
一种纤维增强复合材料3D打印丝材制造装置及方法.pdf

是你****嘉嘉


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种纤维增强复合材料3D打印丝材制造装置及方法.pdf
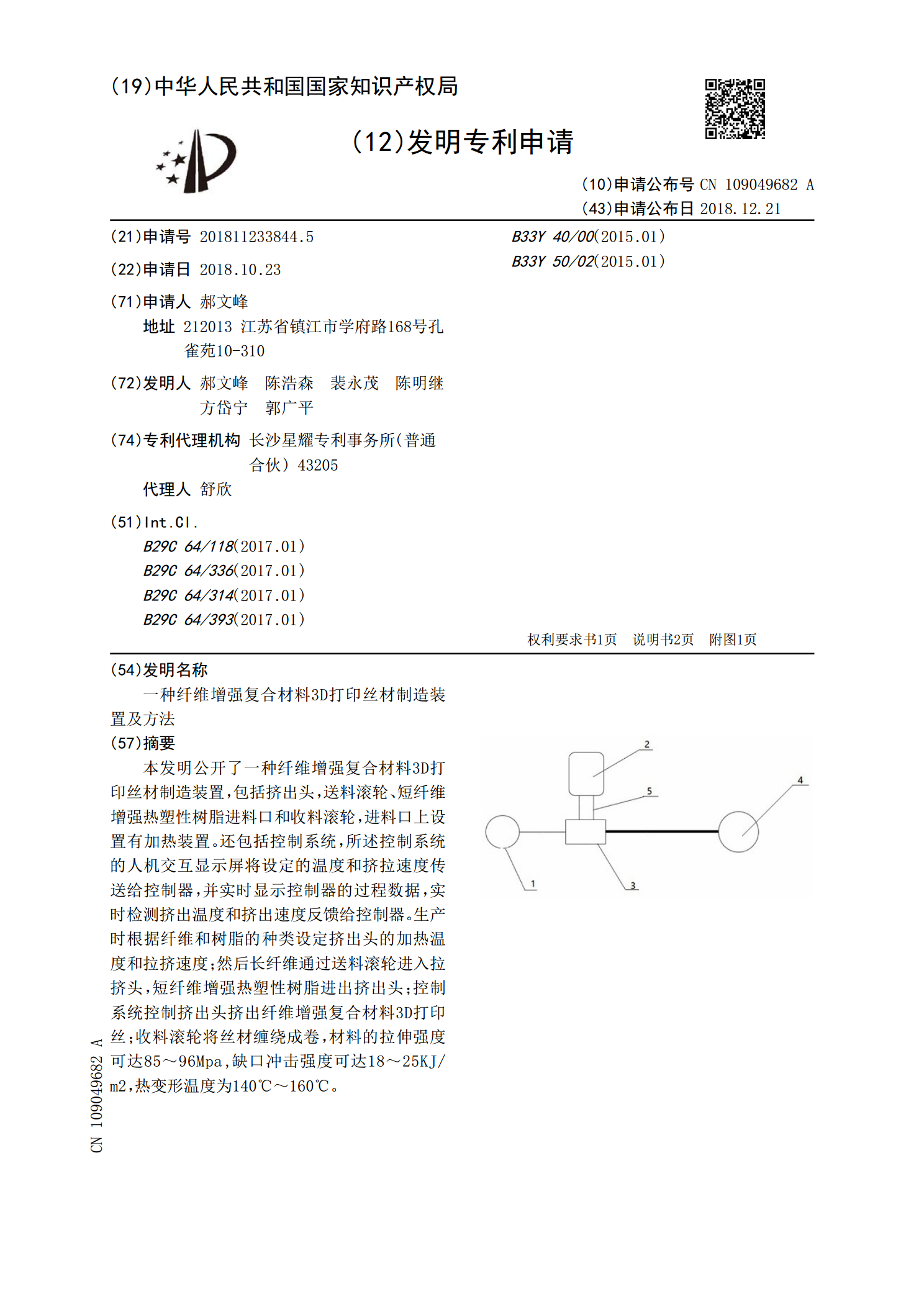
本发明公开了一种纤维增强复合材料3D打印丝材制造装置,包括挤出头,送料滚轮、短纤维增强热塑性树脂进料口和收料滚轮,进料口上设置有加热装置。还包括控制系统,所述控制系统的人机交互显示屏将设定的温度和挤拉速度传送给控制器,并实时显示控制器的过程数据,实时检测挤出温度和挤出速度反馈给控制器。生产时根据纤维和树脂的种类设定挤出头的加热温度和拉挤速度;然后长纤维通过送料滚轮进入拉挤头,短纤维增强热塑性树脂进出挤出头;控制系统控制挤出头挤出纤维增强复合材料3D打印丝;收料滚轮将丝材缠绕成卷,材料的拉伸强度可达85~9

连续纤维增强树脂基复合材料3D打印丝材制备方法及装置.pdf
一种连续纤维增强树脂基复合材料3D打印丝材制备方法及装置,方法选取干纤维丝束和常温下为固态的热固性树脂预聚物及其引发剂、热塑性树脂或混合树脂体系作为制备原料,将纤维丝束依次经过多重展纱、分纱、预浸热熔树脂、合纱处理,制得连续纤维增强树脂基复合材料3D打印丝材;装置包括卷置于放卷机构上的纤维丝束,纤维丝束依次经过夹持机构、张力控制轮后接受由下红外灯和上红外灯发出的红外光双面辐照,辐照后纤维丝束依次经过展纱机构、气流喷射展纱机构后进入预浸槽预浸热熔树脂,浸渍完全后纤维丝束依次经过合纱喷嘴、冷却机构后缠绕在收卷

一种连续纤维增强复合材料3D打印的纤维剪切方法和装置.pdf
本发明提供一种连续纤维增强复合材料3D打印的纤维剪切方法和装置,所述方法包括:将打印头支架上移;启动第一动力单元带动联轴单元、剪切支架、剪切单元及第二动力单元向下运动,3D打印头中引出的纤维进入左压块与右压块之间;转动所述第二动力单元带动凸轮转动,在顶杆与第一弹簧的推动下所述右压块与所述左压块夹持住所述纤维;将所述纤维剪断后,第二动力单元复位带动所述凸轮进入进程休止角阶段,完成剪切单元复位;所述打印头支架向下移动复位。解决了现有剪断装置可靠性差、适用材料范围有限,且对于打印过程的计算和控制精度要求高的技术

3D打印碳纤维增强塑料及复合材料的增材制造与应用.docx
3D打印碳纤维增强塑料及复合材料的增材制造与应用随着3D打印技术的不断发展,越来越多的材料可以被用在3D打印中。其中,碳纤维增强塑料及复合材料在增材制造领域中有着广泛的应用。本文将从以下几个方面深入探讨这些材料的特点、制造工艺和应用。一、碳纤维增强塑料及复合材料的特点碳纤维增强塑料及复合材料是一种高强度、轻质、刚性的材料,其性能比许多传统材料优越。具体表现在以下几个方面:1、高强度:碳纤维增强塑料及复合材料的拉伸强度要比普通钢高几倍,且重量却只有钢的1/4。2、刚性:碳纤维增强塑料及复合材料的刚性也比钢高

一种双喷头混杂连续纤维增强复合材料3D打印装置及方法.pdf
一种双喷头混杂连续纤维增强复合材料3D打印装置及方法,包括3D打印机框架及其上安装的双喷头打印模块;双喷头打印模块包括喷头支撑板20,喷头支撑板20上安装有2个打印头、1个剪切机构以及喷头导向机构;2个打印头分别安装在喷头支撑板的中心线两侧,在喷头导向机构的驱动下,实现一个打印头下移时,另一个打印头上移同等距离;剪切机构为平面四连杆机构,安装在打印头的下方,通过对剪切机构的控制,实现一个剪切机构对两个打印头上的连续纤维复合材料的剪切;3D打印机框架包括X、Y、Z三轴运动机构及其上安装的打印平台,X、Y、Z