
一种轴承防尘槽打磨工具及相关轴承防尘槽工艺.pdf

一吃****福乾


1/7

2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承防尘槽打磨工具及相关轴承防尘槽工艺.pdf
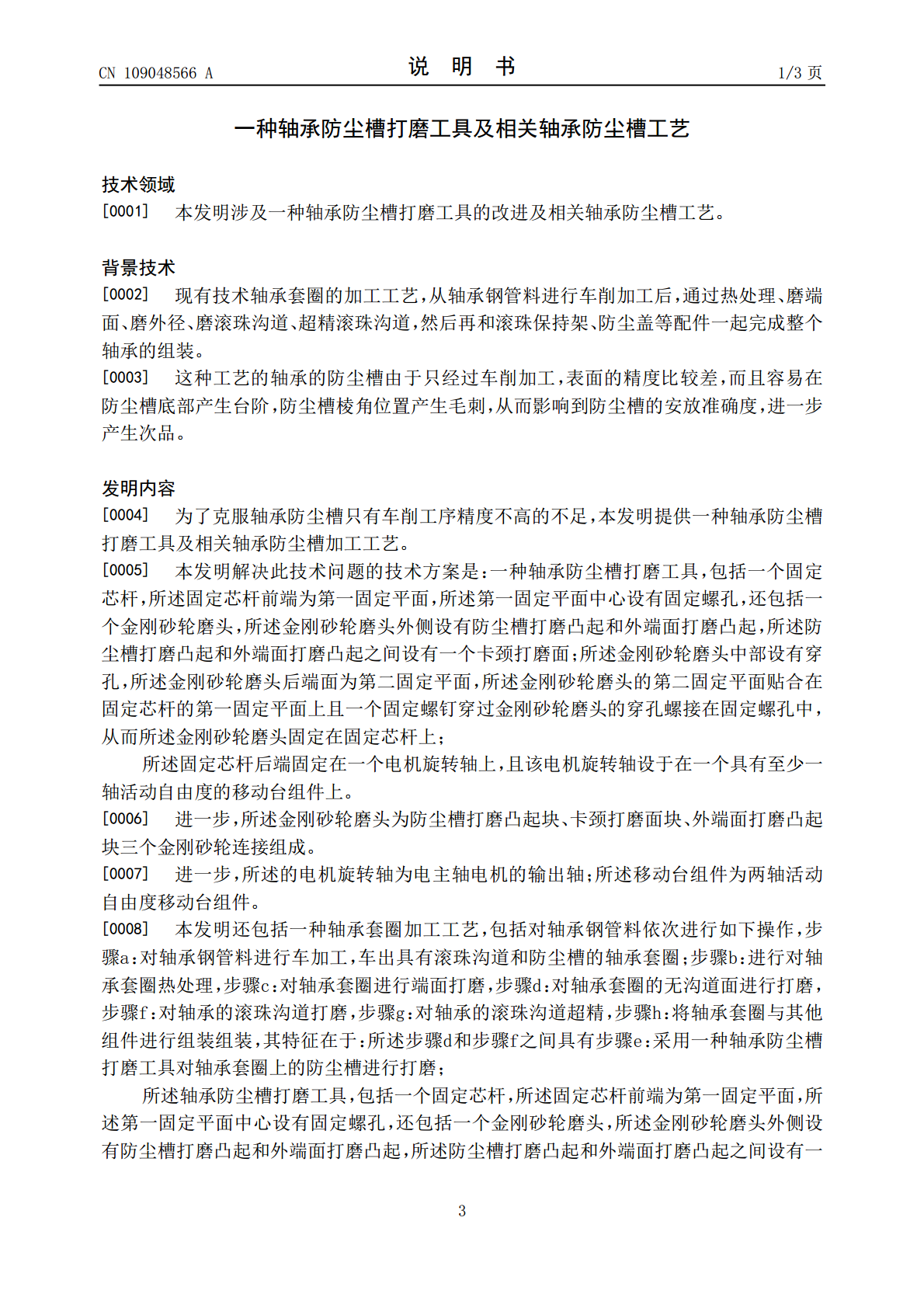
一种轴承防尘槽打磨工具,包括一个固定芯杆,所述固定芯杆前端为第一固定平面,所述第一固定平面中心设有固定螺孔,还包括一个金刚砂轮磨头,所述金刚砂轮磨头中部设有穿孔,所述金刚砂轮磨头后端面为第二固定平面,所述金刚砂轮磨头的第二固定平面贴合在固定芯杆的第一固定平面上且一个固定螺钉穿过金刚砂轮磨头的穿孔螺接在固定螺孔中,从而所述金刚砂轮磨头固定在固定芯杆上;本发明的有益效果在于:打磨后的防尘槽的圆精度可达到±0.02mm,比原有只经过车削加工的防尘槽精度大大提高,便于防尘圈安装,防尘圈安装质量高、报废率低。
一种防尘轴承.pdf
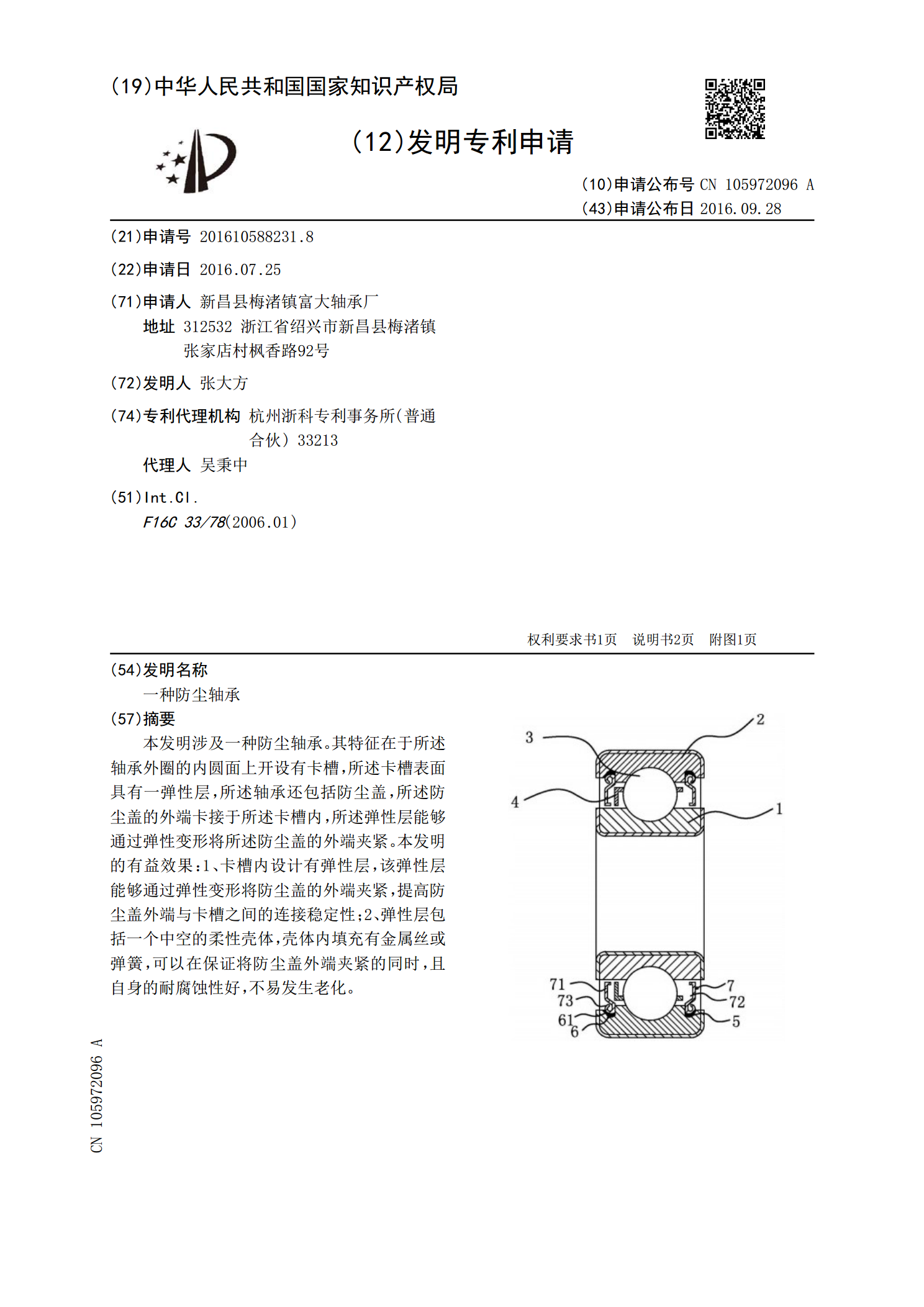
本发明涉及一种防尘轴承。其特征在于所述轴承外圈的内圆面上开设有卡槽,所述卡槽表面具有一弹性层,所述轴承还包括防尘盖,所述防尘盖的外端卡接于所述卡槽内,所述弹性层能够通过弹性变形将所述防尘盖的外端夹紧。本发明的有益效果:1、卡槽内设计有弹性层,该弹性层能够通过弹性变形将防尘盖的外端夹紧,提高防尘盖外端与卡槽之间的连接稳定性;2、弹性层包括一个中空的柔性壳体,壳体内填充有金属丝或弹簧,可以在保证将防尘盖外端夹紧的同时,且自身的耐腐蚀性好,不易发生老化。

一种防尘轴承.pdf
本发明公开了一种防尘轴承,其结构包括外卡圈、双重防尘盖、滚珠、内卡圈,外卡圈的外表面嵌有双重防尘盖,滚珠设于外卡圈的内部,双重防尘盖的内表面与内卡圈的外表面相啮合,本发明设有双重防尘盖,实现了该防尘轴承在使用时拥有可以在原有的防尘基础下进一步提高设备轴承的防尘效果,有效的提高了设备的使用寿命,使用方便,实用性强。

轴承及轴承防尘罩.pdf
本发明实施例提供一种轴承及轴承防尘罩,轴承防尘罩包括:防尘罩头部,包括与轴承外圈的内表面接触的轴承外圈接触部,所述轴承外圈接触部的外表面为凹凸外表面。本发明实施例所提供的轴承及轴承防尘罩可以提高轴承防尘罩安装的可靠性,降低轴承防尘罩脱落的概率。

轴承防尘结构.pdf
本发明公开了一种轴承防尘结构,包括:轴承外圈、轴承内圈和设置在轴承内圈内的轴安装孔,在所述轴承外圈的内侧设置有外滚子沟槽,在所述轴承内圈的外侧设置有内滚子沟槽,在所述外滚子沟槽和内滚子沟槽之间滚动设置有若干滚子,在所述滚子两侧的轴承内圈上分别设置有公螺纹,螺套通过母螺纹与公螺纹相互啮合,在所述螺套的外侧设置有平面防尘挡板,在所述平面防尘挡板的中部设置有与轴安装孔相互配合的避让孔,在所述轴承外圈的两侧对称设置有外环形插槽,在所述轴承外圈两侧的平面防尘挡板上分别设置有与外环形插槽相互配合的外环形防尘挡板,在所