
大型风洞压缩机轮毂加工方法.pdf

一吃****永贺


1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型风洞压缩机轮毂加工方法.pdf
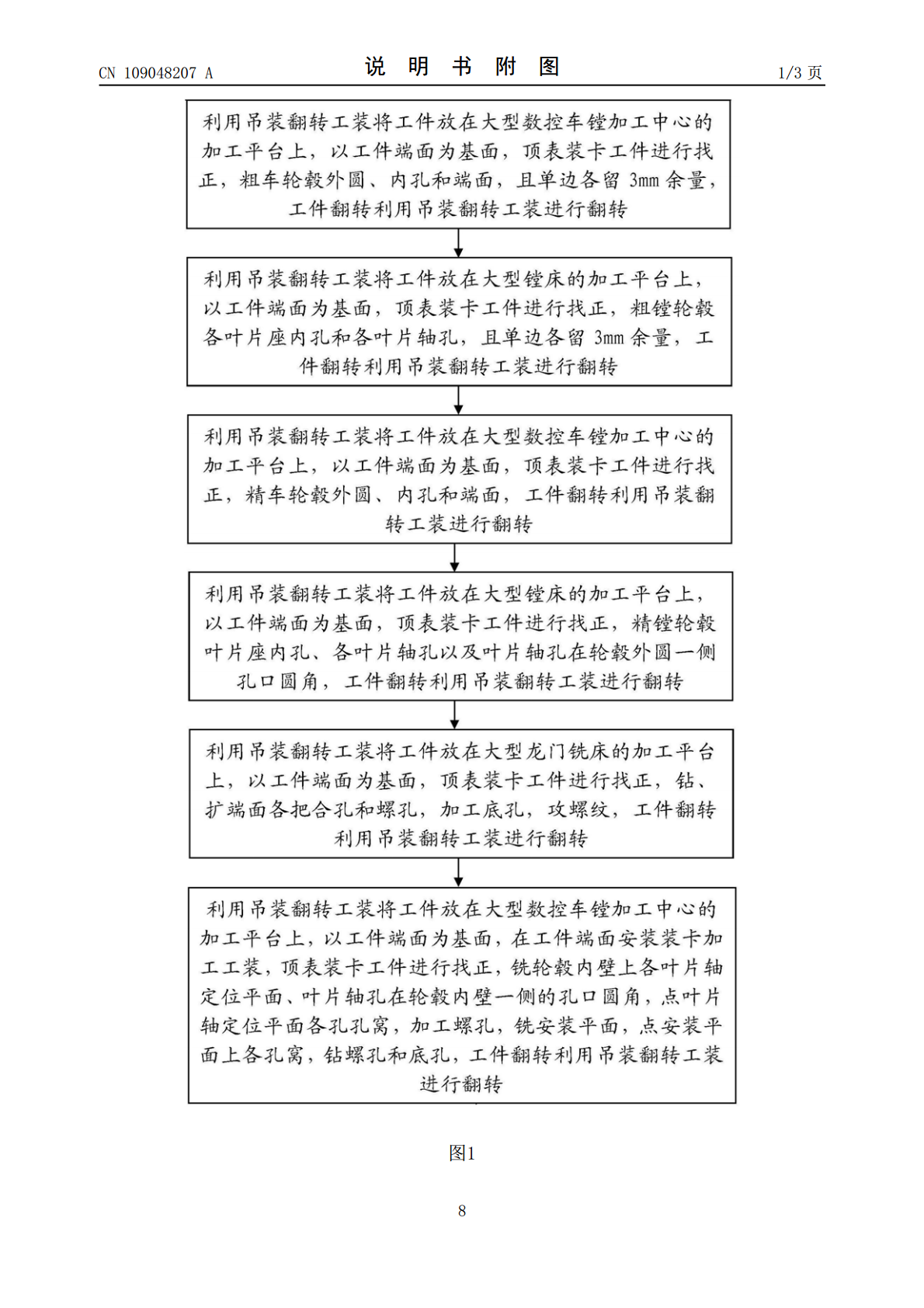
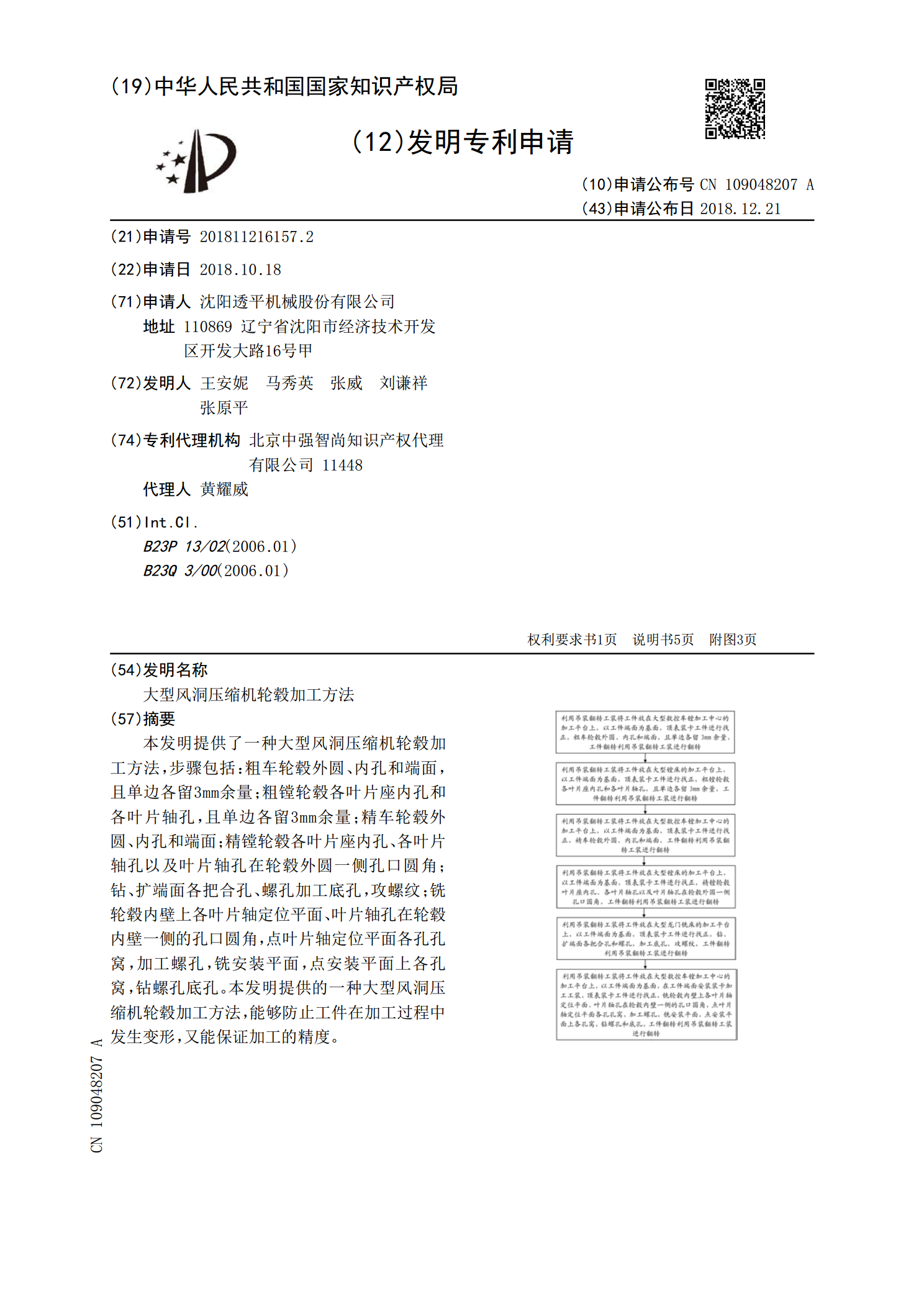
本发明提供了一种大型风洞压缩机轮毂加工方法,步骤包括:粗车轮毂外圆、内孔和端面,且单边各留3mm余量;粗镗轮毂各叶片座内孔和各叶片轴孔,且单边各留3mm余量;精车轮毂外圆、内孔和端面;精镗轮毂各叶片座内孔、各叶片轴孔以及叶片轴孔在轮毂外圆一侧孔口圆角;钻、扩端面各把合孔、螺孔加工底孔,攻螺纹;铣轮毂内壁上各叶片轴定位平面、叶片轴孔在轮毂内壁一侧的孔口圆角,点叶片轴定位平面各孔孔窝,加工螺孔,铣安装平面,点安装平面上各孔窝,钻螺孔底孔。本发明提供的一种大型风洞压缩机轮毂加工方法,能够防止工件在加工过程中发生
风洞压缩机转子轮毂平衡机构及轮毂平衡方法.pdf
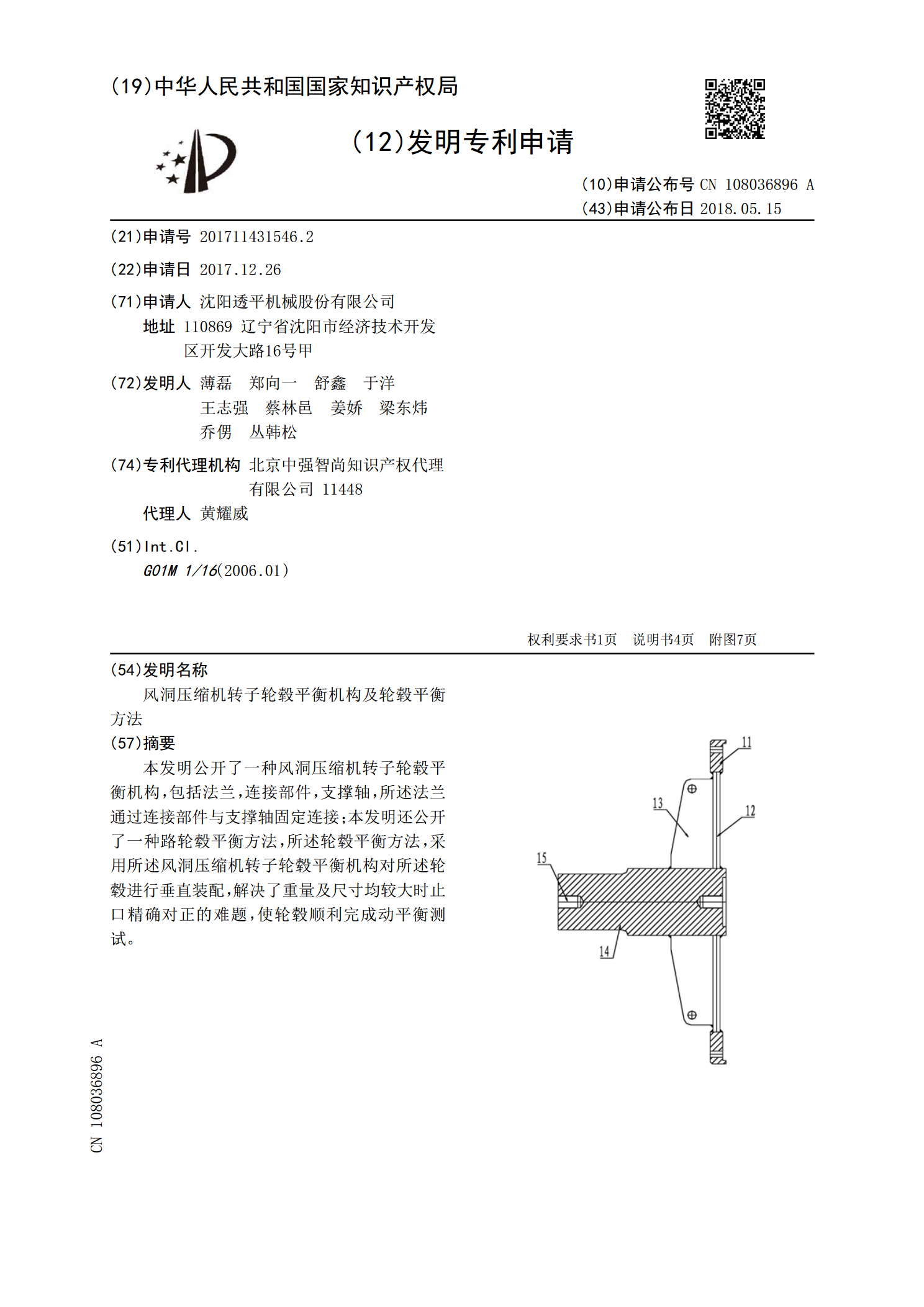
本发明公开了一种风洞压缩机转子轮毂平衡机构,包括法兰,连接部件,支撑轴,所述法兰通过连接部件与支撑轴固定连接;本发明还公开了一种路轮毂平衡方法,所述轮毂平衡方法,采用所述风洞压缩机转子轮毂平衡机构对所述轮毂进行垂直装配,解决了重量及尺寸均较大时止口精确对正的难题,使轮毂顺利完成动平衡测试。

用于风洞压缩机的转子主轴与轮毂的焊接方法.pdf
本发明公开了一种用于风洞压缩机的转子主轴与轮毂的焊接方法,包括以下步骤:通过对风洞压缩机的转子主轴与轮毂的材质、化学成分和焊接结构进行分析,来选择焊接方法和焊接设备;对所述风洞压缩机的转子主轴和轮毂的焊接部位进行预热;对所述转子主轴和轮毂进行焊接;通过热处理来消除所述转子主轴和轮毂焊接处的残余应力。本发明通过直接将风洞压缩机的转子主轴和轮毂进行异种材料的焊接,解决了风洞压缩机中转子轮毂和主轴之间的焊接问题,并且转子轮毂与主轴的焊接处的强度也较高,符合风洞压缩机的转子主轴和轮毂对材料强度的要求。

大型斜流泵轮毂体加工方法.pdf
本发明大型斜流泵轮毂体加工方法涉及机械加工领域,具体涉及大型斜流泵轮毂体加工方法,包括以下步骤:划线,千斤顶支撑工件左端平面垫平,以4个直径550mm内孔中心点为基准划左右两端加工余量线;车,采用2.5m的数控立式车床,四爪撑夹右端直径470mm毛坯内孔,找正左端面的内圆直径1400mm毛坯圆及内球面和外圆直径1570mm左端面加工余量线,然后打压板在侧面4个直径550H8孔位置压紧,分粗、精车左端面以及内孔直径1300H8、外圆直径157mm台阶135mm,内外倒角4mm×45°到图样尺寸;车

一种大型车轮毂的加工方法.pdf
一种大型车轮毂的加工方法,是采用三台车床和一台由机床工作台面、垫板、360度旋转气缸、底盘、圆柱工装支撑盘及圆柱工装组成的车轮毂加工机对大型轮毂坯料进行四工序加工。本发明方法在8000转/分的转速下动平衡由传统方法加工的圆跳动值0.6‑0.9mm变为现在的0.05‑0.2mm,从而提高了生产效率,增加了利润。同时令产品精度达到了客户要求,加工后表面粗糙为3.2μm,检测动平衡跳动公差≤0.2mm。