮、轴齿轮等齿轮端面被其它结构影响不能用其它倒棱刀具倒棱的情况,具体为一种用于圆柱齿轮齿廓倒棱的盘状锉齿齿轮倒棱刀及制造方法。盘状锉齿齿轮倒棱刀呈圆盘状,工作部分由若干个开在圆盘周圈且呈V形的锉齿面组成;锉齿面与每个断面的交线理论上由同一基圆形成的渐开线构成的;两个切削面分别形似左旋和右旋圆柱斜齿轮的齿面。盘状锉齿齿轮倒棱刀是齿轮端面棱边倒棱的专用刀具,刀具本身制造比较容易,对设备没有特殊要求,设定适当的旋转速度和进给量和进给速
倒棱刀齿、倒棱刀、倒棱刀具及倒棱机.pdf
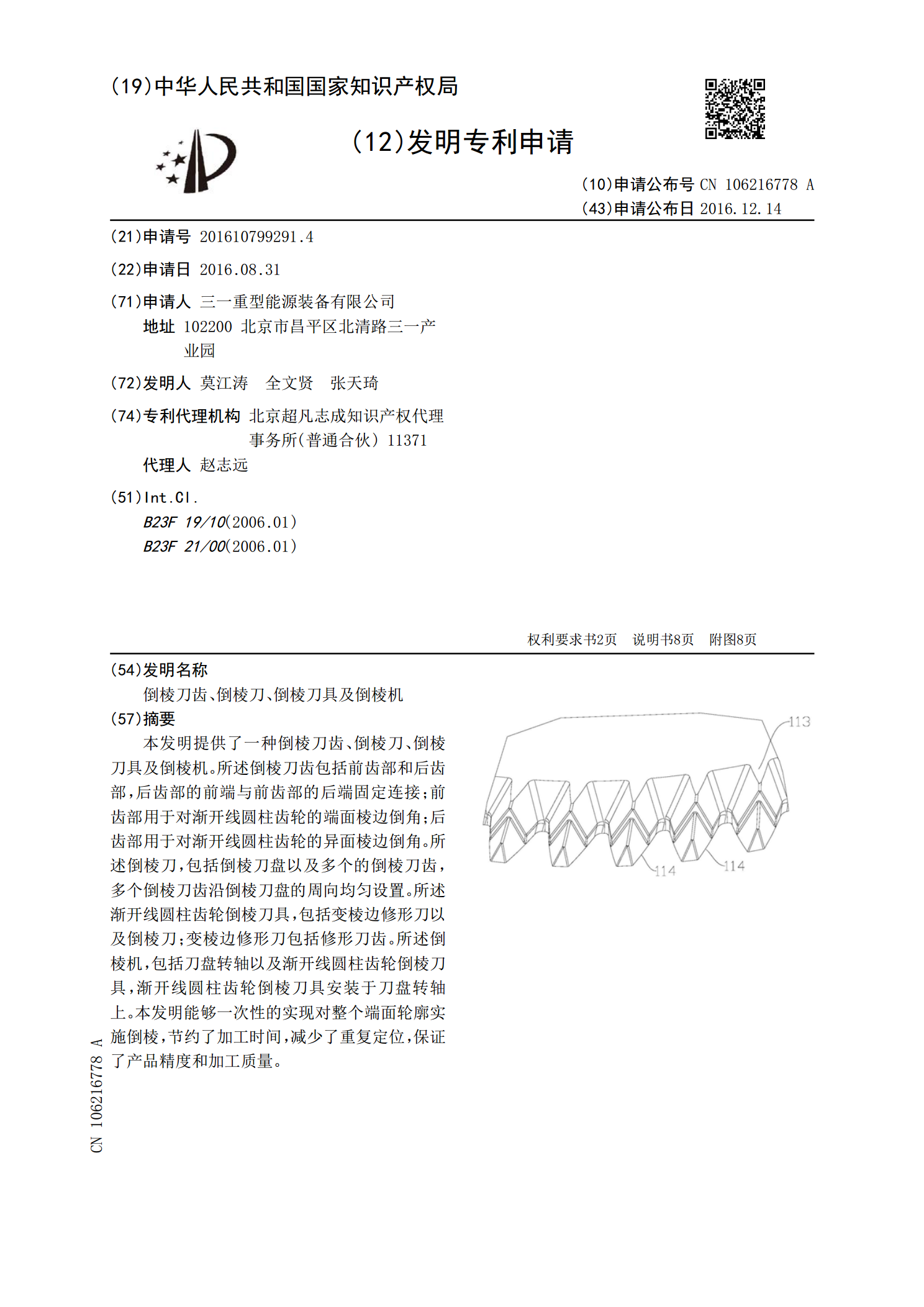
本发明提供了一种倒棱刀齿、倒棱刀、倒棱刀具及倒棱机。所述倒棱刀齿包括前齿部和后齿部,后齿部的前端与前齿部的后端固定连接;前齿部用于对渐开线圆柱齿轮的端面棱边倒角;后齿部用于对渐开线圆柱齿轮的异面棱边倒角。所述倒棱刀,包括倒棱刀盘以及多个的倒棱刀齿,多个倒棱刀齿沿倒棱刀盘的周向均匀设置。所述渐开线圆柱齿轮倒棱刀具,包括变棱边修形刀以及倒棱刀;变棱边修形刀包括修形刀齿。所述倒棱机,包括刀盘转轴以及渐开线圆柱齿轮倒棱刀具,渐开线圆柱齿轮倒棱刀具安装于刀盘转轴上。本发明能够一次性的实现对整个端面轮廓实施倒棱,节约

错齿倒棱刀.pdf
错齿倒棱刀,刀体(1)呈圆形,刀体(1)中部有轴孔(2),轴孔(2)周围均匀分布腰形槽(3),刀体(1)外缘有形状不同,相互错开排列的刀齿(4)和错齿(5),刀齿和错齿之间有齿槽(6)。通过在完整的单一刀片上采用错齿结构,即刀体外缘有形状不同的刀齿和错齿,在一次加工中对齿轮的端面,实现多重功能的加工,以同一把倒棱刀实现多功能倒棱。
直齿圆柱齿轮齿顶倒棱滚齿机.pdf
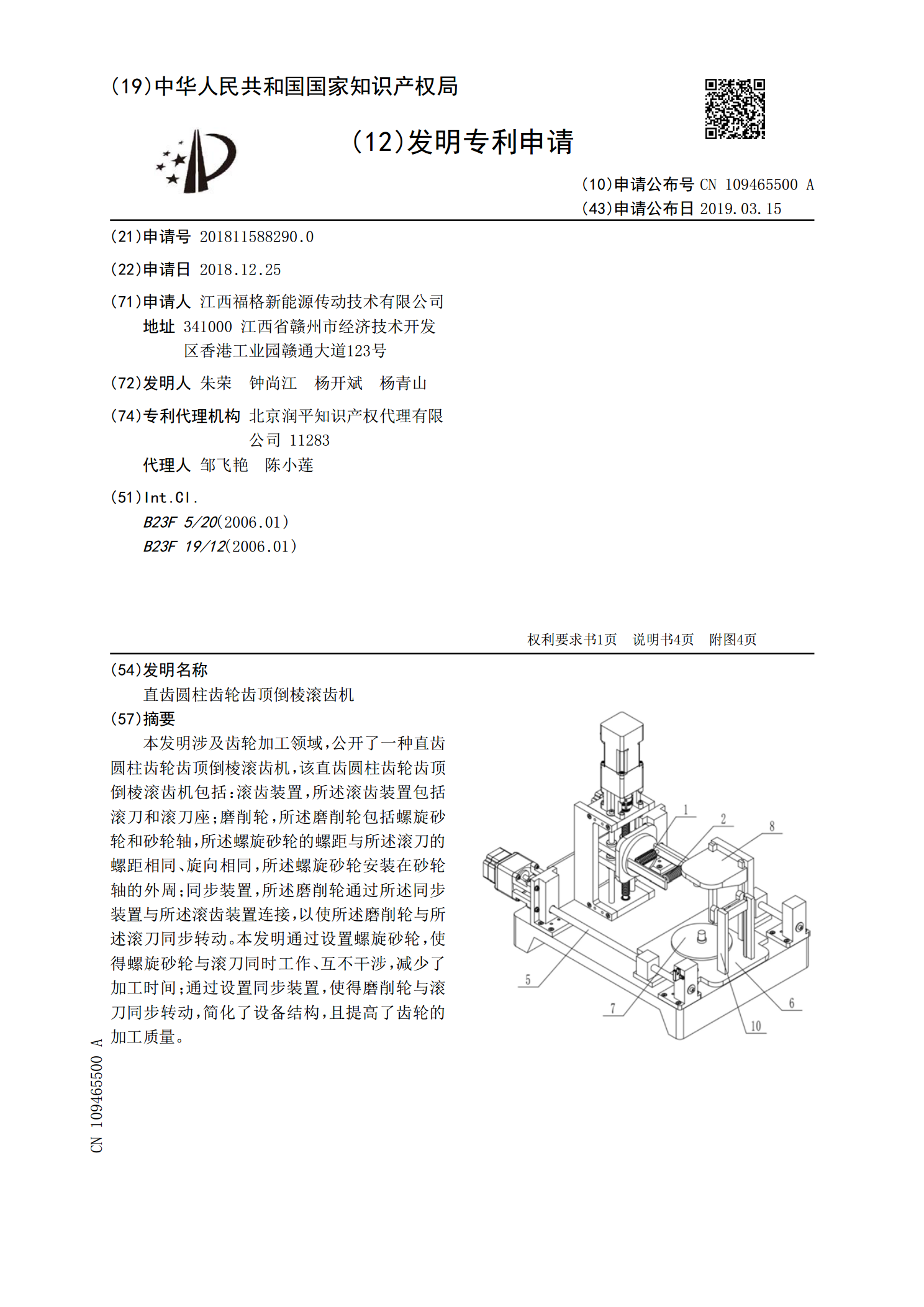
本发明涉及齿轮加工领域,公开了一种直齿圆柱齿轮齿顶倒棱滚齿机,该直齿圆柱齿轮齿顶倒棱滚齿机包括:滚齿装置,所述滚齿装置包括滚刀和滚刀座;磨削轮,所述磨削轮包括螺旋砂轮和砂轮轴,所述螺旋砂轮的螺距与所述滚刀的螺距相同、旋向相同,所述螺旋砂轮安装在砂轮轴的外周;同步装置,所述磨削轮通过所述同步装置与所述滚齿装置连接,以使所述磨削轮与所述滚刀同步转动。本发明通过设置螺旋砂轮,使得螺旋砂轮与滚刀同时工作、互不干涉,减少了加工时间;通过设置同步装置,使得磨削轮与滚刀同步转动,简化了设备结构,且提高了齿轮的加工质量。
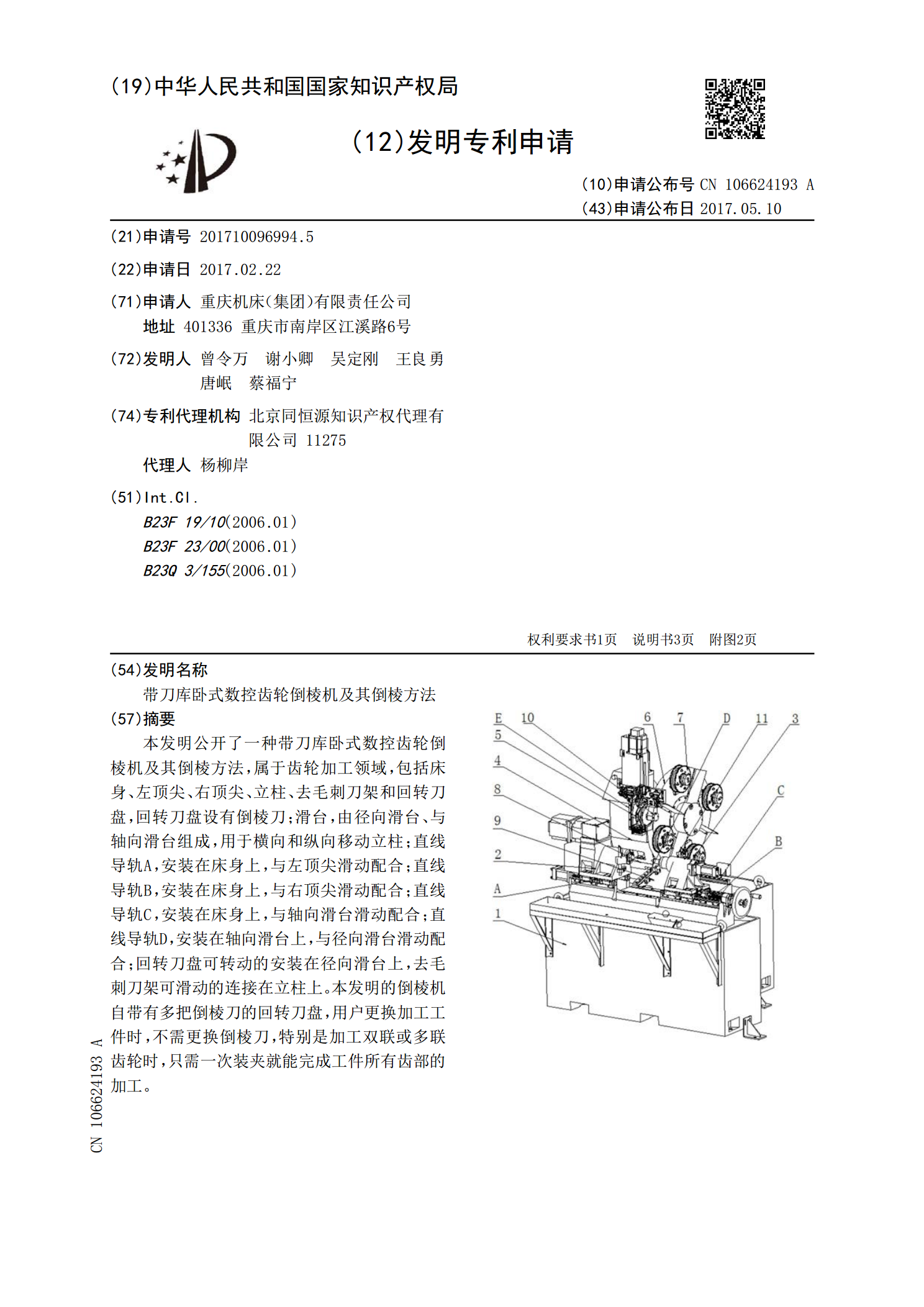
带刀库卧式数控齿轮倒棱机及其倒棱方法.pdf
本发明公开了一种带刀库卧式数控齿轮倒棱机及其倒棱方法,属于齿轮加工领域,包括床身、左顶尖、右顶尖、立柱、去毛刺刀架和回转刀盘,回转刀盘设有倒棱刀;滑台,由径向滑台、与轴向滑台组成,用于横向和纵向移动立柱;直线导轨A,安装在床身上,与左顶尖滑动配合;直线导轨B,安装在床身上,与右顶尖滑动配合;直线导轨C,安装在床身上,与轴向滑台滑动配合;直线导轨D,安装在轴向滑台上,与径向滑台滑动配合;回转刀盘可转动的安装在径向滑台上,去毛刺刀架可滑动的连接在立柱上。本发明的倒棱机自带有多把倒棱刀的回转刀盘,用户更换加工工