
废旧轮胎裂解油和气的分离回收系统及其方法.pdf

雨巷****怡轩

1/8

2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
废旧轮胎裂解油和气的分离回收系统及其方法.pdf
本发明涉及一种废旧轮胎裂解油和气的分离回收系统及其方法,该分离回收系统包括:油气分离单元,裂解油和裂解气的混合物通过油气分离单元后得到冷凝的裂解油和裂解气,且油气分离单元的出口连接有裂解油输出管道和裂解气输出管道;脱硫单元,与裂解气输出管道连接,脱硫单元用于脱去裂解气中硫化物和酸性物质得到脱硫脱酸的裂解气,且脱硫单元的出口连接有脱硫脱硫的裂解气输出管道;回收单元,与脱硫脱酸的裂解气输出管道连接,回收单元用于将燃烧脱硫脱酸的裂解气以回收热量和回收燃烧后形成的烟气。上述系统使裂解油和裂解气分离回收充分,且操作

废旧轮胎热裂解的裂解油与炭黑分离装置及其分离方法.pdf
本发明公开了一种废旧轮胎热裂解的裂解油与炭黑分离装置及其分离方法,属于废旧轮胎热裂解处理领域。包括沉降罐,还包括位于沉降罐底部,且与沉降罐相连的螺旋输送器;沉降罐中部侧面设有用于输出裂解油的出油口;螺旋输送器包括与沉降罐底部相连的第一螺旋输送器,以及与第一螺旋输送器相连的第二螺旋输送器;第一螺旋输送器位于沉降罐下方,第一螺旋输送器与第二螺旋输送器连接处的水平高度不低于出油口的水平高度。本发明应用于废旧轮胎热裂解的裂解油与炭黑分离方面,解决因输出炭黑中存在裂解油而造成的裂解油浪费问题,具有能够极大减小炭黑中
废旧轮胎裂解回收处理系统及其处理方法.pdf
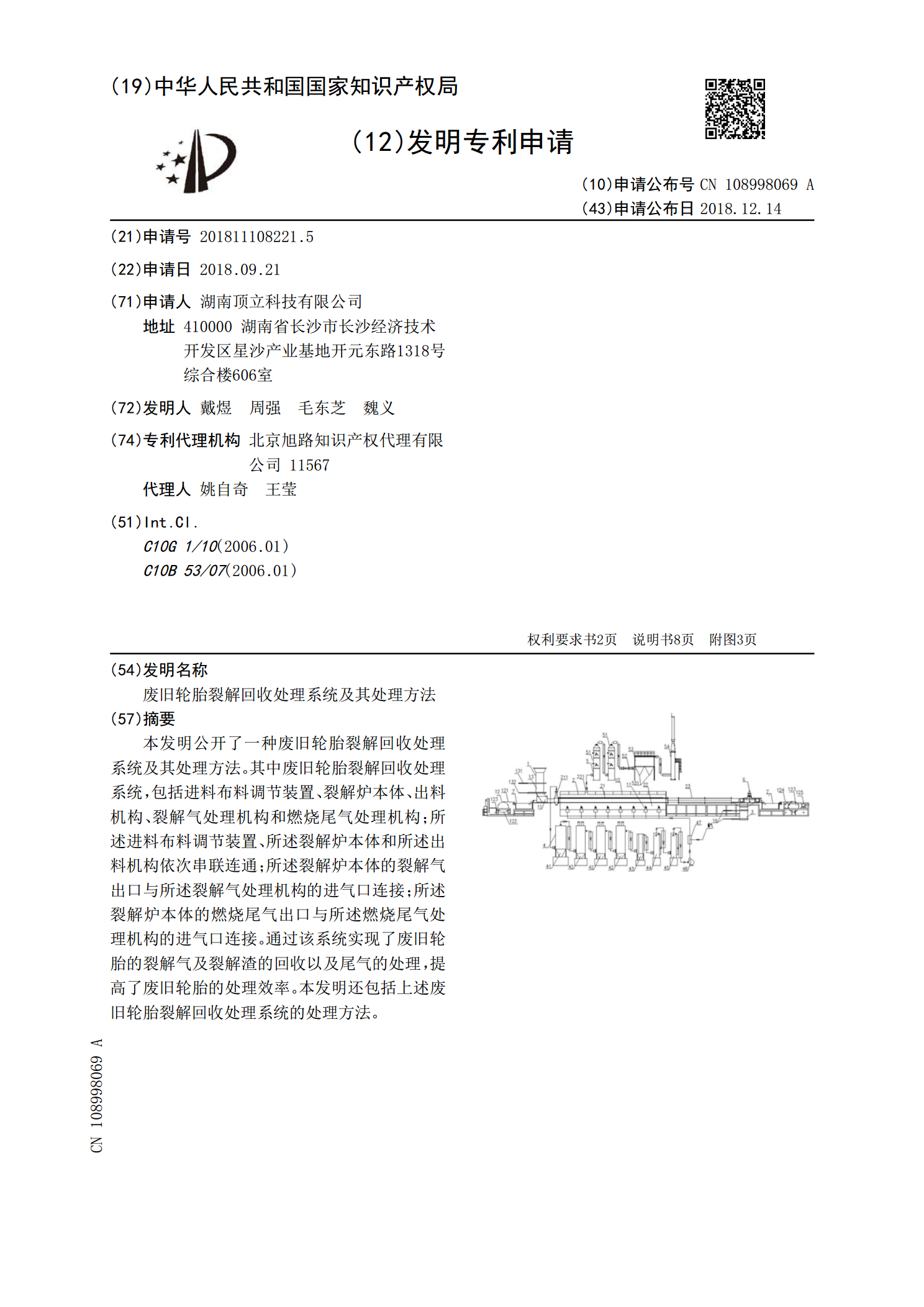
本发明公开了一种废旧轮胎裂解回收处理系统及其处理方法。其中废旧轮胎裂解回收处理系统,包括进料布料调节装置、裂解炉本体、出料机构、裂解气处理机构和燃烧尾气处理机构;所述进料布料调节装置、所述裂解炉本体和所述出料机构依次串联连通;所述裂解炉本体的裂解气出口与所述裂解气处理机构的进气口连接;所述裂解炉本体的燃烧尾气出口与所述燃烧尾气处理机构的进气口连接。通过该系统实现了废旧轮胎的裂解气及裂解渣的回收以及尾气的处理,提高了废旧轮胎的处理效率。本发明还包括上述废旧轮胎裂解回收处理系统的处理方法。

一种废旧轮胎裂解回收处理系统.pdf
本发明公开了一种废旧轮胎裂解回收处理系统,包括预处理设备、裂解炉、产品处理系统和废气净化系统,所述预处理设备与所述裂解炉的进口连接,所述裂解炉的侧面和顶部出口分别与所述产品处理系统和所述废气净化系统连接;所述废气净化系统包括缓冲罐和净化塔。本发明使用缓冲罐、净化塔等设备,能够对废旧轮胎热裂解时产生的废气中的硫、氮气体污染物、粉尘以及其他污染成分有效吸收和滤除,有效避免了对环境造成的二次污染,符合当前行业发展趋势;本发明在二级冷凝管出口设有可控制的回流热解支管线,能够在有效保证裂解产物橡胶油的出油率的同时提

一种废旧轮胎胶粒裂解系统及裂解方法.pdf
本发明公开了一种废旧轮胎胶粒裂解系统及裂解方法,该系统包括输送装置,输送装置上依次连接有破碎装置、冲洗装置、烘干装置、裂解炉,裂解炉还与熔盐炉连接,熔盐炉通过过渡盐管与烘干装置连接,烘干装置还通过回盐管与熔盐炉连接,裂解炉还与气渣分离装置连接,气渣分离装置还通过磁选分离机后分别与炭黑罐、钢丝回收装置连接,气渣分离装置还与精馏塔连接,气体管还与裂解炉连通,裂解炉与气渣分离装置并排设置,且输送装置穿过裂解炉后伸入至气渣分离装置中,气渣分离装置下方设置有渣料腔,其上部连通有与精馏塔连通的气体收集管,渣料腔底部与