
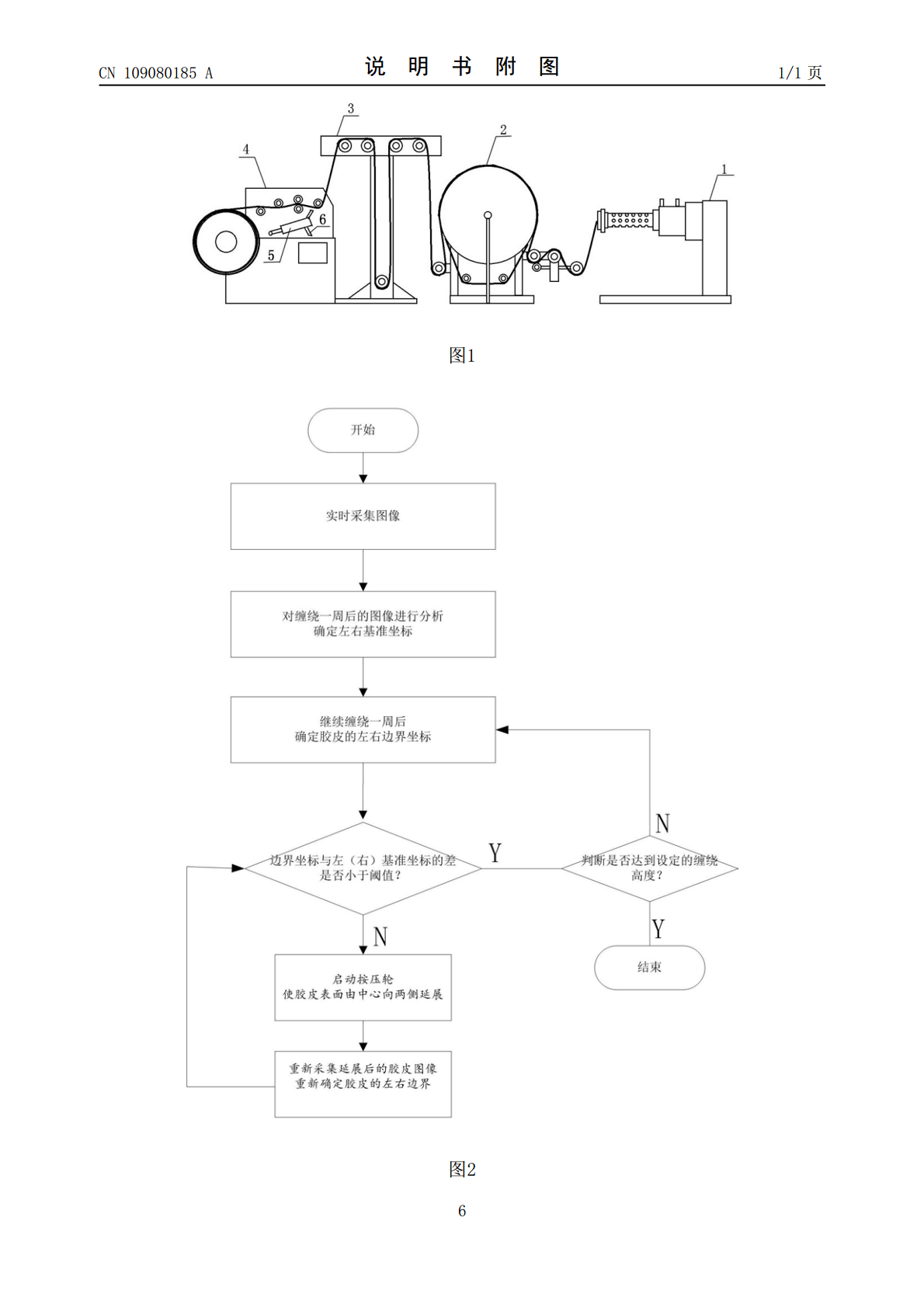
轮胎胎面缠绕机组及缠绕控制方法.pdf

一条****88

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮胎胎面缠绕机组及缠绕控制方法.pdf
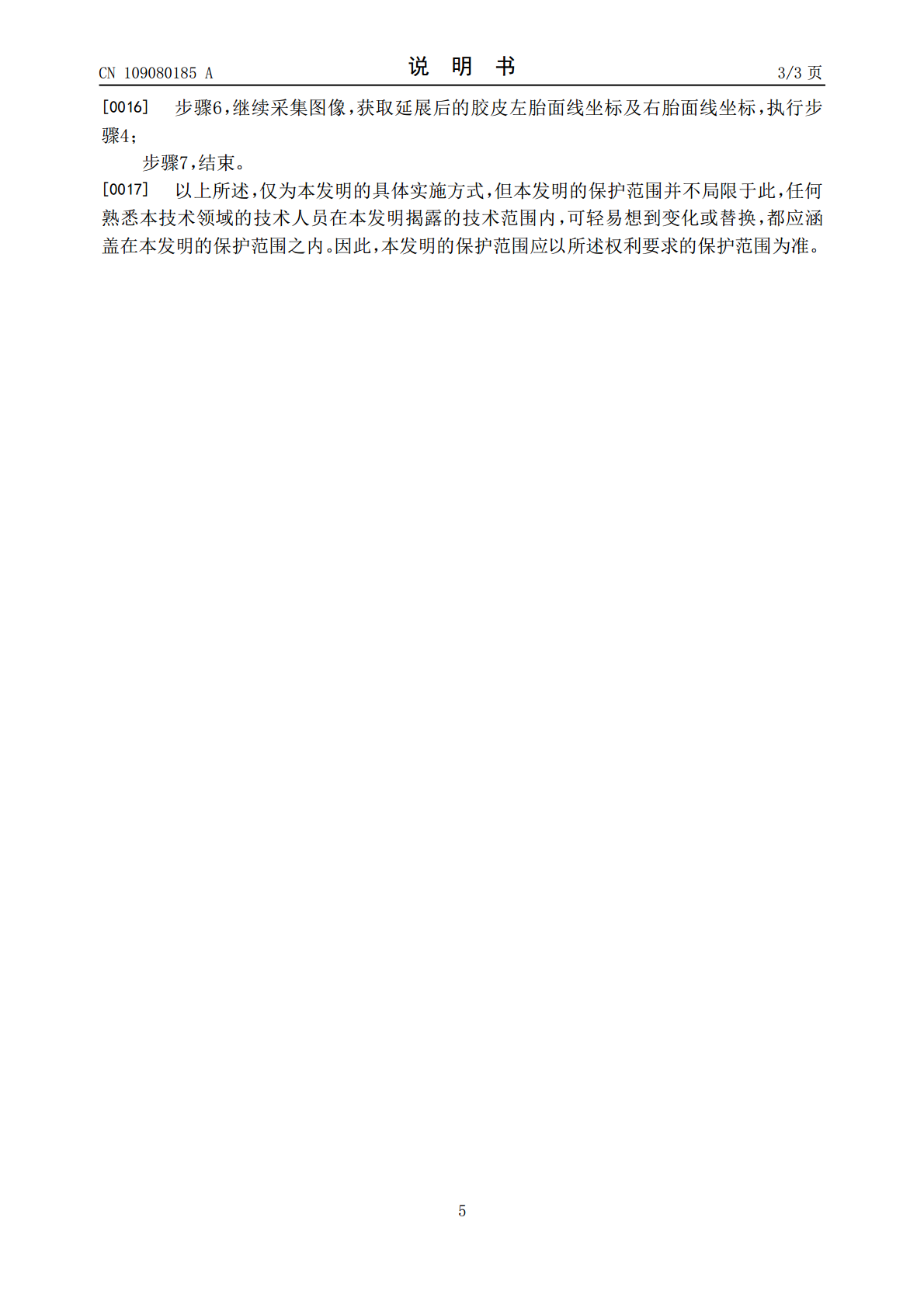
一种轮胎胎面缠绕机组及缠绕控制方法,涉及轮胎生产设备。该轮胎胎面缠绕机组,在缠绕主机上增加了带有按压轮的气缸,对经过储存装置冷却后发生形变的胶皮进行二次处理,使胶皮中心向两侧延展,保证胶皮宽度一致,这种方式可以保证胶皮缠绕的质量,对称性好,能够延长轮胎的使用寿命。

轮胎胎面缠绕控制方法.pdf
本发明提供一种轮胎胎面缠绕控制方法,工控机模拟仿真在螺叠过程中胶片的变形以及胎面内各胶片的排列分布情况,得到各胶片之间的螺距;工控机计算好缠绕机在胎面弧线段各圈的虚拟圆心坐标及半径后,将数据输送给PLC;工控机根据螺距分别计算胎面弧线段各圈的弧度、胎面直线段各圈的横坐标和对应的理论速度,并形成数据表输送给PLC;PLC根据接收到的数据表计算缠绕机的实时速度;PLC计算得出缠绕机在各圈对应的轨迹坐标数据,最后PLC控制缠绕机进行胎面缠绕。本发明实现了对胎面缠绕过程的模拟仿真,同时对缠绕机机头行走

用于轮胎胎面缠绕的胎面厚度在线测量装置及测控方法.pdf
本发明属于轮胎制造装备领域,涉及一种用于轮胎胎面缠绕的胎面厚度在线测量装置,包括控制器和激光位移传感器及其激光位移传感器伺服机构,该伺服机构包括传感器支架、导轨及传感器伺服电机,激光位移传感器和传感器伺服电机固定在传感器支架上,控制器分别与传感器伺服电机的控制输入端和激光位移传感器的信号输出端连接,传感器支架安装在与缠绕头相对的被加工轮胎的另一侧,传感器伺服电机在控制器的控制下可带动激光位移传感器沿导轨做平行于缠绕鼓轴心线的横向移动,其测量范围能够覆盖整个轮胎胎面。本发明同时提供一种利用上述在测量装置实现

基于NURBS曲线的轮胎胎面缠绕仿真算法.pptx
汇报人:目录PARTONENURBS曲线的定义NURBS曲线的特性NURBS曲线在轮胎设计中的应用PARTTWO轮胎胎面缠绕仿真算法的原理轮胎胎面缠绕仿真算法的实现过程轮胎胎面缠绕仿真算法的优缺点PARTTHREE基于NURBS曲线的轮胎胎面缠绕仿真算法的原理基于NURBS曲线的轮胎胎面缠绕仿真算法的实现过程优点:a.精确度高:NURBS曲线可以精确地描述轮胎胎面的形状和纹理b.易于修改:NURBS曲线可以通过修改控制点来改变轮胎胎面的形状和纹理c.易于实现:NURBS曲线可以通过计算机程序实现,易于与仿

高精度工程轮胎胎面仿形缠绕控制系统的设计.doc
高精度工程轮胎胎面仿形缠绕控制系统的设计赵龙阳黄廷磊孟瑞敏(桂林电子科技大学,广西桂林541004)摘要:本文提出了一种以上位机为核心,充分利用上位机强大的运算能力和编程的灵活性来实现工程轮胎胎面仿形缠绕控制的方法。文中从电气原理、控制原理、软件设计等方面介绍了工程轮胎胎面仿形缠绕控制系统的实现方法。目前,该系统已经在多个厂家投入应用,效果良好。关键词:工程机械轮胎;胎面仿形缠绕;上位机;下位机Abstract:Thispaperproposedanovelcontrolmethodforimplemen